


摘 要設計一套(tào)用於深孔內圓磨床的(de)中心架結構,利用(yòng)Solidworks建(jiàn)立了三維模型裝配體,並運用有限元分析軟件(jiàn)對其結構進行了靜力學和模態分析。分析(xī)結果表(biǎo)明,根據經驗設計的閉式中心架的結構(gòu)靜態和動態性能較好,隻是變形量超差。通過采取改變和增加(jiā)筋板以及將翻砂孔的形狀由方形改(gǎi)為圓形等措施,使中心架最大應力降低了62.8%,變形量減小了53.0%,固有(yǒu)頻率有了(le)小幅(fú)度地(dì)提高,中(zhōng)心架的(de)綜合性能得到了提高,實現了優化設計(jì)的目的(de)。
閉式中心架是深孔內圓磨床的一(yī)個重要部件,當卡盤夾持較(jiào)長工件磨削時,另一端就需要用中心架托持,可以起到支承和定心的作用,從而保(bǎo)證磨削精度。閉式中心架的結構形(xíng)式決定了本身的各種特(tè)性,包括(kuò)靜剛度和振動特性。若中心架(jià)結構設(shè)計不合理,就(jiù)會導致其剛度不足和容易產生共振。中心架在工件重力的(de)作用下就會(huì)產生較大的變形和受外界(jiè)激勵(lì)產生的(de)振動,不能很好的起到支承和定心作用,降低(dī)了零件的加工精度。因此,對(duì)深孔內圓磨(mó)床中心(xīn)架的優化(huà)研究就顯得尤為重要。隨著(zhe)CAE技術廣泛地運(yùn)用到機械設計中,產品的設(shè)計周期大大縮短,效率大幅度提高。通過有限元軟件可以對設計的產品結構進行(háng)分析(xī)、優化,及時發現問題進行(háng)改進。運用有限元分析軟件對設計的(de)閉式(shì)中心架裝配體進行(háng)靜(jìng)力學和模態分析,優化結構,提高剛性,達到了最優的設計目的。
1 、結構設計(jì)
按照經驗和傳統的方(fāng)法,設計了一套完整(zhěng)的閉式中心架結(jié)構,如圖1、圖(tú)2 所示。中心架主要由上體殼、下體殼、端蓋、導向銷、螺母、絲杆、支撐塊、T 型槽螺栓、齒輪軸及壓板等組成。其特點是上體殼與下體殼通過右端的銷軸(zhóu)連接在一起,可以繞銷軸開閉(bì)。當上體殼與下(xià)體殼閉合(hé)時,用螺釘(dìng)、螺帽、手柄將其鎖死。在上體殼的頂部中間位置(zhì)和下
體殼的左右兩側設有(yǒu)3 個由六角螺釘、端蓋、螺母、導向(xiàng)銷及支承塊組成的支承機(jī)構,可以通過旋轉絲(sī)杆,使套筒和(hé)支承塊伸出或者縮(suō)回,從而實現了支承和定心不同規格工件的功能 。
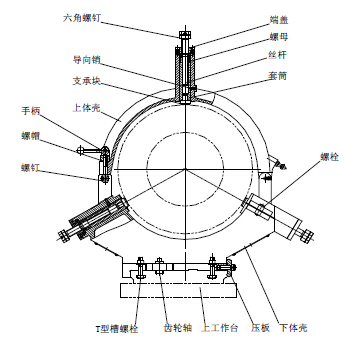
圖1 中心架結構(gòu)視圖
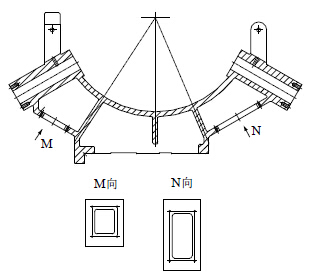
圖2 下體殼剖(pōu)視圖
2 、閉式中心架的靜力學分析(xī)
