


摘要:插床中插刀的上下往複運動直接關係到工件切削的(de)效(xiào)率.建(jiàn)立插床六杆機構的矢量(liàng)模型,用M atlab /Sim ulink 中的(de)積分模(mó)塊(kuài)建立仿(fǎng)真框圖,設置合理(lǐ)的初始條件,將插刀的位移、速度和加速度曲線規律可視化(huà).對機構作計及摩擦力的靜力分(fèn)析,通(tōng)過摩擦(cā)圓和相對角速(sù)度判斷運動副所受摩擦總(zǒng)反(fǎn)力的方向,依次求(qiú)解各個構件的靜力平衡方程式,得出主動件上所能(néng)克(kè)服的(de)等效阻力矩,並(bìng)用M atlab 軟件得出等效阻力矩隨時間變化(huà)的規律.
插床是一種應用廣泛(fàn)的普通機床,利用插刀(dāo)的上下往複運動完成對鍵槽和型孔(kǒng)的插削工作,尤其適用於(yú)加工不通孔或有障礙台肩的內孔鍵槽.插床中的六杆機構是以(yǐ)雙(shuāng)曲柄機構為基礎擴(kuò)展而成(chéng)的,可以實現預期的運動規律並與插刀相連,實(shí)現切削主(zhǔ)運動.文獻[1 −7]介紹了用PR O /E 和M atlab 工具(jù)箱中的Sim ulink 構建曲柄導杆機(jī)構、曲柄搖杆機構和曲柄滑塊機構等平(píng)麵機構的仿真模型,或進行運動規律分析,或進行(háng)動力學分析,但鮮有文獻對機構作計及摩擦力的靜力學分析,而靜力分析對計(jì)算機構各零件的(de)強度(dù)、確定機械效率及機械(xiè)工作時能克服的阻力矩(jǔ)等(děng)因素具有(yǒu)非常重要的作用.
本研究抽象出插床六杆機構的矢量模型,建(jiàn)立(lì)數學模型,使用M atlab /Sim ulink 中的積分模塊對(duì)插刀進行運(yùn)動仿(fǎng)真,將插刀的位(wèi)移、速度和加速度曲線(xiàn)可視化,以便(biàn)直觀地表達插刀的運動規律.計及摩擦(cā)力的機構(gòu)靜力分析,借助摩擦(cā)圓和相對角速度的轉向獲得各構件的摩擦總反力方向,求解(jiě)各構件(jiàn)的靜力平(píng)衡方程,在工作阻力(lì)已知的情況下確定(dìng)主動件(jiàn)上的平衡力矩(jǔ)隨(suí)時間變化的規律.
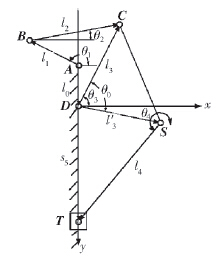
圖1 插床六(liù)杆機構
F ig.1 Slotting m achine six bar linkage! 插(chā)床六杆機構的矢量模型插床六杆機構如圖1 所示,AB C D 為雙曲柄機構,主動件AB 和從動件C D 作整(zhěng)周運動,B C 為(wéi)連(lián)杆,AD T 為機架,D ST 為(wéi)曲柄滑塊機構,滑(huá)塊T 為插床的插刀.對機構中的(de)各個構件(jiàn)用帶箭頭的直線(xiàn)表示為位移(yí)矢量,位(wèi)移矢量的大小即構件的長度,矢量與x 軸正向所夾的角即為構件的夾角﹙逆時針為(wéi)正﹚.將雙曲柄機(jī)構AB C D 和曲柄滑塊(kuài)機構D ST 看成封閉矢量多邊形,由複數矢量法可知
A B + B C = A D + D C , ﹙1﹚
D S + ST = D T . ﹙2﹚
將式﹙1﹚和式﹙2﹚中各矢量分(fèn)別(bié)向x 軸和y 軸投影,得(dé)到投影方程為
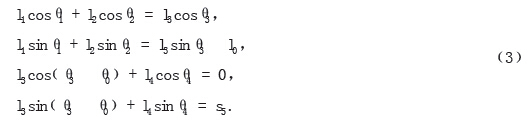
" 用(yòng)積分(fèn)模塊法建(jiàn)立(lì)仿真(zhēn)模型分別對式﹙3﹚的(de)4 個方程求導,得到速度方程(chéng)組:
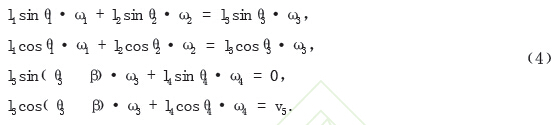
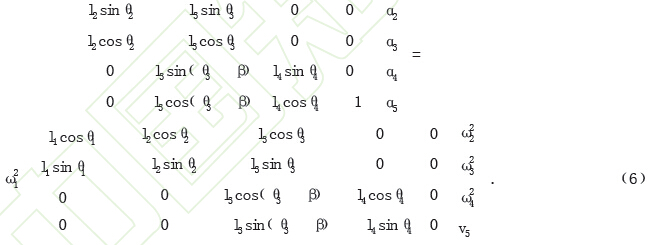
將方程組﹙4﹚寫成矩陣形式:

對式﹙5﹚求導,得到加速度方程組的(de)矩陣表達式(shì):
對插床六杆機(jī)構(gòu)進行仿真分析時,初(chū)始條件必須滿足相容性,設主(zhǔ)動曲柄的初始位置為0 rad,角速度為1 rad /s,其他構件的位(wèi)移和速度初始值可根(gēn)據公式(shì)﹙4﹚和﹙5﹚求(qiú)得,見表1.
