


摘要(yào):Y7520W 萬能(néng)螺紋磨床是陝(shǎn)西江漢機床廠七八十年代生產的用於工(gōng)具車間的各種刀具的螺紋磨削的磨床,該機床頭架采(cǎi)用傳(chuán)統的直(zhí)流調(diào)速係統,係統複雜老化故障率高,維修困難,基本處於閑置狀態,而且現在主流調速技術(shù)大多采用變頻調速和伺服調速。基於本機床的(de)頭架速度控製(zhì)要求,作者采用PLC 和變頻器對Y7520W 萬能螺紋磨床的進行電氣升級改造。以(yǐ)滿足一般工(gōng)具車間的各種刀具的螺紋磨削的需要,給企業節(jiē)約了成本,取得良好的經(jīng)濟效益。
引言
螺紋磨削,與普通外圓磨削類似,工(gōng)作台(tái)沿著床身做滾動和(hé)滑動的導軌(guǐ)做縱(zòng)向進給運動,砂輪架做橫向進給(gěi)運動(dòng),為磨削不同導程角(jiǎo)的工件,砂輪軸能在垂直麵內轉一定(dìng)角度。為消除雙向磨削時的換向間隙,在傳動鏈中設(shè)有間隙消除機構。機床有鏟磨機構和螺距累積誤差校正(zhèng)機構,保證(zhèng)螺紋加工的精(jīng)度,另外,保證螺紋螺距精度,還要靠進給(gěi)電機傳動精度控製,對進(jìn)給調速電機(jī)控(kòng)製要求較高。
1、 總體改造方案
Y7520W 萬能(néng)螺紋磨床電氣控製係統分為交流控(kòng)製盒直流(liú)控製兩大主要部分,其中交流控製係統主要作用是控製機床各部分的運動。主要包括砂輪電機控製,砂輪電機潤滑泵控製,電機放大(dà)機原動機控製,機床潤滑泵電(diàn)機控製及冷卻泵電機控(kòng)製等。其中直(zhí)流控製係統主要包括(kuò)工作台運動,包括工作台的往(wǎng)複運動和工件的旋轉運(yùn)動。針對螺紋磨削對頭架速度控製(zhì)以及砂輪(lún)架速度控製要求較高,而且直流調速(sù)係統複雜,故障率高,維修困難,加工精度難以控製等原因,總體改造方案主要包括三個方麵:第一,對直流調速係統進行改造,用變頻器驅動三相異步電動機取代頭架傳統(tǒng)的直流調速電機,利用模擬量控製實(shí)現無級調速;第二,鑒於螺紋磨削(xuē)砂輪架轉速影響到螺(luó)紋磨削工件粗糙度,因此增加變頻器控製機床上原有的三相異步電(diàn)動(dòng)機,實現多(duō)段速調速(sù)控製,以適應(yīng)不(bú)同螺紋磨削精度加工要(yào)求;第三,針對螺紋磨床電氣控製係統的輸入輸(shū)出信號多,連鎖控製條件繁瑣,傳統接觸器繼電器(qì)控製係統布線複雜,故障率高,維修困難,用PLC 取代原(yuán)先的接觸器繼(jì)電器控製(zhì)係統。
2 、控製係統電氣設計(jì)
2.1 硬件選(xuǎn)型及組成
砂輪架(jià)控製:選(xuǎn)用三菱FR-A700 變頻器,控製功率為4KW 的三相異步電動機。
頭(tóu)架控製:原來為0.45KW,額定轉速為1500 轉/ 分的直(zhí)流電機,根據工藝要求,該(gāi)直流電機(jī)具有較寬的調速範圍,使電動機在(12~1800)轉(zhuǎn)/ 分的範圍內變化,選(xuǎn)用三菱FR-A800 變頻器,控製功率為0.75KW,4 極的三相異步電動機。
係統控製單元:根據(jù)螺紋磨床輸(shū)入輸出點數及係統備用點數,選用三菱FX2N-48MR PLC 作(zuò)為螺紋磨床的控製單元。