2.1 靜力學分析理論與模型(xíng)的(de)建立
所謂靜力學分析就是結構在給定靜(jìng)力載荷作用下的響應。因此主要關注結構的變形量、約束反力、應(yīng)力以及應變等,而不考慮隨時間變化的載荷、慣性和阻尼的影響 。其靜力學方程為

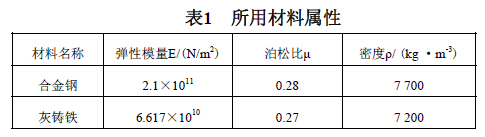
根據設計的中心架圖紙,按照實際尺寸在Solidworks中建立各個零件的(de)三(sān)維模型並進行(háng)裝(zhuāng)配,忽略小孔、凸台、螺栓等細節的影響(xiǎng)。上體殼和下體(tǐ)殼的材料為灰鑄鐵,其它均為合金(jīn)鋼,相關參數見表1。
2.2 網格劃分和接觸的設置
網格的疏密程度直接影(yǐng)響著求解的精度和難度。單元越小,離散誤差越(yuè)低(dī),但網格(gé)劃分和求解時間會越長。一般情(qíng)況(kuàng)下,可以將裝(zhuāng)配體中受力和接觸的(de)關鍵部位的網格細化,這樣既能保證求解精度,又不會因為(wéi)整個部件(jiàn)網格(gé)太密而導致計算費時。
選擇基於曲率的網格、最大單(dān)元為58.52 mm,最小單元為11.7 mm,雅可比點位4點進行網格劃分,如圖3所示。

圖3 閉式中心架的有限元模型
由於是裝配體,零件與(yǔ)零件之(zhī)間要進行接(jiē)觸設置,防止有限元分析中相互穿透,這樣才能將施加的力傳遞給各個零件進行受力分析。接觸主要有綁定、不(bú)分離、光滑無摩擦、粗糙和(hé)摩(mó)擦五種(zhǒng)類型(xíng)。前兩種是線性接(jiē)觸,計算時僅需要迭代一次;其餘三種是非線性接(jiē)觸,計算時需要多次迭代。因此將上體殼和下體殼之間的接觸設置成摩擦(cā),用銷釘將兩者固定連接;下體殼前端設置兩個螺栓連接,其他零件都(dōu)設置成綁定(dìng)。
2.3 邊界條(tiáo)件的定義和載荷的加載
中心架通(tōng)過壓板(bǎn)固定在上工(gōng)作台台麵上,從而限製了(le)X、Y、Z的自由(yóu)度。通過3個圓周方向均布的支承塊支承和定心工件,上體殼的支承塊主要起夾緊和固定作用,工(gōng)件的重力主要(yào)作(zuò)用在下體殼兩(liǎng)個夾角在120°的支承塊上,最大工件重力為G=1 t,由於工件一端用卡盤(pán)固定支承,因此(cǐ)作用在中心架上的力為(wéi)1/2G,受力分析如圖4所示,可(kě)得

圖4 閉式中心(xīn)架的受力分析圖
2.4 應力和變形結果(guǒ)
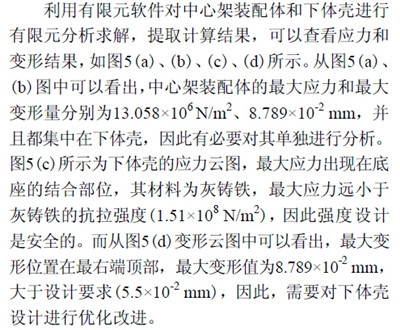
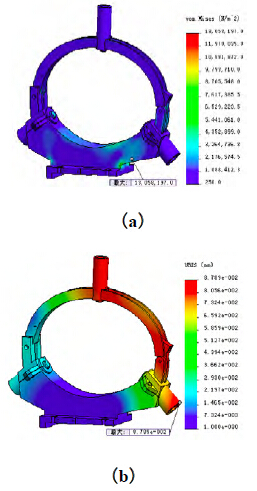
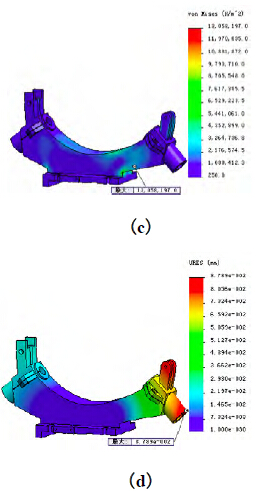
圖5 中心架裝配體(tǐ)和下體殼的應力和變形雲圖
3 、中心架的模態分(fèn)析(xī)
