


摘(zhāi)要:本文基(jī)於B6065 刨床推動架的(de)基礎上,研究(jiū)分析推動架在加工中(zhōng)的定位、夾(jiá)緊以及工藝路線的安排(pái)等方麵的相關問題,並在此基礎上設計出合(hé)適的夾具,保證零件的加工質量。並通過(guò)ANSYS 軟件對推動(dòng)架夾具(jù)的關鍵結構件進行模擬仿真,對夾(jiá)具結構的合理性提供了理論支撐。
1、緒(xù)論
機械製造業是國民經濟的支柱產業(yè),現代製造業正在改變著人們的生產方式、生活方式、經營管理(lǐ)模式乃至社會的組(zǔ)織結構和文(wén)化。生產的發展和產品更新(xīn)換代(dài)速度的加快,對生產效率(lǜ)和製造(zào)質量提出了越來(lái)越高的要求,也就對機(jī)械加工工藝等提出了要求。
在實際生產中(zhōng),由於零件的生產類型、形狀、尺寸和技術要求等條件不同,針(zhēn)對某一零件,往往不是單獨在一種機床上(shàng)用某一種加工方法就能完成的,而是需要經過一定的工藝過程。因此,我們(men)不(bú)僅要根據零件具體要求,選擇合適的加工方法,還要合理地安排加工順序,一步一步地把零件(jiàn)加工出來。
本文是(shì)有關推動架工(gōng)藝(yì)步驟的說明和機床夾具設計方(fāng)法的具體闡述。工藝設計是在學習機械製造技術工藝學及機床夾具設計後,在生產實(shí)習的基礎上,綜合(hé)運(yùn)用所學相關知識對零件進行加工工藝規(guī)程(chéng)的設計和機床夾具的設計,根據零件加工要求製定出可行的工藝路線和合理的夾具方案,以確保(bǎo)零件的加工質量。
據資(zī)料所示,推動架是牛頭刨床進給機構中的小零件,其主(zhǔ)要作(zuò)用是把從電動機傳來的旋(xuán)轉運動通過偏心輪杠杆使推動架繞其軸心線擺動,同時撥(bō)動棘輪,帶動絲杠轉動,實現工作台的自動進給。在設計推動架機械加工工藝(yì)過程時要通過查表法準確的確定各表麵的總餘量及餘量公差,合理選擇機床加工設備以(yǐ)及相(xiàng)應的加工刀具,進給量,切削速度、功率,扭矩等用來提高加工精度(dù),保證其加工質量
2、零件的分析
據資料所示,可知該零件是(shì)\ 牛頭(tóu)刨床推動架,是牛頭刨床進給機(jī)構的中小零件,φ32mm 孔用來安裝工(gōng)作台(tái)進給絲(sī)杠軸,靠近(jìn)φ32mm 孔左端處一棘輪,在棘輪上方即φ16mm 孔裝一棘爪,φ16mm 孔通過銷與杠連接杆(gǎn),把從電動機傳來的旋轉(zhuǎn)運動(dòng)通過偏心輪杠杆使(shǐ)推動架繞φ32mm 軸心線擺動,同時撥動棘輪,帶動絲杠(gàng)轉動(dòng),實(shí)現工作(zuò)台的自動進給。
3、機床夾具設計任務
根據(jù)新的(de)工藝規程設計,設(shè)計出在(zài)臥式鏜床上鏜牛(niú)頭刨床推動架零件(jiàn)圖上的(de)各孔的鏜床夾具。其中從零件圖上有多個直徑各(gè)不相同的孔,可以通過先鑽再由鉸(jiǎo)、擴(kuò)鏜等工藝來完成。在此,為達到其精度要求,我選用鏜床(chuáng)加工。這此孔都有(yǒu)一個共(gòng)同的軸線,因此采用鏜床(chuáng)加(jiā)工時,隻需要一次裝夾就能完成,所以,隻(zhī)要鏜模的精度足夠(gòu)高則(zé)孔的精度(dù)要求是完全可以保證的。同(tóng)時在本工序為單一的孔加工,夾具可采用(yòng)固定(dìng)式。