2.2 係統控製(zhì)線路設計
2.2.1 主(zhǔ)電路及電(diàn)源電路
螺紋磨床改造後(hòu)的(de)電氣原(yuán)理圖如圖2 所(suǒ)示,去掉了改造前直流部分動力源電機放大機原(yuán)動機,砂輪電機以及工件電(diàn)動機分別采用變頻控製,實現無級調速,其中工件電動機正反轉、快速磨、鏟磨有PLC 輸出信號控製;工件電動機粗(cū)磨精(jīng)磨通過電位器模擬0-5V 電壓控製。砂(shā)輪電機啟動、調速有PLC 輸出信號控製,可實現(xiàn)多段(duàn)速調速,以滿足不同精度螺紋磨削的要求。此外,機床照明燈還是采用AC24V 安全電壓旋轉開關控製,其(qí)他電機、電磁閥、指(zhǐ)示燈由PLC 直接控製。
2.2.2 PLC 控製係統電(diàn)路(如表1、表2、圖(tú)1、圖2)
表1 輸入分配
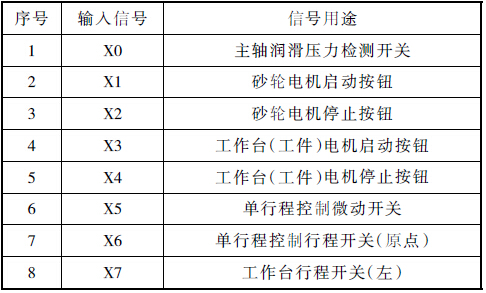
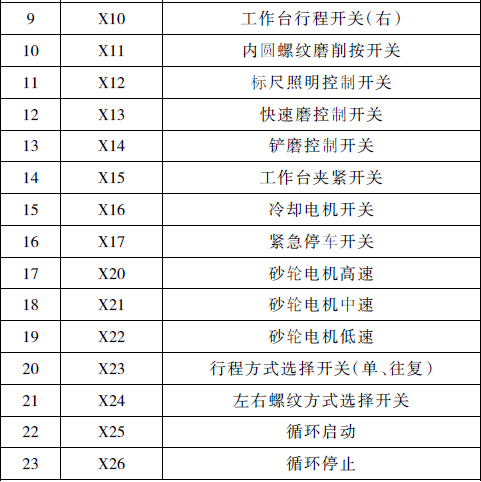
表2 輸出(chū)分配
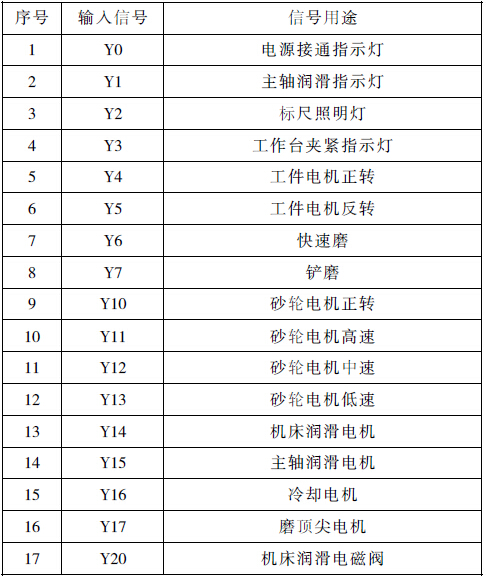
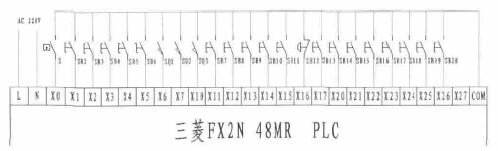
圖1 控製係統PLC 輸入(rù)信號連(lián)接圖
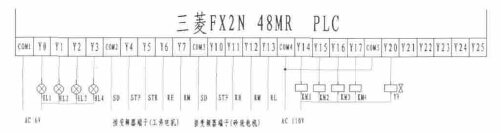
圖2 控製係統PLC 輸出信號(hào)連接圖
2.2.3 變頻器控(kòng)製係統電路
(1)砂輪電機變頻電路。如圖4 所示,為了滿(mǎn)足不同螺(luó)紋磨(mó)削要求,砂輪電機采用(yòng)多段速調速,通過PLC 連接變頻器的多段速端子RH、RM、RL,分別(bié)設置高速、中速、低速,對應部分參數設置如(rú)下:
P79=3,為外部/PU 組合運行模式(shì)1。
P1=90,為上限頻率。
P2=5,為下(xià)限頻(pín)率。
P4=80,為高速。
P5=55,為中速。
P6=30,為低速。

圖3 工件電動機變頻控製原理圖
(2)工作台運(yùn)動變頻電路。在螺紋磨(mó)削過程中,對於工作台及工件電機的控製尤其重要,可以進行鏟磨及快速磨的控製,所(suǒ)謂鏟磨及快(kuài)速磨可以理解為慢速(粗磨(mó))與快(kuài)速(精磨),針對磨削工藝,采用變頻多速(sù)端(duān)子RM、RL 再加電位器控製方(fāng)式,控製(zhì)精度進一步提高。其對應部分參數設置如下:
P79=3,為外部/PU 組合運行模式1。
P1=60,為上(shàng)限頻率。
P2=5,為下限頻率。
P3=45,為快速(sù)磨方式
P4=10,為鏟磨方式
P73=1,為0~10V 模擬電壓(yā)輸入(rù)。
2.2.4 電氣係(xì)統(tǒng)軟件設計(jì)
Y7520W 螺紋磨床改造後采用PLC 控製,控製穩定性(xìng)高,後期維護維修方便。其中部分PLC 程序如圖5、圖6所(suǒ)示。
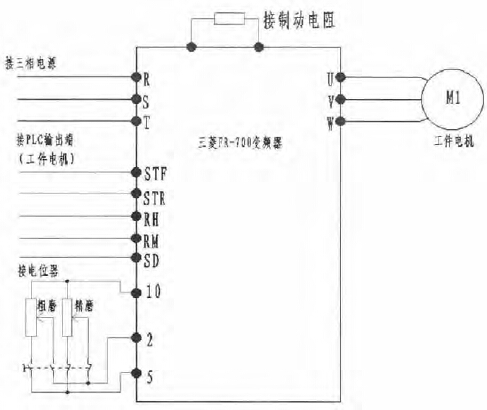
圖4 砂輪電動機(jī)變頻控製原理圖
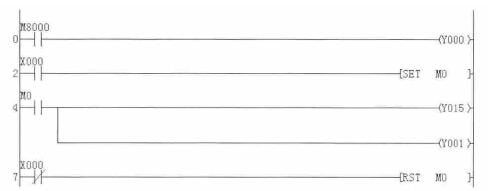
