


一種用於數控車床的拉式自動送料技術
2021-3-3 來源:中航飛機起落架公司 西安(ān)航(háng)光儀器廠(chǎng) 作者:郭輝 沈勇 何(hé)多政(zhèng) 馬程(chéng)
摘(zhāi)要:在具(jù)有液壓(yā)卡盤係(xì)統或安裝主軸卡管附件的數控車床中,可通過輔助元件拉動工件實現自動上料操作。為了實現自動送料,設計了一款通(tōng)過螺紋聯接的送料器,由夾持接頭和基座兩部分組成,其中夾持接頭根據結構特點分為三點送料夾持接頭、強磁(cí)送料(liào)夾持接頭和 O 型圈管(guǎn)料夾持接頭。送料器配合預設的 NC程序代碼,可在數控車床完成自(zì)動進料,多(duō)件流水加工,還能(néng)對工(gōng)件一次裝夾完成車、鏜(táng)、鑽(zuàn)、擴孔、鉸孔(kǒng)及(jí)攻絲等(děng)加工(gōng)操作,不但能保證產品加(jiā)工精度,而(ér)且可以大大減少輔(fǔ)助時間,降低勞動強(qiáng)度(dù),提高生產效率。其結構簡單,體積小,安裝方便(biàn),不需要額外采購設備附件,特(tè)別適宜在大、中、小機械(xiè)加(jiā)工企業中進行推廣。
關鍵詞:數控車床;液壓卡盤;自動送料;流水加工;數(shù)控(kòng)程序;自動化生產
機械行業(yè)加工(gōng)中,送料方式主要為手工(gōng)模式,即一人一機或一人多機單件上料加(jiā)工,輔助(zhù)準備時間長,生產效率低。自動送料顧名思義就是能自動按(àn)規定要求、既(jì)定程序進行運作,將物品(pǐn)從一個位置送到另一個位置,期間不需要人為幹涉(shè)即可自動準確(què)地完成送料環節。自動送料主要用於各類材料和工業產品、半成(chéng)品的輸送,也可以配合下道工序實現自動化生產。當前國內外應用較為廣泛的是油浴送料機,可配套各類加工機床使用,實現多品種材料的自動送料(liào)功能。
1、拉式自動送料器的自(zì)動送料原理
拉式送料器通過拉取(qǔ)方式實現自動給料(liào),應用的數控車床需具有液壓卡盤(pán)係統 (或主軸(zhóu)卡管附件),再配合預設的 NC 程序代碼即可完成自 動進(jìn)料、多件流水加工[3]。拉(lā)式送料器主要應用在幾(jǐ)何特征規則的(de)材料上,如(rú)棒料、管料和方料等。
1.1自(zì)動送料操作流程
首先,在數控車床工作時,將棒料或管料夾持(chí)在液壓卡盤中並夾緊,在操作麵板(bǎn)上輸入對刀參數等相關(guān)信息;然後調(diào)整刀架處(chù)於安全距離,將刀座(zuò)(或刀塔)刀位切換到拉式送料器(根據材料選擇送料器),徑向調整 X 值至零,沿(yán)-Z軸方向移動(dòng)送料器,與卡盤中的棒料或管料軸向發生微小(xiǎo)衝擊(jī),使工件卡(kǎ)入送(sòng)料(liào)器中,鬆開液壓卡盤,沿+Z軸方向移動拉式送料器一個(gè)特定長度,並隨後鎖緊液(yè)壓(yā)卡盤,再沿+Z軸方向移動拉式送料(liào)器保證棒料或管料與其完全脫離,即完成一個自動上料環節;最後執行工件的加工環(huán)節。依次循環執行上述步驟即可實(shí)現一次
人工上料多件流水加工的操作。
1.2 自動送料 NC流程
自動送料 NC代碼包含主程序、上料(liào)程序、加工程序和返回機床原點程序4部分。主程序依次調用上料、加(jiā)工程序,完成(chéng)相應的自動送料和切削任(rèn)務。在切削任務完成後,且上(shàng)料次數等(děng)於設置值時,機床執行上料、加工操作。

