



CCMT2016中國數控機床展覽會於4月11-15在上海新國際展覽中心舉行。來自20多個國家的1100多家展商參加了(le)這(zhè)次盛會。值得指出的是,這次(cì)展(zhǎn)會麵積達12萬平方(fāng)米,同比增長20%;觀眾(zhòng)59101人次,同比增長5%。
當今世界經濟形勢低迷,製造業也不(bú)景氣。可這次機床展居然規模擴大,人氣也很興旺,說明了市場形勢(shì)仍然看好(hǎo),因(yīn)為強國強軍離不開工作母機(jī);然而(ér)吸引觀眾目光的(de)靚點,其主線條便是智能製造。
一、智能網絡製造
炒得沸沸揚揚的德國工業4.0,其核心優勢便是智能(網絡、信息)物(wù)理係統CPS(Cyber- Physical Systems)。它依仗了大數據、網(wǎng)絡(luò)和雲計算,將計算、通(tōng)信和控製這三者(zhě)結合(hé)於一體,在機床製造領域也碩果累累。
當今三大(dà)機床巨頭,這次均展出了他們的網(wǎng)絡智能技術。DMG MORI的(de)CELOS®,可幫助用戶(hù)實現從構思到成(chéng)品的全方位加(jiā)工需求。機床能將所(suǒ)有與生產相(xiàng)關(guān)信息,都集成在一個加工任務包(bāo)內,並(bìng)立即(jí)顯示(shì)在“任務管理器”中。加(jiā)工任務單所需的所有文檔,數據和信息都用結構化方式(shì)進行管理,因此這些數據也可在以後的加工中或(huò)重複訂單(dān)中被快速(sù)提取沈(shěn)陽機床的i5是由沈陽機床集團自主研發的具有完全自主(zhǔ)知識產(chǎn)權的智能化係統。該係統集成了運動控(kòng)製技術(shù)、計算機技術、網絡技術和信息技術等,為用戶提供操作簡單、兼容性強、可靠性高的智(zhì)能化數控產品。
日本MAZAK這次展出重點當(dāng)屬順暢(chàng)加工SMOOTH TECNOLYGE,山崎(qí)中國區的單總再三與(yǔ)我強調,這(zhè)是一種係統技術,內容包括五軸複(fù)合加工技(jì)術;高速、高精度技術;智(zhì)能化技術;網絡技術;自動化柔性生產線(xiàn);環境保護及人體工程設計等七個方麵,從技術到管(guǎn)理幾乎至臻至美,而Smooth X等僅是各款智能數控係統。(圖1)。

二、智能數控係統
有人認為,在當今互聯網+時代,若要稱得上智(zhì)能數控(kòng)機床(chuáng),首先控製(zhì)係統必須是(shì)智能的,傳(chuán)統的係統已跟(gēn)不上潮(cháo)流了。
西門子當然稱得上是數控係統的領軍人物之一,他們不(bú)僅研製新係統,並且與企業(yè)聯手解決個案(àn),例如為DMG MORI開發空間曲麵三維插補、為KUKA機(jī)器人提供直接(jiē)一(yī)體(tǐ)化控製技術等等。
海德漢這次介紹的幾款智能係(xì)統功能也倍受(shòu)矚目,如(rú)DCM – 動態碰撞監(jiān)測。通常在5軸加工的複雜運動及高速加工運(yùn)動時,碰撞監測功能很有意義的。這種情況時,機床操作人員可以(yǐ)用TNC的DCM(動態碰撞監測)功能。一旦有碰撞危險,數控係統將立即中斷加工,因此能提高機床和操作人員的安全性。防止損壞機床,避免代(dài)價高昂的(de)停機損失。使無人值守換班生產更安全、更可靠。
