



技術概述
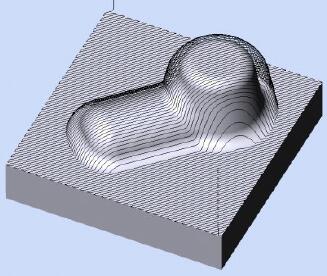
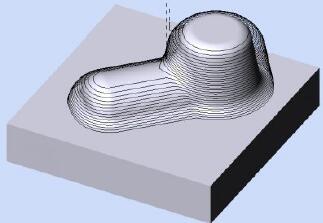
圖1. 3D模型中通過平麵刀具路徑生成的間隔均勻的切割通(tōng)道。
先進的CAM技術可在陡麵/非陡麵銑削(xuē)之間實現平滑過渡。
自由(yóu)曲麵(miàn)加工廣泛用於(yú)多種行(háng)業,以加工複(fù)雜表麵,通常使用多軸數(shù)控(kòng)加工中心。航空航天、汽車、模具、光學和能源(yuán)等行業利用先(xiān)進的計算機輔助製造(zào)(CAM)係統來計算加工(gōng)多種表麵的刀具路徑。
由於(yú)加(jiā)工的複雜成都較高,因此CAM係統的技術必須利用(yòng)表麵形狀和特殊算法來識別獨特的表麵特性,如(rú)曲率、法向矢(shǐ)量和凸凹區(qū)域。根據不同的(de)複雜程度,進(jìn)行表麵處理的刀具路徑可能會用於整個零件表麵,或按順序選擇限製(zhì)輪(lún)廓。
為滿足生產力和表麵質(zhì)量的現代化要求,ESPRIT CAM可(kě)提供複(fù)雜的加工(gōng)策略,計(jì)算複雜的表麵刀具(jù)路徑,模擬加(jiā)工過程,並最終生成NC代碼,並通過其控製單元(yuán)驅動數控機床。
傳統的精(jīng)加工策略(luè)
基於大多數陡麵/非陡麵銑削得出的幾大(dà)關鍵加工策略。
對於需滿足形狀和表麵質量雙重(chóng)工程要求的最終部件而言,刀具路徑的規劃至(zhì)關重要。其加工過程包括對整個表(biǎo)麵采(cǎi)用單一(yī)的加工方式或對表麵輪廓進行(háng)細分,然後(hòu)進行一係列加工。然而,有些加工策略在模型的非陡麵或平坦區域效果出色,但往往在陡麵或垂直區域的表現不盡人意(yì)。因此,大多數CAM係統都為精加工提供了一係列策略選擇。
我們對(duì)表麵角度不同的零件所采用常規精加工刀具(jù)路徑進行了檢查。自由曲麵是其他三種刀具路(lù)徑方法中最常用的一種。這三種傳統方式包括平(píng)麵加工、Z級加工和(hé)偏移加工。
平麵刀具路徑
在這一過程中,刀具路徑通過笛卡爾空間內間隔均勻(yún)的表麵交線組成。這一加工方法類似於“之”字型二(èr)維型腔刀具路徑,不過(guò)其刀(dāo)具路徑是沿著刀(dāo)具(jù)軸向下投射到3D零件(jiàn)上。
盡管這種方法(fǎ)簡單而強大(dà),但是,當表麵與平行相交的平麵的法(fǎ)向矢量接近時,其弊(bì)端便立即顯(xiǎn)現出來(lái)。隨(suí)著表麵的斜率增加,通(tōng)道之間的恒(héng)定距離會在近乎垂直的表麵上(shàng)生成較大的扇(shàn)形材料(liào)。
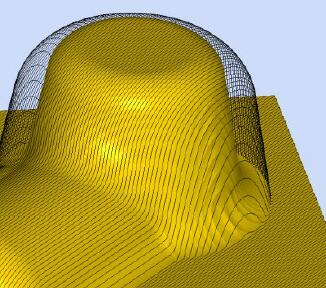
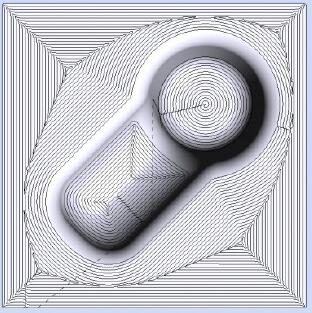
圖2. 平麵精加工在平麵或非陡麵上表現良好(hǎo),但當表麵與平行相(xiàng)交的平麵的法向矢量接近時,會導致扇形現象產生。