式中,上料次數間接等於工件流水加工的次數;總料長是指多件下料的總長度,單位為 mm;單件料長是指工藝設計的包含工件的毛坯長度,單(dān)位為(wéi) mm;料頭長度是指切削過程中工件夾持部(bù)分(fèn)的長度,一般取值為20~40mm。2 自動送料器的組成
2.1 自動送(sòng)料器的送料夾持接頭
自動送料器由夾持接頭和基座兩部分組成,其(qí)中基座采(cǎi)用非鐵磁不鏽鋼材(cái)料。基座與夾持接頭(tóu)采用螺紋(wén)聯接,構成送(sòng)料器元(yuán)件。夾持接頭根據自身(shēn)結(jié)構特點分為三點(diǎn)送料(liào)夾持接頭、強磁送料夾持(chí)接頭和 O 型圈管料夾持接(jiē)頭(tóu)。
2.1.1 三點送料夾持接頭
三點送料夾持接頭(tóu)(見圖1)由滾珠、彈簧、螺帽和三點(diǎn)夾持頭4部分組成。三點送料器借助滾珠受擠壓在其(qí)接觸(chù)麵產生摩擦力(lì),進而抱緊工件(jiàn)材料實現拉料操(cāo)作。

圖1 三點送料夾持接頭
2.1.2 強磁送料夾持接頭
強磁送料夾(jiá)持接頭(見圖2)是由尼龍罩套、強力磁鐵和海綿3部分(fèn)組成。強磁送料器借助磁力吸引實現自動進料。

圖2 強磁送料夾持(chí)接頭
2.1.3 O 型圈管料夾(jiá)持接頭
O 型圈管料夾持接頭(見(jiàn)圖3)是由端蓋、O型圈(2個)和快換接頭3部分組成。上料原理與三(sān)點送料器相似,通過 O 型圈壓縮變形產生的摩擦力來實現。
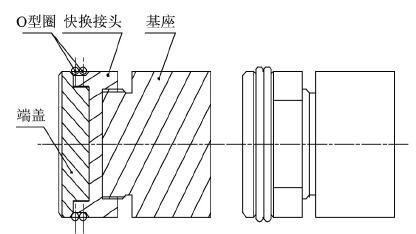
圖3 O 型圈管料夾持接(jiē)頭
2.2 自動送料操作具體實現步驟
僅以強磁送料器實現自(zì)動進料進行闡述:在首件工件加工前,鬆開夾持工件的液壓卡盤,調整強磁送料器與材料處於同一軸線位置,沿(yán)-Z 軸緩慢移動送料器與卡盤端麵貼合,稍停(tíng)1s後,沿+Z軸移動強磁送料器一個工件 L+(0~5)mm 長度,工件(jiàn)受磁力吸引與強磁(cí)送料器同步運動,隨後鎖緊卡盤,一個自動進料動作結束。具體步驟如下。
步驟1(見圖4):左端為液壓卡盤,棒料或管料材料夾持在液壓卡盤中。右側為裝在刀(dāo)架中的強磁送料器,基座固定在(zài)刀座中。

圖4 步驟
圖4步驟1步驟2(見圖5):鬆開夾持工件的液壓(yā)卡盤,送料器沿-Z軸緩慢移動與卡盤端麵貼(tiē)合(工(gōng)件壓入液壓卡盤內孔中(zhōng)),稍停1s後,沿+Z軸移動強磁送料器一個工件(jiàn)L+(
0~5)mm 長度,工件受磁(cí)力吸引與強磁送料(liào)器同步運動L+(0~5)mm 長度後,停1s。

a)送料器與(yǔ)卡盤端麵貼合示意圖

b)送料器與卡盤端麵貼合實物圖

c)工件與強磁送料器同步運動示意圖

d)工件與強磁送料器同步運動實物圖
圖5 步驟2
步驟3(見圖6):鎖緊夾(jiá)持工件的液壓卡盤,送料器沿+Z軸移動(dòng)到安(ān)全(quán)距離後,第1次上料結束。

圖6 步驟(zhòu)3
步驟4:調用切削刀具進行工件加工,當工件加工結(jié)束後切斷,再次調(diào)用送料器,按照步驟2和步驟3進行(háng)上料。
2.3 送(sòng)料器基座優化
在(zài)數控機床未配備液壓卡盤(pán)而采用主軸卡管(guǎn)方式實現自(zì)動送料時,為了避免因加持力不穩定、工件毛(máo)坯偏擺與送料器發生剛性碰撞,而引發機床操作故障,需(xū)對送料器基座結構進行結構優化。優(yōu)化後(hòu)的基座由5部(bù)分組(zǔ)成(chéng)(見圖 7),通過內置彈簧避(bì)免工件毛坯(pī)與送料器發(fā)生剛性(xìng)碰撞,同時對於(yú)強磁送料器而言,還可(kě)以通過彈簧彈性恢複時的衝擊慣(guàn)性,去除吸附在(zài)罩套外部的(de)鐵屑[4]。


