


一(yī)款背包塑料扣模具的設計與加工
2021-4-27 來(lái)源: 廣東東莞理工學校 作者: 陳瑞兵
摘要(yào) : 本文根據該背包塑料扣的(de)結(jié)構特點 與(yǔ)生產要求,較為詳細地介紹了塑件的成型工藝 方案 ; 包含塑件的工藝(yì)分析、型腔排(pái)布、分型麵 的選擇、模仁的加工方法及參數分析。同時探討 如何有(yǒu)效降低成本和縮短生產周期。
關鍵詞 : 分析(xī)、分型、鑲塊、參數
1.引言
隨著模具行業的發展,市場競爭(zhēng)日趨激烈。 縮短模具的生產周期並降低生產成本已經成為每 個加工企(qǐ)業的追求目(mù)標。背包塑(sù)料扣由六(liù)個小塑料 件組成,如果把每(měi)件分開製作,就需要六(liù)套模具才 能(néng)完成,既加大了生產成本和生產周期,也(yě)達不到 客戶的要求。故采用(yòng)六件(jiàn)一套(tào)模的方(fāng)式加工。
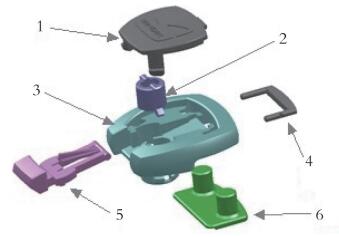
圖 1 產品三(sān)維裝配圖
1. 塑件麵蓋 2. 連接件 3. 基座 4.插(chā)銷 5. 固定插件(jiàn) 6. 固板
2.塑件(jiàn)工(gōng)藝分析
塑件結構及裝配情況如圖 1 所示,材料是 ABS,收(shōu)縮率為(wéi) 5‰ 。因(yīn)六個(gè)塑件(jiàn)有裝配關係, 故外表麵要求光滑平整,不得有扭曲、飛邊、毛刺、 氣泡、缺膠等注射成型缺陷 ; 這樣就增加了以下 設計(jì)及加工難(nán)度。 1) 塑件形狀各異、大小不一,且有許多通 孔,這樣就要(yào)考慮塑件在(zài)模具中如(rú)何合理分布。 固定插件(jiàn)和連接件組合後插入基座內,如圖 2(a) 所示(shì)。
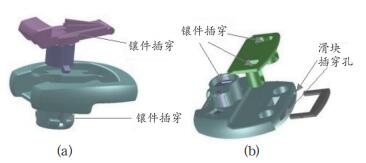
圖 2 組合裝配示意圖
2) 因為固(gù)板和插銷都要從兩個不同方向插 入基座配合,基座兩邊的孔設計方(fāng)式如圖 2(b) 所示,采用前模碰穿(chuān)後模加(jiā)鑲件的機構。由(yóu)於(yú)基 座側麵是固定塑件的兩個插穿孔,必須設計滑(huá)塊 機構 ; 設計製作滑(huá)塊時,要考(kǎo)慮滑塊(kuài)脫離塑件後 塑件對(duì)滑塊(kuài)的包緊力是否過大,會否造成塑件變 形、損傷等情況(kuàng)。因插(chā)穿孔是(shì)扁(biǎn)平型(xíng),並且是出 兩件產品,出於節省材料並降(jiàng)低加工及裝配難度 考慮,把滑塊拆分為兩個部(bù)分(fèn),前麵插入模芯部分以螺絲固定。這樣在加工及裝配過程中,隻要 保證兩部分各自(zì)相配合便能達到要求。
3.塑件排布與分型
3.1 型腔排布
根據產品要求對模具的結構綜合考慮後,選 擇模(mó)仁鋼材為 718,該鋼(gāng)材硬(yìng)度為 HRC57-60, 經過熱處理後氮化(huà)層具有組(zǔ)織(zhī)致密、光滑等特點, 模(mó)具的脫模性(xìng)及抗腐蝕(shí)性能高(gāo),使用壽命可達到 100 萬次以上。 設計尺寸為 260*170mm,采用(yòng) 6 模 2 腔 來排布,如(rú)圖 3 所示。
