
Page 115 -
P. 115
刀具應用
CUTTING TOOLS APPLICATION
圖 2 圓盤(pán)式(shì)刀具(jù)庫外(wài)型 表 1 機床參數
֗९ಸਈčோĎḤ ́̽Ḥ
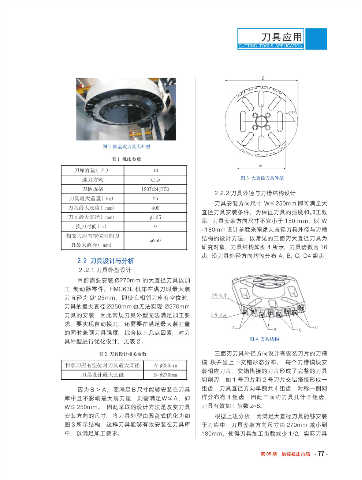
࿊֗ٚൔḤ קׄḤ 圖 3 大直徑刀具外型
֗ѣܿ۬Ḥ͖͇̽̈́̿́͗͂̽͠͡Ḥ
2.2.2 刀具外徑與刀槽結構設計
֗ऎቋնᇗਈčʹĎḤ̿͂Ḥ
刀具(jù)安裝方向尺寸(cùn) W≤250mm 即可滿足大
֗ऎቋնӉ؇čͺͺĎḤ ́̽̽Ḥ
直徑(jìng)刀具安裝(zhuāng)條件。為保證刀具的強度和加工效
֗ऎቋնᆰࣥčͺͺĎḤ ϕ̾̿͂Ḥ
率, 刀具安裝方向尺寸不宜小於 150 mm, 以 W
ߐ֗ൈࡗčĎḤ ͆Ḥ
=180mm設計(jì)參數來(lái)闡述大直徑刀具外(wài)徑與刀槽
ཌྷਣ֗ቖႵॢ໊ൈ֥֗ 結構的設計方法。以常見的三(sān)麵刃大直徑刀具為(wéi)
ϕ̿͂̽Ḥ
ऎቋնᆰࣥčͺͺĎḤ 研究對象,刀具結構如圖 4 所示,刀具齒數為 16
齒, 沿刀具外徑方向均勻分布 A, B, C, D4 組齒。
2.2 刀具設計與分析
2.2.1 刀具外(wài)型設計 目前需要安裝 Ø270mm 的大直徑刀具以加
工 製動器零件。HMC63E 機床在滿刀時最大裝
刀直徑為 Ø125mm,即使在(zài)相鄰刀(dāo)座有(yǒu)空位時,
刀具的最大直徑Ø250mm也無法(fǎ)實現 Ø270mm
刀具(jù)的安裝, 因此(cǐ)常(cháng)規刀具外型無法滿足加(jiā)工要
求。要(yào)實現自動換刀,還需要在滿足(zú)最大(dà)裝刀量
的同(tóng)時(shí)兼顧刀(dāo)具強(qiáng)度,綜合以上幾點因素(sù),對(duì)刀
圖 4 刀具結構
具外型進行優(yōu)化設計,見表2。 表 2 刀具設計相關參數 三麵刃刀具外徑方(fāng)向設計有安裝刀片的刀槽
ϕ
ཌྷਣ֗ቖႵॢ໊ൈ֗ऎቋնᆰࣥḤ ͎͊ ̿͂̽ͺͺḤ 模 塊並呈(chéng)上下交錯形態分布。 每個刀槽模塊(kuài)安
ϕ
֗ऎഡ࠹ቋնᆰࣥḤ ͏͊ ̿̈́̽ͺͺḤ 裝相應刀片,交錯搭接的刀片形成了完整(zhěng)的刀具
切削刃。如 1 號刀片和2號刀片交(jiāo)錯搭接形成一
因為B>A,要滿(mǎn)足B尺寸能夠安裝在刀具(jù) 組齒,刀具直徑方向單側共4組齒,對稱一側同
庫中且不影響最大裝刀量, 則需滿足W≤A, 即 樣分布有4組齒,因此(cǐ)三麵刃刀具共計(jì)8組齒,
W≤ 250mm。 因此采取的設計方法(fǎ)是(shì)改變刀具 刀具有效加工齒數 z=8。
安裝方向(xiàng)的尺寸,將刀具外型由圓盤式優化(huà)為如 根(gēn)據上述分析,為滿足大直徑刀具能夠安裝
圖3所示結構,這樣刀(dāo)具能夠有效(xiào)安裝在(zài)刀具庫 於刀庫中, 刀(dāo)具安裝方向尺寸由 270mm 減小到
中,以滿足加工要求。 180mm,使得刀具加工齒數減少 1/2,實際刀具 第 06 期 數控機床市場 ·77·