


摘要: 一台導軌磨床工作台導軌副磨損嚴重,靜(jìng)壓潤滑係統老化,不能滿足工作要(yào)求。決定進行改進和維修,采用開式靜壓導軌結(jié)構,采(cǎi)用恒流供油靜壓潤滑係統,選用性能優良的多頭(tóu)泵; 對原導軌麵進行刮研處理,提高接觸精度,減小平麵誤差。經過改進和維修,磨床工作台恢複原使用性能。改造過程投(tóu)資少(shǎo),方案(àn)先進,施工方便。
某公司一台老式進口導(dǎo)軌磨床,工作台長9 m,寬1. 8 m。該機床服役多年,工作台導軌麵磨損嚴重,液(yè)壓係統零部件老化,原靜壓係統無法滿(mǎn)足機(jī)床的正常工作要求。決定對機(jī)床工作台導(dǎo)軌副進行(háng)改(gǎi)進和維修,提(tí)高機床的使用性能。
該機床工作台導軌副為開式靜壓導軌,工(gōng)作台導軌(guǐ)麵(miàn)上有12 個(gè)油腔,每個油腔對應一個(gè)單薄(báo)膜反饋節流器,用單獨的節流器調(diào)整流量,控製壓力,將(jiāng)工作(zuò)台托起,形成油(yóu)膜(mó)間隙。原機床工作台導軌副靜壓係統如圖1 所示。
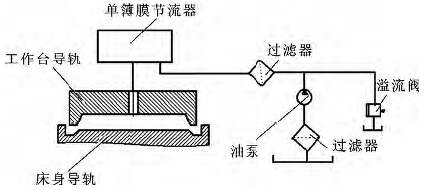
圖1 原磨床工作台導軌副靜壓係統示意圖
1 、改進(jìn)方案
1. 1 采(cǎi)用開式靜壓導(dǎo)軌結(jié)構
原磨床工作台導軌副是開式靜壓導軌結構,是(shì)否保留這種結構,要經過充分的論證和比較(jiào)。
開式靜壓導軌具有較好的承受(shòu)正方向垂直載荷性能,而承受(shòu)偏載引起的顛覆力矩的性能較差,適用於載荷比較均(jun1)勻、偏載引起顛覆力矩影響較小的場合。另外這種結構(gòu)簡單,加工和安裝比較方便(biàn)。而導軌(guǐ)磨床工(gōng)作台負載較小,載荷分布均勻,磨削量小(xiǎo),負載變化小。其橫(héng)向顛覆力矩不(bú)會很大(dà),而工(gōng)作(zuò)台縱向長度較長,可以有效抵消(xiāo)其(qí)在這個方向的顛覆(fù)力矩(jǔ)。因(yīn)此決定保留原導軌副結構,采(cǎi)用開式靜壓導軌副結構。
1. 2 采用恒流供(gòng)油靜壓(yā)潤滑係統
磨床工作台與床(chuáng)身導軌之間采用流體靜壓潤滑係統(tǒng),用油泵將潤(rùn)滑油送入到導軌麵之間的油腔裏,潤滑油將(jiāng)工作台(tái)托起,潤滑油在其間隙裏形成壓力油(yóu)膜,使工作台和床身(shēn)導軌麵(miàn)完全(quán)隔開,實現完全液體潤滑。
該磨床(chuáng)原工作台導軌(guǐ)靜(jìng)壓潤滑係統已老化(huà),需(xū)拆除,決定采用恒流式供油靜壓潤滑係統。
恒流式供油靜壓(yā)潤(rùn)滑係統是潤滑供油係統的油泵將(jiāng)潤滑油供給多頭泵,多(duō)頭泵將潤滑油定量(liàng)送入工作台導軌上的油腔裏,係統中沒有節流器,故是全流量供油,供油壓力與(yǔ)油腔壓(yā)力一致,進入油腔裏的(de)潤滑油(yóu)通過導軌間隙向外流出,回到油箱。油腔裏的(de)油將工作台托起,與床身導軌之間(jiān)形成油膜間隙,當載荷增大,工作(zuò)台下沉,與床身導軌麵間隙變小,油流(liú)出導軌間隙的阻力增大,由於是定量(liàng)供油,油(yóu)腔壓力與油膜厚度(dù)的立(lì)方成(chéng)反比,所以油腔潤(rùn)滑油壓(yā)力(lì)又增大,工作(zuò)台又(yòu)浮起,直至(zhì)與載荷平衡為止。圖2 為恒流供油係統示意圖(tú)。