縮(suō)小交叉平麵(miàn)之間的距離可以減少表麵形成扇形,但這又會導致平坦區域出(chū)現冗餘加(jiā)工。因此,在整個模型中采用單一的表(biǎo)麵加工策略會導致加工時間過長或質量不合格。
為了解決這個(gè)問題,CAM係統通常會提供一種自適應的表麵加工方法(fǎ),即根據表麵的斜率將其劃分(fèn)成不同的(de)區域。
ESPRIT的平行表麵精加(jiā)工(Parallel Planes Finishing)含有相(xiàng)關(guān)策略,允許(xǔ)程序員對表麵進行分區並將大於傾斜角的區域排除在(zài)外(wài)。在初始加工中避開這些“側(cè)向”表麵(miàn),接著僅通過(guò)垂直而非平行的(de)平麵刀具路徑對其進行加工。
Z級刀具路(lù)徑也是平(píng)麵的,不過其模型會被(bèi)切成間隔均勻的平麵(miàn)。在這一過程中,每一級都會對模型進行跟蹤。與平麵刀具路徑一樣,當水平表(biǎo)麵與交叉(chā)平麵的法向矢量接近時,其表麵質量將會受損。
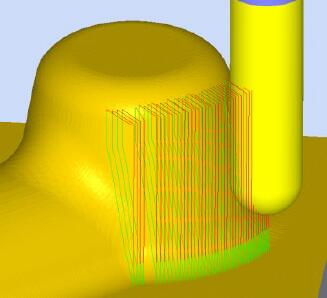
圖3. ESPRIT的平行表(biǎo)麵精加工可通(tōng)過垂直(而非平(píng)行)的刀(dāo)具路(lù)徑來改善陡麵區域的(de)加工。
Z級刀具路徑
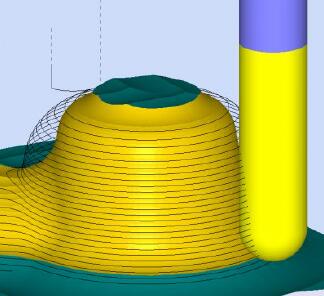
圖(tú)4. Z級刀具路徑可在陡麵(miàn)區域產(chǎn)生良好的光潔度,因(yīn)其(qí)刀(dāo)具(jù)會沿著刀具軸逐漸向下移動。
圖(tú)5. Z級刀具路徑在陡麵區域表麵良好,但需跳過法向矢量接近交叉(chā)平麵的(de)表麵區域。
偏移刀具路(lù)徑
在非陡(dǒu)麵或平坦區(qū)域上表現良好的另一種技術是通過界定區域的形狀來定義刀具路徑的形狀。CAM係統(tǒng)使用斜率閾值來識(shí)別和分割陡麵和非陡麵區域,然後將每個區域(yù)的邊界(jiè)偏(piān)移一(yī)定的距離,從而生成(chéng)刀(dāo)具路徑。

圖6. 偏移刀具路徑能夠更緊密地與曲麵的輪(lún)廓(kuò)匹配(pèi)。
圖(tú)7. 當加工的邊(biān)界形狀不同時(shí),ESPRIT會適配或“改(gǎi)變”偏移刀具(jù)路(lù)徑來補償(cháng)不同的外部和內部邊界。
組合式精加工
當麵對具有各(gè)種陡麵和非陡麵(miàn)區域(yù)的複雜(zá)模型時,對整個模型(xíng)采用單一的加工(gōng)策略往往會導致加工(gōng)時間過長,進而導致精加(jiā)工不合格。若要在模型上實現良好的精(jīng)加工,需采用其他方式來識別陡麵/非陡麵區域之間的邊界,並應用單獨的(de)策略使其“吃(chī)水線”沿(yán)著這些邊界加工,因為刀具需要對每個(gè)區域單獨進行(háng)加(jiā)工。
ESPRIT能有效(xiào)地控製陡麵/非陡麵的形狀加工,無需知曉(xiǎo)陡麵/非陡麵的邊界。這意味(wèi)著(zhe)CAM係統可在運行時分析(xī)模型的表麵角度,進而通(tōng)過傾(qīng)斜角來識別和分割(gē)加(jiā)工區域。
