



宏程序(xù)在橢(tuǒ)圓加工中的應用
2018-1-22 來源: 德州職(zhí)業技術(shù)學院 作者:陳秋霞
摘 要:以FA N U C 0i數控係統為例,運用標準(zhǔn)方程與參數方程兩種橢圓曲線的編程方法進行橢圓加工程序設計,在保(bǎo)證表(biǎo)麵加工質量的(de)前提下,利用FA N U C 0i數控係(xì)統的宏程序功(gōng)能並結合G 73、G 70循環指令編製出具有通用性、適用性(xìng)且應用簡單的(de)橢(tuǒ)圓曲麵的粗(cū)、精加(jiā)工宏程序。並指出(chū)在編程過(guò)程中應注意的問題,為(wéi)編程人員提供(gòng)方便。
關鍵詞:宏程序;橢圓曲麵;加工程序
0 引 言
在各類(lèi)數控車(chē)技能大賽、數控車(技師(shī)、高級技師(shī))職業資格取證技能試題中,橢圓、拋物線、正弦曲線等非圓曲麵(miàn)的加工必不可少,這些表麵的加(jiā)工,運(yùn)用G01、G02、G03指令不能實現,必須運用宏程序或編程軟件來(lái)完成。要想大賽奪冠(guàn),必須學(xué)會這兩種編程(chéng)方法。常用編程(chéng)軟(ruǎn)件有Pro/E 、UG、CAXA等,現代數控編程軟件(jiàn)更新快,而且每次大賽軟件都有變動(dòng),在很短的時間內讓參賽(sài)選手運用熟練需要花(huā)費時間,軟件編程還存在一些弊(bì)端,生成的加工(gōng)程序(xù)段多,而且不易讀、不易(yì)修改,程序使用不靈活等。
而用宏程序編(biān)製的(de)加工程序簡(jiǎn)短易讀、條理清晰(xī)、靈活方便、加工效率高、使用方便。每位參賽者(zhě)、編程人(rén)員必須(xū)熟練掌握(wò)。現以FANUC Oi係統為例,對宏程序(xù)在橢圓曲麵加(jiā)工程序中的應用進行研究。
1 、應用實例
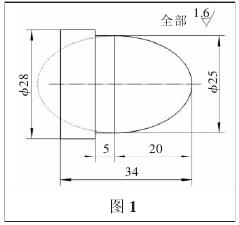
橢(tuǒ)圓典型零件如圖1所示,以FAUNC Oi係統的格(gé)式編寫程序,以下是用兩種方法編製的加工程序。
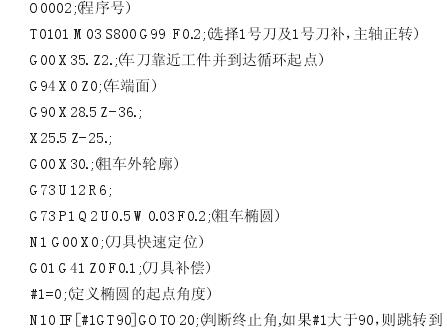
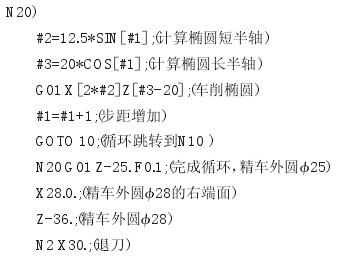
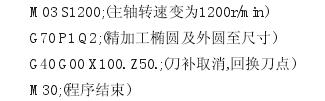
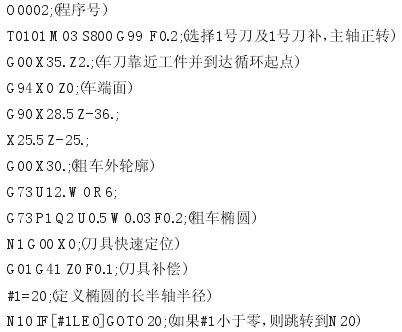
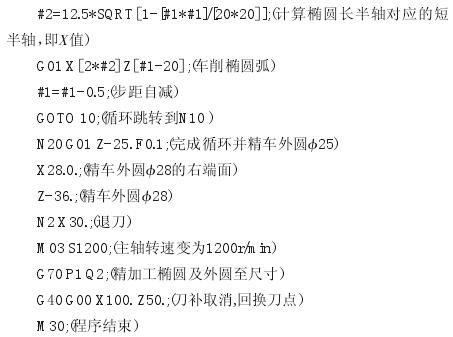
1.1 應用參數方程的參(cān)考
程序圖1零件的加工程序:
1.2 應用標準方程的參(cān)考程序(xù)
圖1零件的加工(gōng)程序:
2 、注意事項
根據圖1零件的兩種加工程序(xù)(已通過實際加工),在編寫加工程序時應注意(yì)下麵幾個方麵。
1)粗加工指令的選擇。
根據零件結構粗車(chē)餘量可以選擇(zé)複合固定循環G71或G73指令進行編程, 但是G73指(zhǐ)令運行的精加工程序段中允許出現宏程序,而G71指令不允許,所以應選擇G73進(jìn)行編程;如用係統報警或不執行。
2)標準方程和參(cān)數方程的選擇(zé)。