DP–動(dòng)態高(gāo)精功能是由一係列有效減小機床動態誤差的海德漢數控係統功能組成的,它可提高機床動態性能,提高刀具中心點位置的精度,使用戶可(kě)以根據機床機齡、負載和加工位置所允許的最大理論值進行銑削(xuē)加工。而且不需要對機床結構(gòu)進行任何改造。
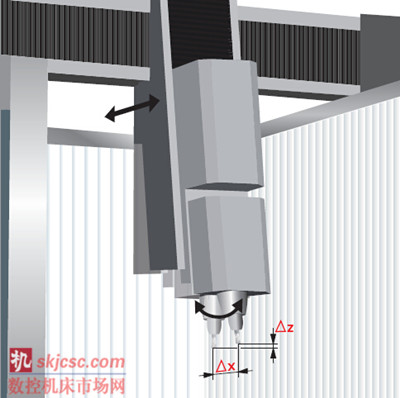
CTC – 通過關聯軸(zhóu)補償位置誤差功能。選用大(dà)加速度加工時,機床結構勢必受力加大。這些作用力(lì)可導致機床部件彈性變形,因此導致(zhì)刀具中心點(TCP)偏離位置。除了軸向的變形,機械連接軸的大加(jiā)速運動也導致機床軸(zhóu)在與加速度方向垂直的方向(xiàng)的變形。如(rú)果機(jī)床軸的受力點(diǎn)不在重心線上,製動期(qī)間和加速期間將造成機床軸傾斜,這時這個問題更加突出。CTC伺服控製選裝功(gōng)能(關聯軸補償)就可以補償這個與加速度有關的誤差,避免其對(duì)工件表麵質(zhì)量和精度造成(chéng)負麵影響。(圖2)
可喜的是,國產華中數控(kòng)當今也實現了跨越式發展,陳吉紅董事長經多方調研,在吃透了CPS物理(lǐ)係統原理的基礎上,成功開發了“華中8型(xíng)”智能化數控係統,在電子信息產品(3C)製造領域內實現規模化(huà)應用(圖3)。

“華中8型”基於雲計算、大數據、CPS等單(dān)元技術,利用控製(zhì)信息(xī)、傳感信息、網絡信息,實(shí)現了從數控(kòng)設備(bèi)的運行、加工、操作和編程等環節的智能化,開(kāi)發(fā)了智能管理、智能(néng)調試、智能補償、智能加(jiā)工、健康保障、網絡銷售平台、租賃服務、雲端工(gōng)廠等超越國外的原創性的智能化(huà)軟件。並在武漢建立了“數控加工(gōng)大數據中心”,通(tōng)過無線網絡監控用戶企業車間生產線的(de)相關數據,實現華(huá)中(zhōng)8型數(shù)控係統的遠程監控、加(jiā)工(gōng)優化(huà)、健康保障等智能化功能。華中數控由此邁出了向製造型(xíng)服務業轉(zhuǎn)型升級的步伐。
三、智能機床功能
為迎合用(yòng)戶的特殊加工需求,機床製造商會將(jiāng)標準配置的數控係統進行二次開發。N3-404展(zhǎn)台,霍夫曼(上海)公司展出的擺線切削(xuē)技術十分引人矚目。在通常的銑(xǐ)削(xuē)加工中,如果使用立銑刀(dāo),那麽切削寬度就是銑刀的直(zhí)徑D,刀具走的路徑是直(zhí)線。而所謂擺線銑削,是銑刀在切削過程中(zhōng),刀具不僅是走直線,同時還(hái)要走定圓(yuán)或橢圓複合運(yùn)動。這樣切削的齧合弧就大了,因此隨著齧合比的減小,刀具的阻力與磨損就減小,所以銑削的(de)速(sù)度可加快切(qiē)削力減小,刀具可切得更深,銑(xǐ)削範圍也就更(gèng)寬了。
這種切削工(gōng)藝創新,使(shǐ)得銑削(xuē)變得更高效了。特別適宜對高硬材料零件、不鏽鋼以及高超合金等零件加工(gōng)。當然,智能切削需要卓(zhuó)越的高檔軟件(jiàn)予以支撐,以力求確保刀具每齒切削量為恒值。這成(chéng)果(guǒ)是霍夫曼與海德漢、SolidCAM以及HURCO等(děng)公司聯合(hé)研製而成的。