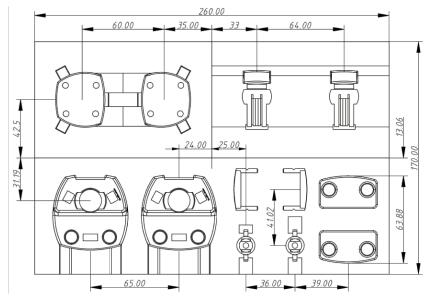
圖 3
模具的型腔數目確定(dìng)後,接(jiē)著便設計型(xíng)腔的(de) 布局。主流道設於前模的中(zhōng)心軸上,至於分(fèn)流道 出於多(duō)方麵考慮應該滿(mǎn)足如下要求 : 盡量保證各 型腔的充模壓力相近,充模時(shí)間大致相同,並且 能均勻補料,這樣才能保證塑件的尺寸及形狀精 度,同(tóng)時也能保證其力學性能。故采用以上排布 方式,既解(jiě)決(jué)了充(chōng)模問題,又(yòu)可優化模具結構。
3.2 塑件分型
根據塑件幾何形狀等特點,開模時盡量使塑 件留在後模,有(yǒu)利於側麵(miàn)分(fèn)型和抽芯。該模具采 用 UG 模具設計軟件進行分型(xíng),首先做好分型麵 然後用抽取幾(jǐ)何(hé)體這(zhè)個功能(néng),選擇區域的方式把 整個前模和後(hòu)模的麵提取出來 ; 接著再跟分型麵 結合成一個整塊的片體,用該片體去切割鑲塊實 體便得到前、後模仁 ; 具(jù)體如圖 4 所示。 根據型腔排布確定模(mó)具的(de)前、後模非常重要, 因為其決(jué)定了型(xíng)腔的朝向、進(jìn)料方式、進料位置、擺放位置等塑料模具的設計要點。選擇前後模可 采(cǎi)取如下原則,產品外(wài)觀要(yào)求很高的(de)一般作(zuò)為前 模,反之則作為後(hòu)模。經分析對六件塑件采用以 上最合理的分型(xíng)方式最便於後期加工。
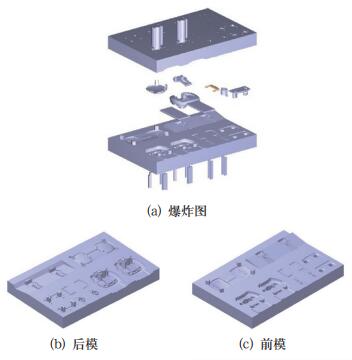
圖 4
4.型(xíng)腔與型芯製作(zuò)
分型完成後型腔與型芯是一個整(zhěng)體,由於固 定插件的分(fèn)型麵有斜麵和角度,如果采用 CNC 直接加工則要設計多個銅公進行清角,這樣(yàng)在材 料的的選用上就加大了成本,同時也加大了工期, 故采(cǎi)用拆分型芯方式。分拆後用線切割進行加工, 為了(le)節省材料、縮短加工時間及維護方便,把前 後模各分拆成三塊,這樣就要解決以下難點。 1) 前後模(mó)的分型麵采用分拆方式加工,加(jiā)工 時要采(cǎi)取合適的加工工(gōng)藝。 2) 多處的分型麵設計采用了(le)前後模碰穿結 構,在前後模(mó)型芯上形成了多(duō)個凸凹(āo)台,加工較 為困難(nán)。3) 加工時(shí)前(qián)後模型芯前部缺口處很難進行(háng) 清角,可采用(yòng)小直徑(jìng)刀具,盡可(kě)能(néng)清(qīng)除加工餘量。 加(jiā)工完(wán)畢(bì)後,可進行人工打磨或設計小銅公進行 清角。4) 模具型腔中間的台階孔碰(pèng)穿位在前後模(mó) 型腔中形成了多個孤島,孤島和前模型腔直角相 交,很難清角加(jiā)工,這裏采用了線(xiàn)切割鑲件加工(gōng)。
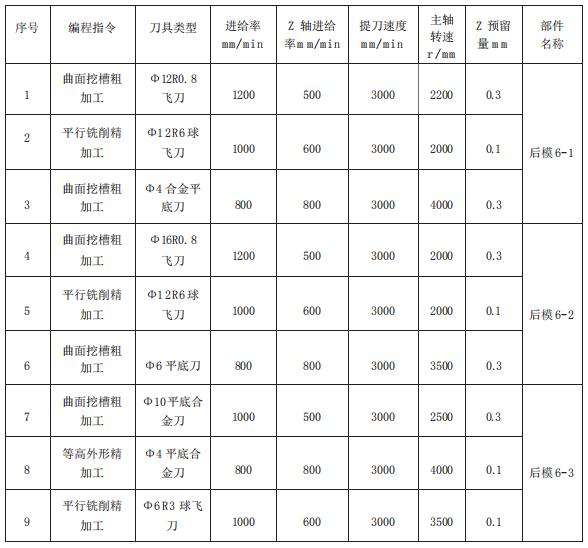
表 1 前模加工(gōng)參數

表 2 線切割加工參數