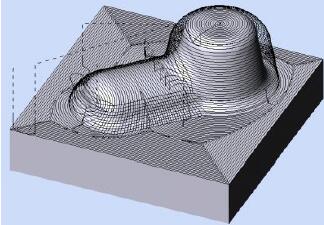
圖8. 單個實體模(mó)型(xíng)上的多個刀具路徑會各自使用60度的相同的閾值角(jiǎo)度。60度以下的零件(jiàn)則采用偏(piān)移加工;
陡麵則采用Z級加(jiā)工。
當CNC程序(xù)員選擇組合式刀具路徑來(lái)切割3D模型時,這一方法會存在(zài)以下問題:
- 多個刀具路徑需多個退刀動作,同時刀具會不斷(duàn)地在一個區域到另一個區域之間進行(háng)重(chóng)新定位。部件表麵越多,退刀的動作也會越多,因為(wéi)刀(dāo)具需要從一種刀具路徑切換到另一種。無論機器的精度如何,這些動作必然
會因(yīn)為刀具磨損、偏轉和以前的刀(dāo)具路徑位置而會留下(xià)痕跡。
- 多個刀具路徑需要更多的時間進行計劃、測試和加工,並可能導(dǎo)致整個部件的表麵光潔(jié)度(dù)不一(yī)致。某些刀具路徑在某些區域的加(jiā)工效果可能比其他的更好,這需要程序員為每個刀具路徑加工參數進行不斷地調整(zhěng)。
- 根據刀具路徑和CAM係統指定(dìng)的加工標準,當多個刀具路徑重疊時,模型的某些區(qū)域可能會被多次加工。帶有智能化(huà)加工功能的CAM係統通過複雜的刀具路徑解決了這些問題,它在3D模型(xíng)形狀的基礎上(shàng),智(zhì)能化地將Z級和設計的切割(gē)通道適當地結合了起來。
Global Finishing綜合解決方案
充分利用虛實世界。
ESPRIT擁有三軸全麵精加工(GlobalFinishing)功能,可將Z級精加工和偏移精(jīng)加工的最佳方案結合到陡麵/非陡麵銑削綜合解決方案中。Global Finishing不僅可以計算陡麵和非(fēi)陡麵區域最合適的刀具路徑,還可以在各個區域之間保持刀具流暢連(lián)續地加工,從而消除加工區域之間的可見痕跡,提高機器的利用率。
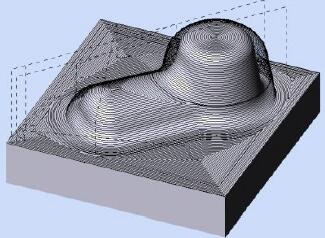
圖9. ESPRIT Global Finishing使用單個(gè)閾值角度來分析複雜(zá)的表麵形狀,並(bìng)智能化地應用最合適的刀具路徑來對整個零件進行加工(gōng)。
使用單(dān)一的全球解(jiě)決方案的優(yōu)勢包(bāo)括:
- 具有(yǒu)單個閾值角度的單次操作所需的編程時間(jiān)和預估工作較少。ESPRIT在表麵角度的基礎上(shàng)使用閾值角(jiǎo)度(dù)來識別(bié)和分割區域,然後自動地在陡麵區域使用Z級銑削,在非陡(dǒu)麵區域偏(piān)移加工(gōng)。
- Global Finishing已(yǐ)簡化界麵,僅(jǐn)顯(xiǎn)示關鍵參數,如(rú)容差和步進,可加快編程速(sù)度。為了讓加工更平滑,默認情況下使(shǐ)用(yòng)順(shùn)銑和螺(luó)旋銑削。