日本牧野MAKINO的a40臥式加工中心,是為解決鋁及鋁合金壓鑄行(háng)業(yè)特殊需求而研(yán)發的(de)。考慮到往往加工此類零件待機時間(jiān)要占據50%,因此他們采取ROI智能設計,即采用智能慣量控製,讓機床定移動加快,以整體縮短非切削時間,從而提高生產力。
ROI智能設(shè)計同時也引入在驅(qū)動工作台Z軸和(hé)回轉工作台B軸,能(néng)自動(dòng)估(gū)算工件重量,然後優化線性加速度或旋轉加速度,以實現最佳的定位或旋轉時間,特(tè)別(bié)在重量較輕時會(huì)采用(yòng)較高(gāo)的加加速(sù)度。
先進的智能運動控製,實現了進給(gěi)軸移動的快速、敏捷,最小化特征間的線性定位時間,其(qí)達到最(zuì)大快(kuài)移速度比市場上同類產品快1/3。而智能鑽(zuàn)孔功能更是優化路徑,縮短圓弧間的移動,始(shǐ)終保持(chí)最快的移動速度。
BTS可視化刀具破損檢測功(gōng)能可以實時捕獲的刀具(jù)影像,一旦發(fā)現(xiàn)刀具破損立即自動停止加工。該檢測方式為非接觸式,僅需(xū)0.1秒(miǎo),比接觸式探頭(tóu)檢測快0.6秒。
這種智能化(huà)機床功能,同樣也反映在金屬成形機床(chuáng)之中,天田AMADA很早就意識到軟件、網絡的(de)重要性,一直通過(guò)提供(gòng)各種軟件來適應時(shí)代的要求,他們尤其在開發智能化軟件方麵下(xià)了不少功夫,具體反映在:
①配置智(zhì)能化。天(tiān)田不僅對衝切模具ID化,還對折彎模具也ID化,並將工廠內的模具管(guǎn)理(lǐ)可視化(huà),從而大幅(fú)減少配置操作。此外(wài),通過利用折(shé)彎加工機的板厚檢測係統,能自動檢測材料特性,同時采用角度傳感器(qì),故無需進行試折彎(wān)。
②加工智能化。天田新開發了獨創的(de)SEM鈑金加工模型。該模型全部保留鈑金加工所(suǒ)需的加工屬(shǔ)性、加(jiā)工工序,可實現加工(gōng)最(zuì)優化。根據該模型定義的加工方法,現場的AMNC加工機(jī)可(kě)選擇最優加工條件、模具(jù)及加工順序。
③維護智能化。利用AMNC收集各加工機將進行(háng)何種工序加工、何時(shí)進行等定量信息(xī)。根據上述信息(xī),可(kě)構建使用雲環境始(shǐ)終置於服務部門監視之下的體係。此外,異常信息作為報警(jǐng)信息,向客戶及AMADA服務部門發出(chū)通(tōng)知。這樣,客戶可完全放心(xīn)地使用AMADA的加工機床。
④操作智能化。隨著配置及加工的智能化,操作的智能化有了更大的進展。作為操作智能化的最(zuì)終(zhōng)目(mù)標(biāo),天田追求的是“One Push Go”,即現場操作隻需1個“執行(Go)”按鈕即可進行加工的操作智能化。

圖4 ACIES2512T智能鈑金加工係統
四(sì)、智能機床附件
在金切機床領域,機床、刀具和夾具是(shì)三(sān)大要素。德國(guó)幾家專業夾貝製造商的展品是值得一提的(de)。如(rú)HWR公司的InoFlex係列四爪浮動定(dìng)心卡(kǎ)盤(pán), 由於夾(jiá)具能自動校準零件,這就為聯機實行高效智能化成為可(kě)能。一家(jiā)名為Schwarzer公司,由於采用了這種四爪浮動定心(xīn)卡盤,甚至做到(dào)了不用更換卡爪,即(jí)可實現圓形零件和方形零件(jiàn)的夾持轉(zhuǎn)換,並在很大程度上減小了零件(jiàn)的變形。