圖(tú)7 優化後的基座結(jié)構
3 、送料(liào)器應用場合及案例剖析
3.1 應用場合
自動送料器在使用中,可根據加工材料的幾何特征,選用不同結構的夾持接頭。對於棒料而言,可根據材料直徑(jìng)選用不同(tóng)規格區間的三點送料器;對於管材(cái),可根據材料孔徑值選(xuǎn)用不同規格的 O 型圈(quān)管材夾持(chí)接頭;但對於導磁材料(如導磁的方料、棒料或管料)隻需一個(gè)強磁夾持接頭(注意:采用強磁(cí)送料器(qì)進行加工過的部分液壓附件產品(pǐn)或用於控製方麵的零部件,應在工藝過程中安排去磁工(gōng)序)。自動送料器具體應用場合見表1。
表1 自動送料器應用場合

3.2 自動送料代碼
采用強(qiáng)磁送料器流水(shuǐ)加工時,主要的(de)送料 NC代碼如下:

上述程序中,P0005為(wéi)調用一次0005加(jiā)工工件的子程(chéng)序,根據具體情況設置(zhì)相關(guān) NC 代 碼。M98P150014代碼中,M98 是(shì)指子程(chéng)序調用,1500是(shì)子程序代(dài)號,14是調用次數。上(shàng)述送料 NC 代碼僅(jǐn)針對法蘭克係統適用。當采用(yòng)三點送料器、O 型圈管材送(sòng)料器實現自(zì)動送(sòng)料時,上料程序中(zhōng)需將卡盤鬆開 M21、卡盤加緊 M22 指令對調。 同時,在使用強磁送料器時,#500賦值可直接設置(zhì)為工件切斷長度(dù);在使用三點送料器時,#500賦值需在工件切斷長(zhǎng)度的基(jī)礎上增加滾珠中心到端麵的值;在使用 O 型圈管材送料器時,#500賦(fù)值需在工件切斷長(zhǎng)度(dù)的基礎上增加O 型(xíng)圈中(zhōng)心到端麵的值。
4、結語
送料器配合數控車床 (如(rú)車削 中心等(děng))自動換刀、進給功能可實現多件流水化作業,工件在一次裝夾情況下,可完成車、鏜、鑽、擴孔、鉸孔及攻絲等相應加工[5-8],既可以保證加工精度,又可以大大(dà)減少輔(fǔ)助(zhù)時間,降低勞動強度,提高生產效率。送料器切換容易,送料平穩,推廣應用在具有液壓卡盤的數(shù)控車床、車削中心(xīn)、銑複合(hé)中心設備中,可自動上料、多件流水加工,實現數字化製造。自動送料方法與(yǔ)拉式送(sòng)料器特別適合在大、中、小(xiǎo)機械加工企(qǐ)業進行推廣,且具有巨(jù)大(dà)的市場價(jià)值和潛(qián)在的社會、經濟效益。
投稿箱:
如果您有機床行業、企業相關新聞稿件發表,或進行資訊合作,歡迎聯係本(běn)網編輯部(bù), 郵箱:skjcsc@vip.sina.com
如果您有機床行業、企業相關新聞稿件發表,或進行資訊合作,歡迎聯係本(běn)網編輯部(bù), 郵箱:skjcsc@vip.sina.com
更多相關信息
金馬")
業界視(shì)點
| 更多
調查")
行業數據
| 更多
- 2024年11月 金屬切削機床產量數據
- 2024年(nián)11月 分地區金屬切削機床產(chǎn)量數據
- 2024年11月(yuè) 軸承出口情況
- 2024年11月(yuè) 基本型乘用車(轎(jiào)車)產量數據
- 2024年11月 新能源汽車產量數據
- 2024年11月 新(xīn)能源汽車銷量(liàng)情況
- 2024年10月 新能源汽(qì)車產量數據
- 2024年10月 軸(zhóu)承出(chū)口情況
- 2024年10月 分地區(qū)金屬切削機床產量數據
- 2024年10月 金屬(shǔ)切削(xuē)機床產(chǎn)量(liàng)數據
- 2024年9月 新能源汽車銷量情況
- 2024年8月 新能源汽車產量數據
- 2028年8月(yuè) 基(jī)本型(xíng)乘用車(轎車)產量數據
博文選(xuǎn)萃
| 更多