- 當表麵從(cóng)平麵向(xiàng)垂直方向轉(zhuǎn)變時,複雜的邏輯會優先考慮刀具路徑的連續性,並盡(jìn)可能地保留Z級加工不間斷操作。係統會先(xiān)在整個零件上計算Z級刀具路徑。所有刀具路徑會在大(dà)於斜率閾(yù)值的區域中(zhōng)操(cāo)作。斜坡閾值以下的區域則轉換為偏移刀具路徑。
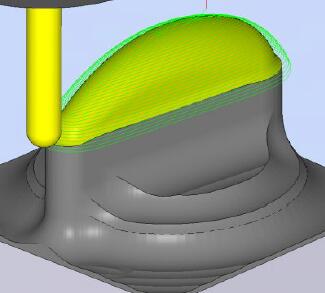
圖10. 當刀具沿著表(biǎo)麵向下加工時,模型頂部的刀具(jù)路徑近乎流暢地從偏移切割(gē)轉換到Z級刀具路徑(jìng),刀具始終不會離開表(biǎo)麵。
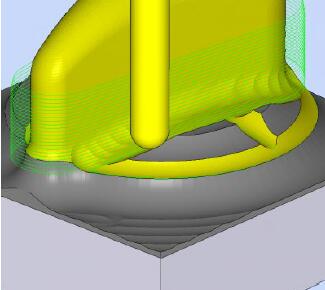
圖11. 當刀具(jù)到達非陡麵區域(yù)時,刀具路徑將轉(zhuǎn)換回偏移刀(dāo)具(jù)路徑,而不(bú)會(huì)退刀。
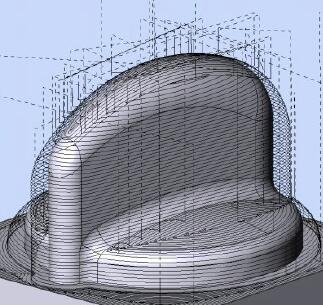
圖12. 若想達到和組合式精加(jiā)工相同的效果,需創建多個單獨操作(zuò),這樣刀具會多次重新定位移(yí)動。
展望未來
Global Finishing的首要任務的是為優化編程(chéng)時(shí)間並縮短周期(qī)時間提供更多選擇。通過簡化的用戶(hù)界麵可以實現更快更智能化的編程,並著重強調Z級和偏移切割通道的自(zì)動化應用,同時優先考慮刀具路徑的連續性。
Global Finishing未(wèi)來將為(wéi)CNC程序員提供(gòng)水平麵(平行或偏移)圖案選項,還計劃新增其他(tā)選項,讓程序(xù)員在時間與表麵質量之間進行優先級選擇。例如,對於複雜度較低的泡沫樣品(pǐn)或零(líng)件,可以優(yōu)先考慮優化循環時間(jiān),而對於複雜度高的部件,可優先考慮優化表麵質量。
在客戶反饋和嚴格的實驗室測(cè)試的基礎上,GlobalFinishing將不(bú)斷開(kāi)發複雜的CAM邏輯,為加工複雜的表麵提供綜合解決方案。
如果您有機床行業、企業相(xiàng)關(guān)新聞稿件發(fā)表,或(huò)進(jìn)行資訊合作,歡迎聯係本網(wǎng)編輯部, 郵箱:skjcsc@vip.sina.com
馬")
調查")
- 2024年11月 金屬切削機床產量數據
- 2024年11月(yuè) 分地(dì)區金屬切削機床產量數據
- 2024年11月(yuè) 軸承出口情況
- 2024年11月 基本(běn)型(xíng)乘用車(轎車)產量數據(jù)
- 2024年11月 新能源汽(qì)車產量數據
- 2024年11月 新能源汽車銷量情況
- 2024年10月 新能源汽車產量數據(jù)
- 2024年10月 軸(zhóu)承出口情況
- 2024年10月 分地區金屬切削機(jī)床(chuáng)產量數據(jù)
- 2024年10月 金屬切削機床產量數據
- 2024年9月 新能源汽車銷量情況
- 2024年8月 新能源汽車產量數據
- 2028年8月(yuè) 基本型(xíng)乘用車(轎車)產量數據