4、夾具(jù)設計過程
(1)夾緊機構的設計
夾具的夾緊機構,用兩個相對的V 形塊狀(zhuàng)的作用裝(zhuāng)置當作定位元件,由長V 形塊的性質(zhì)知,每個V 形塊可限製四個自由度,即圖中的X、Z、! X 、! Z ,兩個(gè)V 形塊所起的作用是一樣的,這(zhè)樣看似形成了過(guò)定位,其(qí)實是(shì)由(yóu)於我(wǒ)所設計的這種作用裝置單獨一個的定位能力不是很強,而且兩個V 形塊的運動是一致的,受力情況也一樣,故采用重複定位的方式以使定位更加準確可靠。作用裝置端麵上與之相適配的V 形硬(yìng)質磨擦墊片又限製了1 個自由度,這(zhè)兩(liǎng)者組合起來一共可限(xiàn)製五個自由度,還有(yǒu)一個得不到限製。為了能順利進行加工,就隻有靠(kào)夾緊力的作用(yòng)。
該(gāi)夾具的一大(dà)特點是,其夾緊裝置與定位(wèi)裝置(zhì)所用元件是相同的,這樣,不可避免會對(duì)定位和夾緊這兩方麵(miàn)的精度產生負麵影響,但同時這也可以使裝夾變得更為簡便,而且隻要夾具的同軸度等條件滿足要求,那麽所裝上去的零件也(yě)就相應的滿足要求。同(tóng)時將該V 形裝置(zhì)的夾緊原理簡單的陳述一下,如圖3 所示,當螺旋杆在手柄的作(zuò)用下向圖示的B 的方向運動時,V 形(xíng)作用裝置和連杆所構成的整體在連杆體的推力的作用下也有向B 方向運動的趨勢,但(dàn)由於保持架的作用,V 形作用裝置(zhì)隻能左右移動,即是說,原(yuán)來的連杆體的推力,在遇到連杆時,將分解為兩個沿對稱連(lián)杆的力,而在連(lián)杆與V 形作用裝置相接處(chù),外一個作用力,整體上沒有水平方向的位移,從而在一定的程度上保證定(dìng)位的準確性和夾緊運動的可靠性。連杆體向A 所示(shì)方向移動,與夾緊過程相(xiàng)反,機構完成放鬆工件的過程。
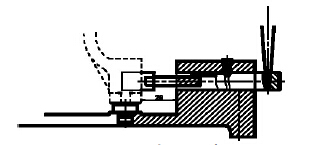
圖:夾具的原理示(shì)意(yì)圖
(3)確定導向裝置
為了保證在連杆體推進和彈退的過程,整個機構的定位中心不發(fā)生改變,本設計的推進塊特采用長方體塊,如圖 所示,其運動(dòng)結構運動平穩而準確,從而避免了其在推進的過程中的轉動的可能性。
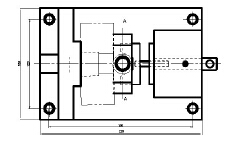
圖: 夾具導向示意圖
5、ANSYS 仿真
為了對新型(xíng)推動架夾具的可(kě)靠性進一(yī)步研(yán)究,基於(yú)ANSYS軟件對推動架夾(jiá)具的核心結(jié)構件支撐架進行受力分(fèn)析。通過SolidWorks 軟件銑刀建模後(hòu)以Parasolid(*.x_t)格式(shì)輸出,導入(rù)ANSYS 軟件中,如(rú)圖 所示;同(tóng)時由於高速鋼銑刀結構的的(de)複雜性,因(yīn)此采取映射網格(gé)劃分,網格劃分密度較小,且越靠近表麵網格越密,如圖 所示。
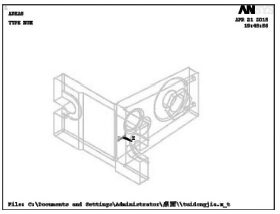
圖:支撐架建(jiàn)模示(shì)意圖