模(mó)態分析是利用(yòng)有限元分析的方法將(jiāng)多自由度係(xì)統的自由振動分解為n個單自由簡(jiǎn)諧振動的疊加,或(huò)者是n個固有(yǒu)頻率振(zhèn)動的線性組合。
當不(bú)考慮外力(lì)和(hé)阻尼(ní)作用時,係統自(zì)由振動方程為

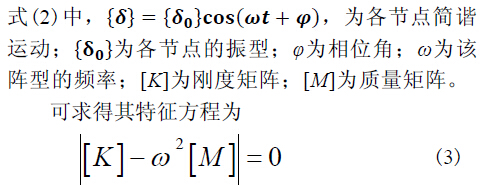
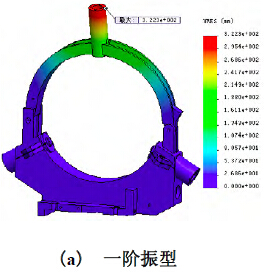
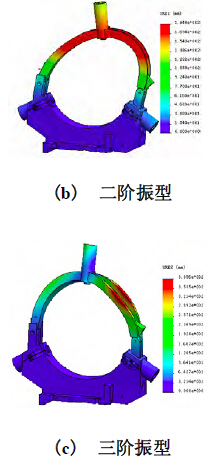
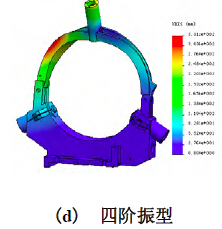
即為中心架的固有頻率。從式(3)中可以看出,是一(yī)種內在屬性,隻與質量和剛度有關,與外界載荷無關(guān)。因此對中心架進行模態分析(xī)時,采用靜力學分析時的模型,隻對中心架底(dǐ)麵進行固定約束,不施(shī)加任(rèn)何載荷。由於低階模態對振動(dòng)係統的影(yǐng)響較大,所以對中心(xīn)架的模態分析並不要求解出全部的頻率和(hé)振型,而是求出幾(jǐ)階就可(kě)以滿足(zú)分析(xī)需(xū)要,在分(fèn)析(xī)軟件中進(jìn)行頻(pín)率分析,可得到前四階固有頻率如表2,振型如(rú)圖6(a)、(b)、(c)、(d)所示。
表2 中心架前四階模態結果
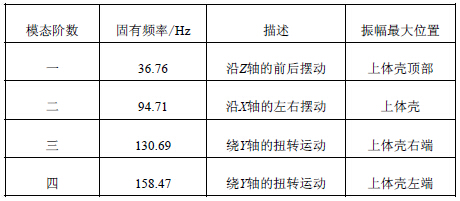
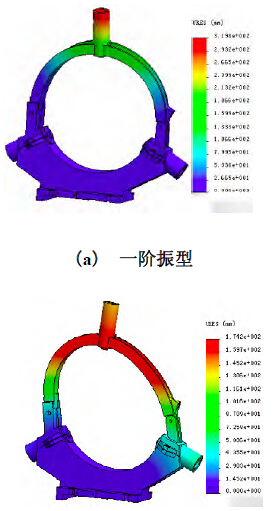
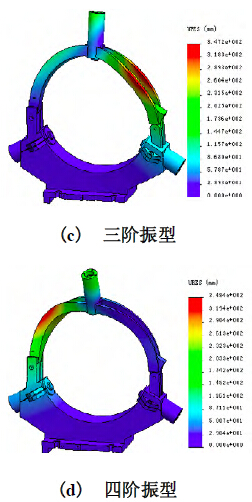
圖6 中心架模態振(zhèn)型
從表(biǎo)2和圖6分析可知:
(1)第(dì)一、二階為擺動(dòng)振型,第三、四階為扭曲振型;
(2)第三、四階振型大致對稱。由(yóu)於模型結構(gòu)和約束比(bǐ)較對稱(chēng),從而形(xíng)成(chéng)了(le)兩個相近的固有頻率,即式(3)中有兩個大小相近的特征值,隻是(shì)振(zhèn)型在空間上相差一(yī)個相位角度。
(3)由於床身上頭架電動(dòng)機(jī)的轉速都為1 200 r/min,即為20 Hz,小於中心架一階固有頻(pín)率(36.76 Hz);內圓磨杆轉速4 500 r/min,即為75 Hz,大(dà)於(yú)一階固有頻率(lǜ)36.76 Hz,但小於二階固有頻率94.71 Hz,因不會發生共振。
從上麵的分析中可以看出,由傳統方法設計的(de)中心架的靜態和(hé)動(dòng)態性能較好,安全係數很高,隻是其靜變形量大於設計要求,需進行結構優化。
4 、結構的改進與優化