5) 前模(mó)要設計多個銅公進行清角,為節約 成本,各款銅公隻設計加工了一個銅公(精公), 這樣前模型腔的精加工餘量盡可能小,以減少銅 公的損耗,如圖 5 所示(shì)。
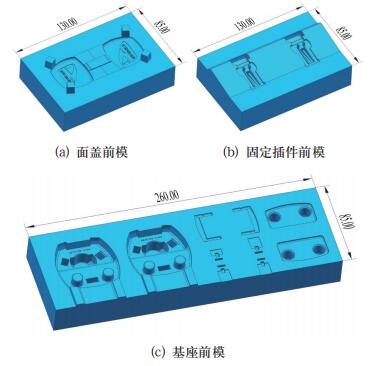
圖 5
4.1 前模型腔加工
首(shǒu)先使用普通銑床和磨床加工兩塊 130*85*40mm 鋼料(liào),分別用於圖 5(a)和圖 5(b), 再 加 工 一 塊 260*85mm 為 圖(tú) 5(c) 使 用。 圖 5(a)為專用塑膠扣的中心麵蓋,上麵 有兩個倒扣,一般需要做斜頂才能完成。這裏采 用更合(hé)理的插入式脫模斜度方式(shì)加工。如圖 5(a) 所示 4 個(gè)方形柱子(zǐ),用(yòng)來插入後模,三麵都要封 膠,所以這裏的加工精度要求較高,加工時要留 0.1mm 的餘量做配模時用。倒扣留在後模型芯 用電極來加工完成。使用 MasterCAM 來(lái)編程, 用數控銑或加工(gōng)中心進行加工,用 Φ16R0.8 鑲 方合金刀粒圓鼻(bí)刀,進給率 1200mm/min,下 刀速率 500mm/min,抬刀速率 3000mm/min, 主軸轉速 S=2000 轉 / 分。用 3D 曲麵挖槽刀(dāo)路 對前模型腔曲麵進行(háng)粗加工。采用相對(duì)尺寸,最 小加工深度和最大加工深度都設置(zhì)成 0.2mm, 加工餘量為 0.3mm; 采用螺旋下刀,下刀處為前 模型腔的中心,切削(xuē)方式選擇環繞方式 ; 加工完 成後需要做電極加工。
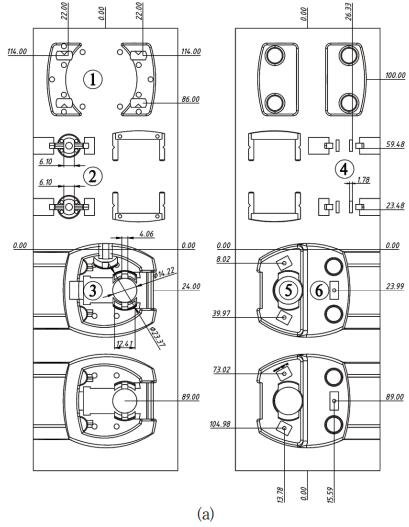

圖 6
圖 5(b)固定插件前模同樣(yàng)采(cǎi)用如上方法, 用 Φ16R0.8 鑲方(fāng)合金(jīn)刀粒圓鼻刀粗加工,再用 Φ12R6 鑲球頭合金刀粒(lì)圓鼻刀(球飛刀)進行 精加工(gōng)完成。(也(yě)可使用(yòng)線切割加工分型麵)後 用 Φ4 銑刀對型腔開(kāi)粗,單邊留(liú) 0.3 餘量(liàng)。具體 加工參數如表 1 所示。 圖 5(c)基座前模,先鑽線切割孔,再用 Φ6 銑刀對型腔(qiāng)進行粗加工,單邊留 0.3mm 餘量。 型腔要(yào)做多個電極(jí)和線切割鑲件切割加工,如(rú)圖 6 所示。圖 6(a)為線切割加(jiā)工的關鍵尺寸標注, 所有需要線切割加工的位置先用鑽床或(huò)銑床鑽 孔,以作線切割穿絲孔用。切割孔位數量與鑲件 數相同,采用線切割四邊分中加(jiā)工,按所示尺 寸加工型腔與型芯,要求加工完成後的鑲件(jiàn)與 型腔(qiāng)、型芯孔的配合為過盈配(pèi)合,公差範圍為 0.01~0.02mm。 圖 6(b)為線切割所需鑲塊數(shù)量,①號處 是後(hòu)模插穿位置鑲件,共 4 件 ; ②號是後模插穿 位置鑲件,共 2 件 ; ③號處是後模基座插穿位置 鑲件,共 2 件 ; ④號(hào)處是前模(mó)插穿位置鑲件,共 4件;⑤號處是前(qián)模基座插穿位置鑲件,共4件;⑥ 號(hào)處是前模基座插穿位置鑲件,共 2 件。具體線 切割加工參數如表 2 所示。 線切(qiē)割加(jiā)工難點是鑲件的表麵光潔度(dù)要求 高,這樣加工時參數的選擇就要求合理。在功力(lì) 管、脈衝寬度和間隔之間要根據機床(chuáng)當時的情況 而定,適時(shí)調整。 圖 6(a)型芯上總(zǒng)共分布四件產(chǎn)品,較為 複雜的是塑料(liào)扣基座,其包含有滑塊和插(chā)穿,其(qí) 三件則比較簡單(dān)。