德國LANG牌咬合式夾持技術,可以(yǐ)使夾緊(jǐn)無需任何(hé)止位,並以Makro.Grip定心虎鉗的緊湊(còu)結構為五軸加工創造最大效(xiào)益。
LANG公司還開發了一個Eco Compact 20自動化上下料裝置,整機可在很小的占地麵積下可以存儲20個托盤,通過機床自動門(mén)或側麵自動(dòng)窗口連續向(xiàng)機床供料和收回已(yǐ)加工完的產品,有多種安裝方式可選,以適合您車間(jiān)的自動化生產線機床(chuáng)布局,最大限度地節省空間。
兩軸(zhóu)聯動搖籃式回轉工作台,是(shì)5軸(zhóu)聯動加工中心最常用的附件,煙台環球為了使企業轉型升級並滿足市場需求,他們研製成功了(le)具有自主知識(shí)產權的(de)TK64320兩軸搖籃(lán)式直驅數控轉台,這(zhè)次並獲得了“春燕獎”。
本轉台采用閉環控製(zhì),能實時監(jiān)測(cè)機械部分位置誤(wù)差和速度誤差,並及時反(fǎn)饋給數(shù)控係統,以確保加(jiā)工精度和聯動插(chā)補精度。本轉台(tái)還采用循環水(shuǐ)冷(lěng)卻電機,裏麵有若幹個溫度傳感器,可實時監測電機溫度(dù)和冷卻水溫(wēn)度,由於確保電機的(de)正常運轉和(hé)水溫恒定,故而(ér)可減(jiǎn)少由於溫度的變化造成的機械部件的熱變(biàn)型,所以加工精度高、零件一致性好。(圖5)。

有趣的是,在智能技術日新月(yuè)異的今天,連工具櫃也是(shì)智能型的。德國霍夫曼刀具這次(cì)展出了一種GARANT TOOL 24 Smartline係統(tǒng),這是一種具有自動分發(fā)功能的工具櫃係統,根據“即插即用” 原則,能按需擴容,最(zuì)多可疊加(jiā)至90層的抽屜櫃。它通過網絡接口與公司網絡相聯,也可與ERP係(xì)統相聯,並可管理外部儲存地點。櫃子可建立自定義的(de)軟(ruǎn)件包,使存(cún)取工具時間大為縮短。
所謂智能,即工作人員可先設定(dìng)一個最小(xiǎo)庫存量,當(dāng)刀具消耗到一定程度後,管理係統(tǒng)就會發(fā)出采購新刀具的指令。而每到年度,機櫃能自動盤點,不必人工對(duì)賬。機櫃還可(kě)自動設置修磨後的(de)刀具先使用(yòng)指令,不與新刀混淆。如果有(yǒu)工具借出,也可追溯,記錄表述(shù)得清清楚楚。
五、機床智能監控
N-311德國Motroni展台,觀眾始終絡繹不絕,因為他們(men)展出的智能監控係統,正是去年米蘭EMO展紅極一時的展品。
該公司的斯佩拉(Spectra)全方位過程監測係統,不僅可(kě)以(yǐ)利(lì)用機床本身的數字驅動數據DDD(Digital Drive Data)來進行過程監控和優化(huà),還可結合功率傳感器、扭矩傳感器、聲波傳感器和應力傳感器等各類傳感器,精準識別刀具磨損、斷裂、缺失等現象,並且也可實施對撞機與振動過載的(de)監(jiān)控保護,該係統甚至能識(shí)別直徑為Φ1mm的鑽頭上的細微破損。