由於中心架的靜變形量較大,因此需要對其結構進行優化。從以上的分析可知(zhī),在最大應力(lì)和最大變形量存在的下體殼部位,采取(qǔ)增加筋(jīn)板(bǎn),改變(biàn)結構將翻砂(shā)孔的形狀修改為圓形結構(gòu),如圖(tú)7 所示。由於結構的改變,導致原來的壓板(bǎn)結構和位置不(bú)能使用,在下體殼的右端左右增加了兩個凸台,不僅可以固定壓(yā)板的位置,也可增強(qiáng)其剛性。優化前是一塊壓板,優化後(hòu)為兩塊壓板(bǎn)[3-5]。優(yōu)化後的中心架結構如圖8 所示。
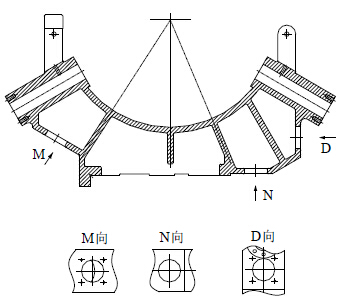
圖7 優(yōu)化後(hòu)下(xià)體殼的結構
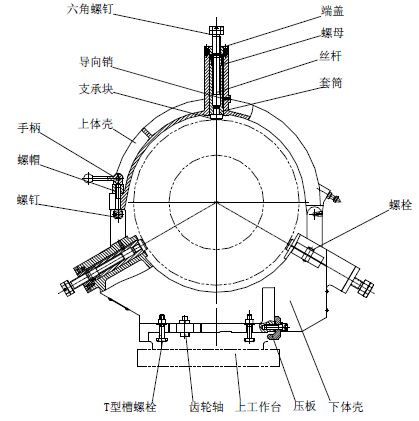
圖8 優化後中(zhōng)心(xīn)架的結構視圖
圖(tú)9 優化(huà)後中心架模態振型
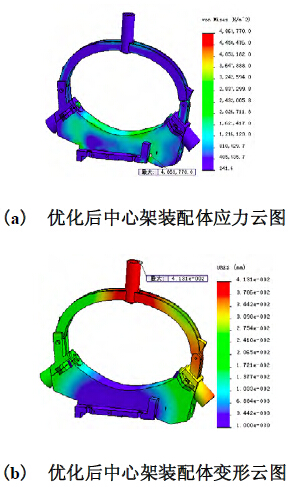
圖(tú)10 優化後中心架應(yīng)力和變形(xíng)圖
5 、結語
根據要求設計了深孔內圓磨床的中心架結構及其整套圖紙。利用Solidworks建立了三維模(mó)型裝配體,並在有限元(yuán)分析軟件中對其(qí)進行了靜力學和模態分析。分(fèn)析結果表明(míng),通過經(jīng)驗(yàn)設計的閉式中心架的靜態和動態性能較好(hǎo),隻是變(biàn)形量(liàng)大於設計要求。通過采取改變和增加筋板以及將翻砂孔的形狀由方(fāng)形改為圓(yuán)形(xíng)等措施,對優化後的結構再進行有限元分析。結果表明,優化後的中心架最大應力降低了62.8%,變形量減小了53%,模態頻(pín)率有了小幅度地提高,中心架的綜合性(xìng)能達到了(le)最佳,達到了(le)優化設計的目的。此中心(xīn)架(jià)已經在磨削中使(shǐ)用,起到了很好的支承和定心作用,計算的變形量結果與現場實際測量的非常接近。
如果您有機(jī)床行業、企業相關新聞稿件發表,或進行資訊合作,歡(huān)迎聯係本網編輯部, 郵箱(xiāng):skjcsc@vip.sina.com


- 2024年(nián)11月 金屬切削機床產量數據
- 2024年11月 分地區金屬切削機床產量數據
- 2024年11月 軸承(chéng)出口情況(kuàng)
- 2024年11月 基本型乘用車(轎車)產量數(shù)據
- 2024年(nián)11月 新能(néng)源汽(qì)車產量(liàng)數據
- 2024年11月 新能源汽車銷量情況
- 2024年10月 新能源汽(qì)車產量數據
- 2024年10月 軸承出(chū)口情況
- 2024年10月 分地區金屬切削機床產量數據
- 2024年10月(yuè) 金屬切削機床產量數據
- 2024年9月 新能源汽車銷量情況(kuàng)
- 2024年8月 新能源汽車(chē)產(chǎn)量數據
- 2028年8月 基本型乘用車(轎車)產量數據