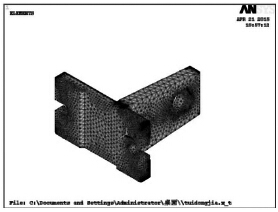
圖 :支撐架網格劃分
最終仿真結果如圖7 所示,從圖(tú)中可以看出,支撐架應力分布較為均勻,無明顯應力集中現(xiàn)象,底板與肋板之間為應力最高,應力最高為922.15MPa,為合理載荷範圍內(nèi)。通(tōng)過ANSYS軟件仿真,進(jìn)一步證實了(le)新型推動架夾具的合理性(xìng)。
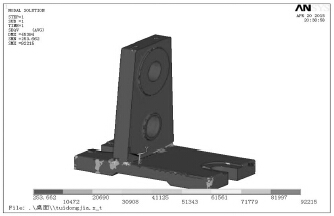
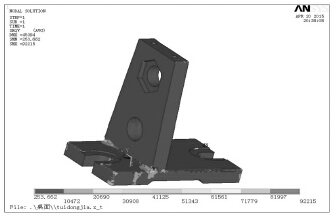
圖:推動架夾具中支撐座的(de)應力分(fèn)布圖(tú)
6、結論
根據推動架工藝規程及夾具設計要求,在本設計中製定的工(gōng)藝規程是比較合理的,它保(bǎo)證了零件的加工質量(liàng),可靠地達到了圖紙所提(tí)出的技術(shù)條件,並盡量提高生產率和降低消耗同時還盡量降低工人的(de)勞動強度,使其有良好(hǎo)的(de)工作條件。同(tóng)時依據夾具設計原理(lǐ)和相關資料可(kě)以(yǐ)了解到該設計中的夾具設計也是合理可行的,該夾具確保(bǎo)了工件的(de)加工質量,不僅工藝(yì)性好,結構簡單而且使用性好,同時通(tōng)過ANSYS 軟件對推動架(jià)夾具的核心結構件支撐架進行受(shòu)力分析,進一步證實了推(tuī)動架夾具結構的合理性。
如果您有機床行業、企業相關新聞稿件發表(biǎo),或(huò)進行資訊(xùn)合作,歡迎聯係本網編輯部, 郵箱:skjcsc@vip.sina.com
州金馬")
牌調查")
- 2024年(nián)11月 金屬切削機床產量數據
- 2024年11月 分(fèn)地區金屬切(qiē)削機床產量數據
- 2024年11月 軸承出口情況
- 2024年11月 基本型乘用車(轎(jiào)車)產量數據
- 2024年(nián)11月 新能源汽車產(chǎn)量數據
- 2024年11月(yuè) 新(xīn)能源汽車銷量情況
- 2024年10月 新能(néng)源(yuán)汽車產量數據
- 2024年10月 軸承出口情況
- 2024年10月 分地區金屬切削機床產(chǎn)量數(shù)據
- 2024年10月 金屬切削機(jī)床產量數據
- 2024年9月 新能源汽(qì)車銷量情況
- 2024年8月 新能源汽車產量數據
- 2028年8月 基本型乘用車(chē)(轎車)產量(liàng)數據
- 機械加工過(guò)程圖示(shì)
- 判斷(duàn)一台加工中心精(jīng)度的幾種辦法
- 中(zhōng)走絲線切割機床的發展趨勢
- 國(guó)產數控(kòng)係統和數控機(jī)床何去何從?
- 中國的(de)技術工人都去哪裏(lǐ)了?
- 機械老板做了十多年(nián),為何還是小作坊?
- 機械行業最新自殺性營銷,害人(rén)害己!不倒閉才
- 製造業大逃亡
- 智能時代,少談點(diǎn)智造,多談點製造(zào)
- 現實麵前,國人沉默。製造業的騰飛,要(yào)從機床
- 一(yī)文搞懂(dǒng)數控車床(chuáng)加工刀具補償功能
- 車床鑽孔攻螺紋加(jiā)工方法及工裝設計
- 傳統鑽削與螺旋銑孔加工工(gōng)藝的區別