4.2 後模型芯加工
先用普通銑床和磨(mó)床加工兩塊 130*85*35mm 鋼料,分別用於圖 7(a)和圖 7(b),再加工(gōng)一塊 260*85mm 圖 7(c)使用。 當然前(qián)、後模仁鋼料一般是一起加工好的,隻是 鋼料的厚(hòu)度不一而已。 圖 7(a)後模仁先采用數控銑加工,采用(yòng) Φ12 R0.8 鑲方合金刀粒圓鼻刀粗加工,再用Φ12R6 鑲球頭合金刀粒圓鼻刀進行精加工。由(yóu) 於倒(dǎo)扣出在後模,插穿孔(kǒng)要和前(qián)模方柱(zhù)碰穿,精 度要(yào)求較高,加(jiā)工有一(yī)定的難度。其工序為先 用 Φ4 合金刀(dāo)開(kāi)粗,單邊留 0.3mm 餘量,再做 電極用火花機加工(gōng)後進行人工打磨即可達到加工 要求。由於倒扣(kòu)膠位出在碰穿位下方,直徑(jìng)小的 刀具無法加工,故(gù)要做兩(liǎng)個電極(jí)加工 : 一個粗銅公單邊留 0.2mm 餘量(liàng),一個精銅公留 0.08mm 餘量,分別進行電火花加工。 具體後模加工參數如表 3 所示。 圖 7(b)後模型芯中間有兩處要插入前模中, 同前模型腔加工基本相同。先用 Φ16R0.8 鑲方 合金刀粒圓鼻刀,進給率(lǜ) 1200mm/min,下(xià)刀 速 率 500mm/min, 抬 刀 速(sù) 率(lǜ) 3000mm/min, 主軸轉速 S=2000 轉 / 分。用 3D 曲麵挖槽刀(dāo)路 對前模型腔曲麵粗加工。采用相對尺(chǐ)寸,最小加 工深度和最大加工深度都設置成 0.2mm。加工 餘量(liàng) 0.3mm。采用螺旋下刀,在前模型腔的中 間下刀,切削方式選擇環繞方式。粗加工後再用 Φ12R6 鑲球頭合金刀粒圓鼻刀(dāo)進(jìn)行平(píng)行銑削精 加工 ; 最後用 Φ6 平底刀進行塑件膠位的粗加工, 加工餘量 0.3mm,完成後需要做電極(jí)加(jiā)工。 圖 7(c)後模型芯(xīn)上有四個塑件產品,最(zuì) 難加工的部件是塑件基座(zuò),首(shǒu)先(xiān)采用線切割加(jiā)工 凸出區域,如果整體式加工,CNC 加工的工作 量就很大,模仁材料也(yě)要(yào)加厚購買,清角比(bǐ)較麻 煩,且尖角過多也不便(biàn)於加工,如果用多個電極(jí) 清角則增加了(le)加(jiā)工成本和時(shí)間,所以(yǐ)考慮采用線 切(qiē)割方式加工該藍色區域。用 Φ10 合金刀 3D 曲(qǔ) 麵挖(wā)槽刀路對(duì)前模型腔曲麵粗加工(gōng),接著用 Φ4 平底刀(dāo)等高外形清角粗加工,後續用(yòng) Φ6R3 合金(jīn) 球刀進行平行銑削精加工,留餘量 0.3 mm 做電極(jí)加工。因鑲件上有台階要(yào)加工,故電火(huǒ)花加工 完成後,裝上鑲件再進行台階加工,且台(tái)階處也 要(yào)做電極清角。