加工橢圓時,選擇參數角度方程,采用角度值為自變量,計算方便,不需要判斷就可自動過象限,且終點判(pàn)別簡單(dān)。因此從加工精度、程序的數據量和加工效率出發,在數控車編(biān)程加工橢(tuǒ)圓時應(yīng)優先采用角度值作為自變量。
3)編程(chéng)原點與橢圓方程原點。
本程序中編程原點和橢圓(yuán)方程原點不在同一個點上,因此采用平移法把編程原(yuán)點和方程原(yuán)點(diǎn)平(píng)移到同一點,如程序中G01 X[2*#2]Z[#3-20]和G01 X[2*#2]Z[#1-20
]中(zhōng)偏移量為-20,還可以在操作機床時將刀補參數(shù)進行偏(piān)置相應的值。
4)橢圓輪廓的程序對其他曲麵的參考價值。
本程(chéng)序是車橢圓輪廓的程序,但編程(chéng)思路不僅僅局限於橢圓類零件,對雙曲線、拋物線、餘弦曲(qǔ)線等都有一定的參考價值。實(shí)際(jì)加工中隻是根據曲線的公(gōng)式進行程序修改。
5)旋轉角與(yǔ)離心角的轉化。
以參數角度方程編程時,注意圖樣標注的是(shì)旋轉角還(hái)是離心角θ,如是旋轉角應先轉化為離心角,如用旋轉(zhuǎn)角進行編程零件的形狀會發生變化。
在第一象限(xiàn)時,旋(xuán)轉角小於離心角,其換(huàn)算公(gōng)式為:θ=arctan[(a/b)·tan];在第二象限時,旋轉角大於離心角,其換算公式為:θ=180°+arctan[(a/b)·tan]
3 結 語
本文研究的(de)加工程序具有對橢圓曲麵工件加工的通用性、靈活性、實用性,而且程序簡潔易懂。
為適應各種類型橢圓的編程,實際(jì)生(shēng)產(chǎn)中可以編(biān)製一個隻用變量不用具體數據的宏程序,然後在主程序中調(diào)用並為上述變量賦值即(jí)可,這樣對於不同的橢(tuǒ)圓參數,不必更改程序,隻(zhī)要修改主程序中宏程序(xù)內(nèi)的賦值數據,即把(bǎ)它視為固定模板(bǎn)使用。
投稿箱:
如果您有機床行業(yè)、企業相關新聞稿件發表,或進行資訊合作,歡迎聯係本網編輯(jí)部, 郵箱:skjcsc@vip.sina.com
如果您有機床行業(yè)、企業相關新聞稿件發表,或進行資訊合作,歡迎聯係本網編輯(jí)部, 郵箱:skjcsc@vip.sina.com
更多相關信息(xī)
金(jīn)馬")
業界視點(diǎn)
| 更多

行業數據
| 更多
- 2024年11月(yuè) 金屬切削機床產量數據
- 2024年11月 分地區金屬切削機床產量數據
- 2024年11月 軸承出(chū)口情況(kuàng)
- 2024年(nián)11月 基本型(xíng)乘用(yòng)車(轎車)產量數據(jù)
- 2024年11月 新(xīn)能源汽(qì)車產量數據
- 2024年11月 新能源汽車(chē)銷量(liàng)情況
- 2024年10月(yuè) 新能源汽車產量數據
- 2024年10月 軸承(chéng)出口(kǒu)情況
- 2024年10月 分地區金屬切削機床產量數據(jù)
- 2024年10月 金(jīn)屬切削機床產量數(shù)據
- 2024年9月 新能源汽車銷量情況
- 2024年8月 新能源汽車產(chǎn)量數(shù)據
- 2028年8月 基本型(xíng)乘(chéng)用車(轎車)產量數據