圖5 電源指示及(jí)主軸潤滑程序
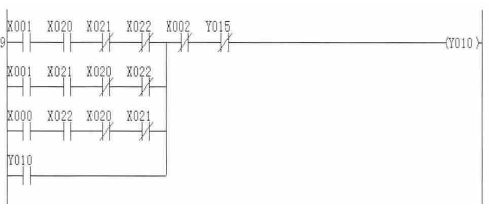
圖6 砂輪電機啟停(tíng)及(jí)調速程序
3、 調試
調試(shì)前確認三相交流電源(yuán)電壓、PLC 輸入電源電壓(yā)、控製變壓器輸(shū)入輸出接線(xiàn)、電動機電源相序及接地(dì)線是否正常。以下簡要說(shuō)明(míng)Y7520 螺紋磨床的調試步(bù)驟:
(1)檢查三相電源、接(jiē)地線(xiàn)等是否良好,然後依次接通QF0-QF10 斷路器,依次測量PLC 輸(shū)入電源電壓(yā)、控製變壓(yā)器輸入輸出電源等電源電壓;
(2)啟動機床(chuáng)照明、標尺照明及冷卻電機等,觀察工(gōng)作是否正常;
(3)啟動主軸潤滑電機及砂輪電機,觀察油壓壓力大小及砂輪電機運行、轉(zhuǎn)向及(jí)振動情況;
(4)將轉換開(kāi)關擰到“單向行程”位置,操縱砂輪架手柄進退,觀察工件旋轉情況、變頻調速情況及工作台是否按(àn)照選擇好的速度向右(yòu)運動以及按照最高速度向左返回;
(5)將轉換開關(guān)擰到“往複行程”位置,按下循環啟動按鈕,觀察工(gōng)件旋轉情況、變頻調速情況以及是否能夠實現自動往複及停止自動往複。並注意觀察在工作台(tái)每次返程中,機床潤滑電機(jī)工作是否正常;
(6)將工作台的操作手柄向外拉至快速位置,按下“快速磨控製按鈕”觀察快速磨削情況,同樣的方法在觀察(chá)鏟磨磨(mó)削情況;
(7)選(xuǎn)擇在“單向行程”方式及“往複行程”方式磨削過程中(zhōng),按下(xià)急停按鈕,觀察是否切斷整個機床控製電(diàn)路的電源。
4 、結束(shù)語
該機床是濟南振榮機械公司是基於江(jiāng)漢機床廠故障(zhàng)機床大修為課題(tí)背景,改造後的Y7520W 螺紋磨床經過了電(diàn)氣調試、機械聯動調(diào)試後,機械、電(diàn)氣各(gè)個部件動作(zuò)正常,沒(méi)有出現太大的機械及電氣故障,在正式機械加工前,在經過小批量零件的試(shì)加工,測量加工精度,微調變頻器參數(shù)及PLC 程序,以保正最好的(de)加工精度及加工質量。
如果您有(yǒu)機床行業、企業相關(guān)新聞稿件發表,或進行資訊合作,歡迎聯係(xì)本網編輯部, 郵(yóu)箱:skjcsc@vip.sina.com
州金馬")
調(diào)查")
- 2024年11月 金屬切削(xuē)機床產量數據
- 2024年11月 分地區金屬(shǔ)切削機床產(chǎn)量數據
- 2024年11月 軸承出口情況
- 2024年11月(yuè) 基本型乘用(yòng)車(轎車)產量數據
- 2024年11月 新能源汽車產量數據(jù)
- 2024年11月(yuè) 新能源(yuán)汽車銷量情況
- 2024年10月 新(xīn)能源汽(qì)車產量數據
- 2024年10月 軸承出口情況
- 2024年10月 分地區金屬切削機床產量數據
- 2024年10月 金屬切削機床產量數據
- 2024年9月 新能源汽(qì)車(chē)銷量情況
- 2024年8月 新能(néng)源(yuán)汽車產量數據(jù)
- 2028年8月 基本型乘用車(轎車)產量數據