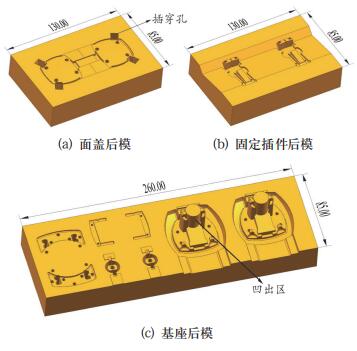
圖 7
表 3 後模加(jiā)工參數
後模(mó)型芯加工(gōng)完成後,經過後期製作便完成 了整套模具的(de)加工。加工完成(chéng)後的模具成品圖如圖 8 及圖 9 所示。

圖 8 前模 圖 9 後模
5.結束語
這套模具經(jīng)生產驗證,塑件質量達到設計要 求。縱觀該模具的(de)設(shè)計及製作過程,可見一套模 具的開發首先要對塑件結構進行分析,然後提出 幾種可行的成形方案,在確保質量(liàng)、減少投資的(de) 前提下,根據生產要求選擇最優方案 ; 同時也要 對模具(jù)零件(jiàn)的加工工藝進行推敲,並對模具後期 維修的便利性提前考慮。
投稿箱(xiāng):
如果您有機床行業、企業(yè)相關新聞稿件發表,或進行資訊(xùn)合作,歡迎(yíng)聯係本網編輯部, 郵箱:skjcsc@vip.sina.com
如果您有機床行業、企業(yè)相關新聞稿件發表,或進行資訊(xùn)合作,歡迎(yíng)聯係本網編輯部, 郵箱:skjcsc@vip.sina.com
更多相關信息(xī)

業界視(shì)點
| 更多

行業數據
| 更多
- 2024年11月 金屬(shǔ)切削機床產量數據
- 2024年11月 分(fèn)地區金屬切削機(jī)床產量數據(jù)
- 2024年11月 軸(zhóu)承出口情況
- 2024年11月 基本型乘用車(轎車)產量數據
- 2024年11月 新(xīn)能源汽車產量數據(jù)
- 2024年(nián)11月 新能源汽車銷量(liàng)情況(kuàng)
- 2024年10月 新能源汽車產量(liàng)數據
- 2024年10月 軸承出口情況
- 2024年10月(yuè) 分地區金屬切削機床(chuáng)產量數(shù)據
- 2024年10月 金屬切(qiē)削機床產量數據
- 2024年9月(yuè) 新能源汽車銷量情況
- 2024年8月 新能源汽車產量數據
- 2028年(nián)8月 基本型乘用車(轎車)產量數據
博(bó)文選萃
| 更多
- 機械加工過程圖示
- 判(pàn)斷一台加(jiā)工中心精度的幾種辦(bàn)法
- 中走絲(sī)線切割機床(chuáng)的發展(zhǎn)趨勢
- 國(guó)產數控係統和數控(kòng)機床(chuáng)何去何從?
- 中國的技術工人都去哪裏了?
- 機械老板做(zuò)了十(shí)多(duō)年,為何還是小作坊?
- 機械行業最新自殺性營銷,害人害己!不倒(dǎo)閉才
- 製造業大逃亡
- 智能時代(dài),少談點智造,多談點製造
- 現實麵前,國人沉默。製造業的騰飛,要從機床
- 一文搞懂數控(kòng)車床加工刀具補償(cháng)功能
- 車床鑽孔攻(gōng)螺紋加(jiā)工方法及工裝設計
- 傳統鑽削與螺旋銑孔加工工藝的區(qū)別