作為(wéi)簡易版的機床保護與診斷係統,普銳斯(PulseNG)係列產品的性(xìng)能也(yě)值得一提。其所配置的測振(zhèn)三軸加速(sù)度傳感器在一秒內能采集(jí)3200多個測量(liàng)數據,自帶內(nèi)置溫感計,並且抗震、防汙、穩定性高。普銳斯係統又分移動版和固定(dìng)版(bǎn)。移動版也是該公司(sī)的一(yī)大亮點,其(qí)特點是拆裝方便,適用多台機床,可快速進行機器狀態及故障的診斷、識別機器部件的磨損、優化加工參(cān)數,如同機器的聽診(zhěn)器,是維修檢驗的(de)理(lǐ)想(xiǎng)幫手。固定版則隻能嵌入一台機床,進行全自動的撞機和振動(dòng)過載保(bǎo)護,響(xiǎng)應時間不超過1ms,如同(tóng)機器的安全(quán)氣囊。經加以對應的(de)PLC調試後,還可增加機床自我診斷功能(néng)。普銳斯係統能實時對測量信號進行3維快速傅立葉轉換(FFT),測量精度達0.01m/s2。該係統還具備(bèi)記錄(lù)儀功能,能記錄加工過程(chéng)中所有(yǒu)異常事件。所記錄的數據不僅可以供離線分析,還能通過(guò)外接通訊係統(tǒng)全球調取。
展會之大、展品之精,筆者隻能走馬觀花(huā),掛一漏萬予以介紹,更鑒於水平有限文中謬誤肯定不(bú)少。而且在當今(jīn),究竟什麽(me)是(shì)智能,這個確切定義還在探索,不過在新工業革(gé)命時代,智能製造肯(kěn)定(dìng)是製造業(yè)的一個發展方向。
如果您有機床行業、企業(yè)相關新聞稿件發表,或進(jìn)行資訊合作,歡迎聯係本網編輯部, 郵箱(xiāng):skjcsc@vip.sina.com


- 2024年11月 金屬切削機床(chuáng)產量數據
- 2024年11月 分地區金屬切削機床產量數據
- 2024年11月 軸承出口情(qíng)況(kuàng)
- 2024年11月 基本型乘用車(轎車(chē))產量數據
- 2024年11月 新能源汽(qì)車產量數據
- 2024年11月 新能源汽車銷量情況
- 2024年(nián)10月 新能源汽車產量數據
- 2024年10月 軸承出口情況
- 2024年10月 分地區金屬切削機床(chuáng)產量數據
- 2024年10月 金屬切削機床產量數(shù)據
- 2024年9月(yuè) 新(xīn)能源汽車銷量情況
- 2024年8月 新(xīn)能源汽(qì)車產量數據
- 2028年8月 基本型乘用車(轎車)產(chǎn)量數據
- 機(jī)械加工過程(chéng)圖示
- 判斷一台加工中心精(jīng)度的(de)幾種辦法
- 中走絲線切(qiē)割機床的發展趨(qū)勢
- 國產數控係統和數(shù)控機床何去何(hé)從?
- 中(zhōng)國的技術工人都去哪裏了?
- 機械老板做(zuò)了十多年,為何還是小(xiǎo)作坊?
- 機械行(háng)業最新(xīn)自殺性(xìng)營銷,害人害己!不倒閉才
- 製造業大逃亡
- 智能時代,少談點智造,多(duō)談點製造
- 現實麵前,國人沉默(mò)。製造業的騰飛,要從機床
- 一文搞(gǎo)懂數控車床加工刀具補償功能
- 車床(chuáng)鑽(zuàn)孔攻螺紋加(jiā)工方法及工裝設計
- 傳統鑽(zuàn)削與螺旋銑孔加工工藝的區別