


摘要: 以小口徑超精密數控磨床為研究對象,利(lì)用CATIA 建立其各部件的三維幾何模(mó)型. 通過(guò)有限元軟件(jiàn)ANSYS 分別建(jiàn)立工件軸部件、磨輪軸部件及(jí)機(jī)床整體(tǐ)的三維有限元模型,並對工(gōng)件軸部件、磨輪軸部件以及磨床(chuáng)總體進行了(le)模(mó)態分析,根據分析結果識別該類型磨床結構的薄弱環節,為(wéi)小口徑超精密磨床結構的(de)改進設計提供依據.
0 引言
超精密(mì)加工(gōng)技術在高精尖產品的製造(zào)中占(zhàn)有非(fēi)常重要的地位(wèi),其中,非球麵零件的加工是超精密加(jiā)工領域中的(de)一個(gè)關鍵性技術難題。非球麵光學零件能起到減輕重量、縮小結構空問、提高成像質量的(de)目的,因(yīn)此,各國家都在致力於非球麵光學零件超精密加(jiā)工技術的研究 。隨著數控機床向高速、精密及複合化方向的發展(zhǎn),要求機床具有較好的抵抗切削顫振(zhèn)的性能,因此,對機床的動態性能提出了(le)越來(lái)越高的要求。通過機(jī)床的結構優化可以提高機(jī)床的加工精度和穩定性,因此了解機床的薄弱環節,建立機床(chuáng)結構準確的動力學模型(xíng),研究其動態特性具有重要意義 。對於小口徑超(chāo)精密機床來說單(dān)純地分析各個部(bù)件無法全麵正確地描述整(zhěng)機的動態特性,隻有綜合分析整機結構才能揭示出機床的動態特性,從而為改進設計(jì)提出正確的(de)指導意見 。本文利(lì)用有限元法分析法,針對小(xiǎo)口徑超精密數控磨床係統進(jìn)行了研究。通過建立有限(xiàn)元理論模型,並進行模態分析,初步判別了機床的薄弱環節及(jí)共(gòng)振區域,為下一步結構的改進設計及共振的避免提(tí)供了依據。
1、 有限元模型的建立
ANSYS Workbench 軟件的實體建模(mó)功能較弱,先用三維軟件CATIA 將非球麵(miàn)磨床整機(jī)模型建立起來,再通過程序接口將實體模型完整的導入到ANSYSWorkbench 中 。
考慮到一些細小特征對(duì)結構整體的性能影響(xiǎng)很小,根據聖維南原理,在不影響模型精度的基礎上,對機床(chuáng)零部件的局部特征進行了(le)適當的簡化[5]。在考慮機床主要結合麵特征參數對(duì)整機特性影響的基礎上,建立了較準確的整機有限元模型,簡化後的整機CAD模型如圖1 所示。
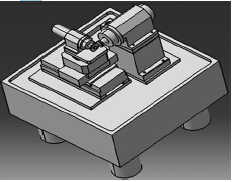
圖(tú)1 原整機CAD 模型
2、 有限元分析
2. 1 設置材料信息及網格劃分
2. 1. 1 電主軸(zhóu)臨界轉速的確定
本設計采用(yòng)的磨(mó)輪軸和工件軸均為廠家設計製造的成熟產品,保證(zhèng)了超精密氣浮磨輪軸和工件軸分別在10000r /min、3000r /min 範圍內,不會產(chǎn)生軸本身的共振問題,為此無需進行(háng)單獨模態分析,但應該考慮(lǜ)放在機床係統中去做必要的模態分析,以利於得到好的動態特性 。