表1 仿真的(de)初始條件
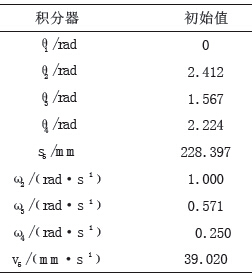
設六杆(gǎn)機構中l1 = 90 m m ,l2 = 120 m m ,l3 = 140 m m ,l4 = 200 m m ,l0 = 60 m m ,主動(dòng)曲柄的初始位置θ1= 0 rad,角(jiǎo)速度ω1 = 1 rad /s﹙6.28 s 為1 個周(zhōu)期﹚,仿真時間為10 s.求解加速度方程需要編寫(xiě)M atlab 函數m yfun _ sixbar,該(gāi)函數的(de)輸入(rù)參數為各個構件(jiàn)的(de)位(wèi)移和(hé)速度,輸出參數為各個構件的加速度.利用Sim ulink 積分模塊,通過加速度計算速度和位移,過程如圖2 所示.
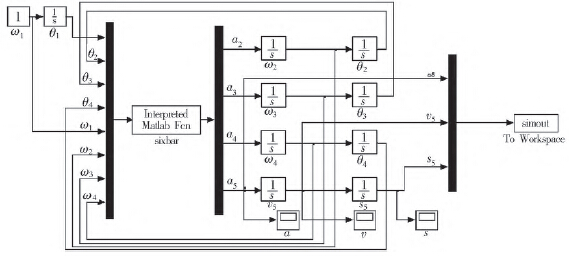
圖2 積分模塊法表(biǎo)示的插床六杆機構的仿真模型
F ig.2 Sim ulation m odel of slotting m achine six bar linkage used integral m odule m ethod為了觀察插刀的位(wèi)移、速(sù)度和加速度運動(dòng)規律,在模型的相關位置分別安裝示(shì)波器,以實(shí)現計算結果的可視化,見圖(tú)3 至圖5.
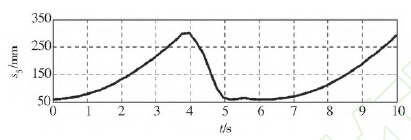
圖3 插床六杆機構中(zhōng)插刀的位移曲線
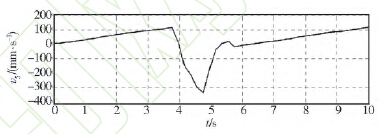
圖4 插床六杆機構中插刀的速度曲線
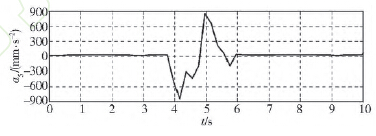
圖5 插床六杆機構中插刀的加速(sù)度曲線
從圖3 可知,插刀(dāo)一個周期的用時約6.2 s,行程(chéng)約260 m m ,工作行程用時約3.9 s,而返回行程用時僅約2.3 s,這說明插床六杆機構具有急回(huí)運動.從圖4 和圖5 可知,插刀的工作行程近似符合等(děng)加速度運動規律,而在返回行程的初始階(jiē)段,速度顯著增大,隨後(hòu)又急劇變小,致使加速度(dù)有(yǒu)較大的峰值,說明此時構件受到了較大的慣性衝擊力,為類似的機構優化設計提供了改進的方向.
3、 計及摩擦力時的機構靜力分析
插刀5 上作用(yòng)有工作(zuò)阻力F ,假設最大工作阻力F = 1 000 N ,摩擦係數為f = 0.1 ,則摩擦角Φ=arctan f.各鉸鏈的銷(xiāo)釘半徑r = 10 m m ,當量摩擦係數為fv 時,摩擦圓半(bàn)徑(jìng)ρ= fvr .F ij表示第j個構件受到第i個構件的摩(mó)擦總反(fǎn)力,方向與摩擦圓相切,指向與(yǔ)相對角速度(dù)的轉向相反,如圖6 所示.