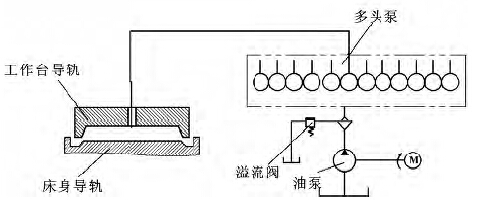
圖2 恒流供油係統示意(yì)圖
恒流供油靜壓係統是在全流量下工作,沒有壓力降,多頭泵供油沒有溢流,故溫升(shēng)小,有利於減小導軌的(de)熱變形; 恒流供(gòng)油(yóu)靜壓係統壓力儲(chǔ)備大,過載保護能(néng)力強,係統中沒有節流器,不存在節(jiē)流器堵塞、使油腔失壓的危險,所以工作可靠穩定。采用多頭泵,實現每個油腔都用(yòng)一個定量泵供油,確保供給油腔的潤滑油量為一定值(zhí)。因此,恒流(liú)供油靜(jìng)壓係統導軌,不僅壓力儲(chǔ)備大,過載保(bǎo)護能力強,剛度(dù)高,工作可靠穩定,而且調整和維護簡單方便,適用於低速(sù)重載(zǎi)的機床。所(suǒ)以該磨床工作台導軌采用恒流式供油靜壓係統。
1. 3 多頭泵的選擇
多供油點的供油方式使用多供油點的油泵叫多頭泵,這種供油方式和油泵已廣泛應用於重型機床的導軌上,使原來所(suǒ)采用的單泵供油方式獲得(dé)新的發展和應用。恒流供油方(fāng)式,通過使用多頭泵來保證每個供油點供應量一致。采用多頭泵供油的靜壓導軌,可(kě)以保證恒定的油膜壓力,隨不同負載可以自(zì)動調節,因此無論零件輕重如何,均可獲得穩定的加工精度。經過計算和分析比較,決定選用多頭泵(bèng)型號為BCD-A12200,12 個供(gòng)油點,單頭流量(liàng)200 mL /min。
2 、導軌和油腔的維修
該磨床工作台導軌和床身導軌均(jun1)存在一定的磨損,於是進(jìn)行維修:
( 1) 對導軌接觸(chù)麵進行刮(guā)研處理,保(bǎo)證接觸均勻,接觸精度(dù)為大於(yú)12 點/25 mm2,刮研深(shēn)度在0. 006 ~ 0. 01 mm 內。
( 2) 保證導軌平麵間隙均勻,控製工作(zuò)台導軌平麵度誤差,要求誤差在0. 01 ~ 0. 02 mm 內,即應(yīng)小於工作台浮起量。
( 3) 修整工作台導軌麵上的油腔,刮研油腔槽,保證油腔槽的深度,強化潤滑油的流動,實現較好的潤(rùn)滑效果。
3 、結束語
通過工(gōng)作台導軌副靜壓潤滑係統的改進,采用恒(héng)流式供油方式,使工作台運行穩定可靠,加工精度得(dé)到改善。對導軌麵和油腔油槽進行維修,恢複(fù)了機床零件的工作性能,使一個服役多年的機床又發揮作(zuò)用(yòng)。該改進項目,方案先進、可行,投資少,效果明顯。
如果(guǒ)您(nín)有(yǒu)機床行業、企業相(xiàng)關新聞稿(gǎo)件發表,或進行資訊合作,歡迎聯係本網編輯部(bù), 郵箱:skjcsc@vip.sina.com


- 2024年11月 金屬切削機(jī)床產量數據(jù)
- 2024年11月 分地區金屬切削(xuē)機床產量數據
- 2024年11月 軸承出口情況
- 2024年11月 基本型(xíng)乘用車(轎車)產量數據
- 2024年11月 新能源汽車產量數據
- 2024年11月 新能源汽車銷(xiāo)量情況
- 2024年10月(yuè) 新能源汽車產量數據
- 2024年10月 軸承出口情況
- 2024年10月 分地(dì)區金屬切削機床產量數據
- 2024年(nián)10月 金屬切削機床產量數據(jù)
- 2024年9月 新能源(yuán)汽車銷量情況
- 2024年8月 新能源汽車產(chǎn)量數據
- 2028年8月 基本型乘用車(轎車)產量數據