2. 1. 2 定(dìng)義單元(yuán)類型、材料屬性對三維模型劃分有限元網格單元以前,先確定單元類型、實(shí)常數和材料屬性等 。本設計中(zhōng)床身的結構簡單(dān)規則,沒有複雜的曲(qǔ)麵結構。床身(shēn)材料花崗岩(yán):彈性模量E = 1. 28e11Pa、泊鬆比μ = 0. 21、材料密度ρ = 3. 0e3kg /m3。
2. 1. 3 網格的劃分
網格劃(huá)分好壞(huài)對分析結果影響較(jiào)大,網格尺寸(cùn)太小,單元數過多,分析效(xiào)率低; 網格尺寸過大,分析精度低,結果不準確[8]。本文(wén)中(zhōng)機床各部件形(xíng)狀較為規則,結構簡單,有限(xiàn)元網格較(jiào)疏,機床各部件有限元網格劃分結(jié)果如圖2、圖3、圖4 所示(shì)。
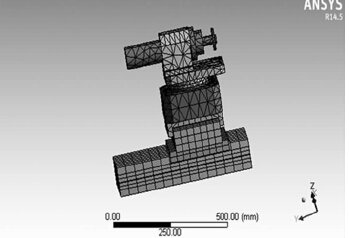
圖(tú)2 磨輪軸部件有限元網格圖
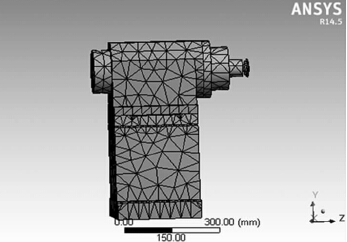
圖3 工件軸部件有限元網格圖
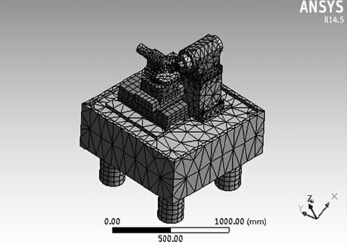
圖4 機床整體有限元網格圖
2. 2 模態分析
模態分析反映的是結(jié)構的固(gù)有特性,與外界載荷以及運動狀態(tài)無關,是進一步振動分析(xī)的基礎。通(tōng)過對結果的分析,可以找出機(jī)床結構的薄弱環節(jiē),為以後機床結構改進提供參考依據 。在係統的各階固有振型中,低階固有振型對係統影響較大 ,故本機床各部件取1 ~ 5 階固有振型進行動態分析。
2. 2. 1 磨輪軸模態分析
磨輪軸部件前5 階固有頻率及振型描述如表1 所述:
表1 磨輪軸部(bù)件(jiàn)模態計算結果

前五階變形雲圖如圖5。
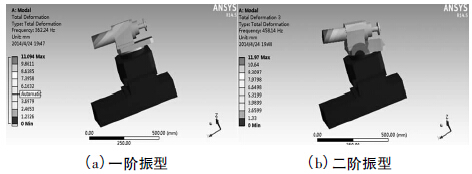
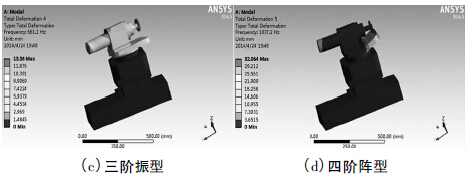
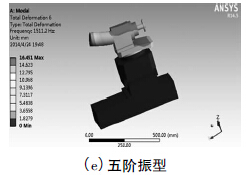
圖5 前五階變(biàn)形雲圖
2. 2. 2 工件軸部件模態分析
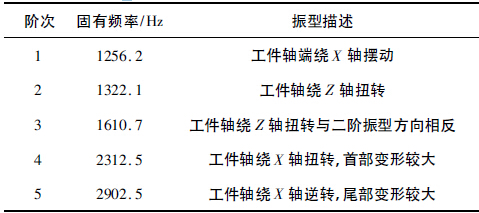
工件軸部件前5 階固有頻(pín)率(lǜ)及振型描述如表2 所(suǒ)述。
表2 工件軸部件模態分析計算結果
前五階變形(xíng)雲圖如圖6。
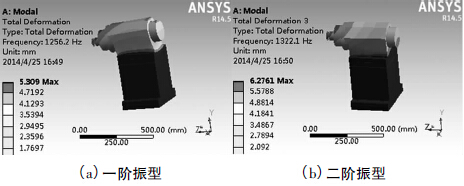
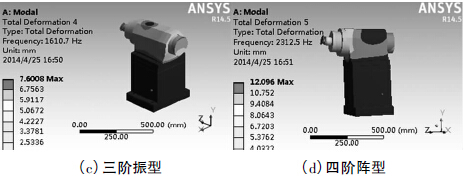
圖6 前五階變形(xíng)雲圖
2. 2. 3 機床整體模態分析
機(jī)床整體前(qián)5 階固有頻率及振型(xíng)描述如表3 所述:
表3 機床整體模態分析計算結果
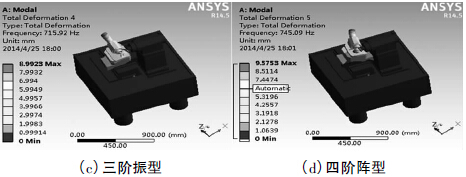
前5 階變(biàn)形雲圖如圖7 所示。
 、
、
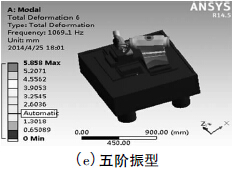
圖(tú)7 前五階變形雲圖
3 、結論
( 1) 本文采用CAD 軟件(jiàn)CAITA 建立了小口徑超精密磨床的CAD 模型,利用CAE 軟件ANSYS 進行了動力(lì)學有限元模型及模態分析。
( 2) 通過(guò)分別分析磨輪軸部件(jiàn)、工件軸(zhóu)部件以及機床整體的前五階變形雲圖,找到了機床各(gè)部件的薄弱環節(jiē),為以後機床結構的改進(jìn)提供了(le)根據。此外,磨輪軸主(zhǔ)軸最高轉速為(wéi)10000r /min,工件軸(zhóu)主軸最高轉速為3000r /min,都遠低於一階模態的臨界轉速,可確定在加工過(guò)程中不會產生共振現象。
( 3) 隨著機床向高速化(huà)方向發展,提高整機的(de)固有(yǒu)頻率,增強機床整體的動力特性是(shì)非常重要的(de)。因此下一步的優化設計尤為迫切。
如果您有機床行業(yè)、企業相關新聞稿(gǎo)件發表,或進行資訊合作,歡迎聯係本網(wǎng)編輯部, 郵箱:skjcsc@vip.sina.com
金馬")
")
- 2024年11月 金屬切削機床產量數(shù)據
- 2024年11月 分地(dì)區金屬切削機床產(chǎn)量數據
- 2024年11月 軸(zhóu)承(chéng)出口情況
- 2024年11月 基(jī)本型乘用車(轎車(chē))產量數據
- 2024年11月 新能源(yuán)汽車產量數據
- 2024年11月 新能源汽車銷量情況
- 2024年10月 新能源汽車產量數據
- 2024年10月 軸承出口情況
- 2024年10月 分地區金屬切削機床產(chǎn)量數據
- 2024年10月 金屬切削機床產(chǎn)量數據
- 2024年(nián)9月(yuè) 新能(néng)源汽車銷量情況
- 2024年8月 新能源汽車產量數據
- 2028年(nián)8月(yuè) 基本型乘用車(轎車)產(chǎn)量數據
- 機械加工過程圖示
- 判斷(duàn)一台加工中心精度的(de)幾種辦法
- 中走絲線切割機床的發展(zhǎn)趨勢
- 國產數控係(xì)統和數控(kòng)機床何去何從?
- 中國的技術工人都去哪裏了?
- 機械老板做了十多年,為何(hé)還是小作坊?
- 機械行業最新自(zì)殺性營銷,害人害己!不倒閉才
- 製造業大逃亡
- 智能(néng)時(shí)代,少談點智造,多談點製造
- 現(xiàn)實麵前,國人沉默。製(zhì)造(zào)業的騰飛,要從機床
- 一文搞懂(dǒng)數控車床(chuáng)加工刀具補償功能
- 車床鑽孔攻螺紋加工(gōng)方法及工裝設計(jì)
- 傳統鑽削(xuē)與螺旋銑孔加工工(gōng)藝(yì)的區別