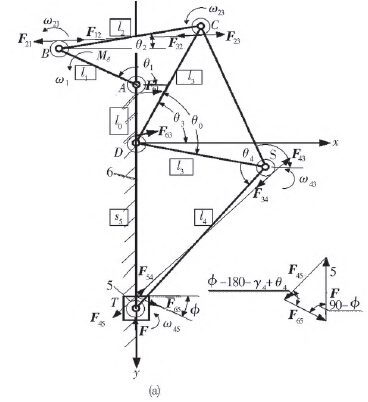
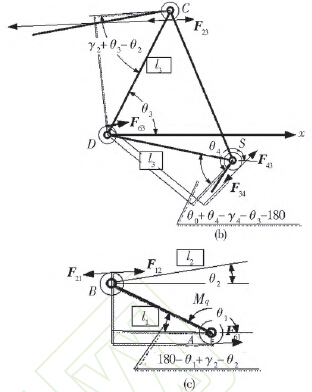
圖6 考慮摩擦時機構的受力(lì)分析
插刀5 受到(dào)了三力作用,如圖6 ﹙a﹚所示,三力匯交於(yú)一點,F 是已知的工作阻力(lì),由力(lì)的三角形可得
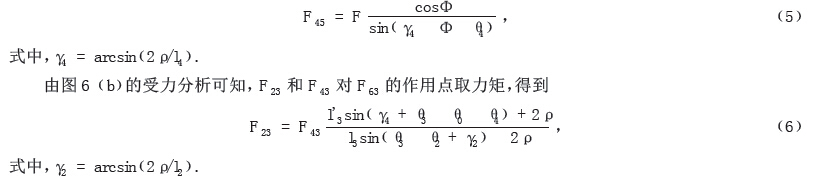


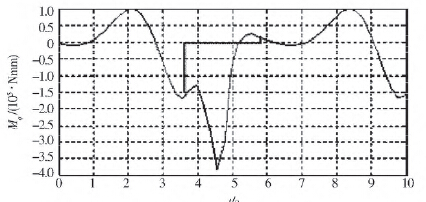
圖7 主動件(jiàn)上等效阻力矩隨時間變化的曲線
4、結語
本研究用M atlab /Sim ulink 中的積分模塊(kuài)實現了插床六杆機構中插刀的位移、速度與加速度運動規律的(de)可視化.提出了計及摩擦力的機構靜(jìng)力學分析,借助摩(mó)擦圓和相對角速(sù)度的轉向得到了各構件運動副上(shàng)摩擦總反力的(de)方向,通過靜力平衡方程求得摩擦總反力的大(dà)小,並獲得了主動件上所能克服(fú)的等(děng)效阻力矩隨時間變化的規律.
如果您有機床行業(yè)、企業相關新聞稿件發表,或進行資訊合作,歡迎聯係本網(wǎng)編輯(jí)部, 郵箱:skjcsc@vip.sina.com

查(chá)")
- 2024年11月 金屬切削機床產量數據
- 2024年11月 分地區金屬切削機床產量數據
- 2024年11月 軸承出口情況
- 2024年11月 基本型乘用車(轎車(chē))產量數據
- 2024年11月 新能源汽車產量數據
- 2024年11月(yuè) 新(xīn)能源汽車銷量情況
- 2024年10月 新能源汽車產量數據
- 2024年10月 軸承出(chū)口情況
- 2024年10月 分地區(qū)金屬切削機床產(chǎn)量(liàng)數據
- 2024年10月 金屬切削機床產量(liàng)數據
- 2024年(nián)9月(yuè) 新能源汽車銷量情況
- 2024年8月 新能源汽車產量數據
- 2028年8月 基本型乘用車(轎車)產量數據(jù)
- 機械加工過程圖示
- 判斷一(yī)台(tái)加工中心精度的幾種辦法
- 中走絲線切割機床的發展趨勢
- 國(guó)產數控係統和數(shù)控機床何(hé)去何從?
- 中國(guó)的(de)技術工人都去哪裏(lǐ)了?
- 機械(xiè)老板做(zuò)了十多年,為何還是小作坊?
- 機械行業最新自殺性營銷,害人(rén)害己!不(bú)倒閉才
- 製造業大逃亡
- 智(zhì)能時代,少(shǎo)談點智造,多談(tán)點製造
- 現實麵(miàn)前,國人沉默。製造業的騰飛(fēi),要從機床
- 一文搞懂數控車(chē)床加工刀具補償功能
- 車床鑽孔(kǒng)攻螺紋加工方法及工裝設計
- 傳統鑽削與螺旋銑孔加工工藝的區別