


數控車床(chuáng)車(chē)削大直徑(jìng)薄壁零件方法探析
2020-4-27 來(lái)源:- 作者:-
摘要:大直徑薄壁零件在車削加工中(zhōng)容易變形,難以保證零件的精度。著重從加工工藝的製定、工件輔助工(gōng)裝的裝夾(jiá)定位、車削程序指(zhǐ)令的選用等方麵進行(háng)優化設計,能(néng)有效減小薄壁零件的變形,提高(gāo)薄壁(bì)零件的加工精度(dù)及質量。
關鍵詞(cí):薄壁零件 數(shù)控車床 加工工藝
1、大直徑薄壁零件概述
某減速器上軸承襯套(tào),是一種典型的大直徑薄壁零件。如圖 1 所示。
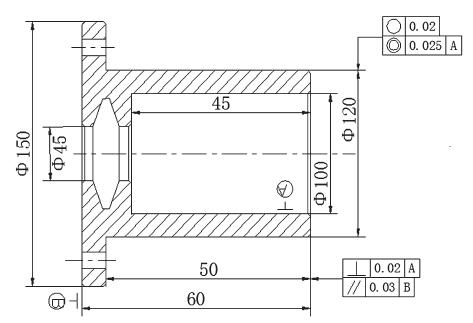
圖 1 大直徑薄壁零件
薄壁零件由於自身結構剛性(xìng)差、強(qiáng)度弱(ruò),在車削加工中易產生振動及變(biàn)形;夾緊力和切削力不(bú)均會造成零(líng)件形變;在車削零件中產生的熱能也容易(yì)使(shǐ)工件熱變形[1]。這些都是導致薄壁零件的加工精度不高的因素。在該零件生產(chǎn)製造過程中,通過工件定位與輔助夾具設計、製定合理可行(háng)的加(jiā)工工藝、選用優良刀具和切削用量、優化刀具切削軌跡及程序等(děng)眾多措施,減少使薄壁(bì)零件在車削中易振動(dòng)和變形的因素,有效提高零件的加工精(jīng)度與加工效率(lǜ)。
2、零件工藝分(fèn)析及製定
從零件圖紙技術要求及結構形狀(zhuàng)來分析,此零件的加(jiā)工難度是確保內、外圓的圓度與同軸度、各端麵與軸線的垂直度等(děng)達到技術要求。零件毛坯料為 45 號鋼,Ф210mm×150mm 的實心(xīn)棒材。削工藝安排粗(cū)加工、半精加工、精加工多道工序,使用普通車床進行粗加工和半精加工(gōng)[2],通過增加半精加工這(zhè)一道工序,能夠有效減小粗加工切削力和夾緊力較大、切削溫(wēn)度較高所引起的工件變形及內應力。精車使用廣數 G210 數控車床切削加工,應用自製(zhì)台階軟爪安(ān)裝工件,精車(chē)內、外徑及端麵,而後使用軟(ruǎn)爪撐內孔安裝方式定位零件,完成(chéng)後續工步製成成品(pǐn)。通過上述精車加工,滿足了先內後外與在一次裝夾內完成切削任(rèn)務(wù)的工藝原則(zé)[3],有效減少零件(jiàn)因重複裝(zhuāng)夾與定位所產生的工藝基準與定(dìng)位基準的偏差。
3、工件定位與裝夾設計
廣數 G210 數控車床采用液壓卡盤裝夾工件,因液(yè)壓卡(kǎ)盤的卡爪夾緊力大、接觸麵小,容(róng)易使零件產生變形。筆者設計了一個扇形台(tái)階式軟爪,如圖 2 所示,精車工件之前,把軟爪安裝到卡盤上,采(cǎi)用“自幹自”精密車削軟爪(zhǎo)之後,軟爪精度值大幅度提高,軟爪夾持零件最大(dà)外徑處,就可完成在一次裝夾中車削零(líng)件內、外直徑與端麵的工序,這樣確保(bǎo)工件裝夾定位精度。軟爪形狀製作成扇形是為了(le)增大與工件的接觸麵,可使軟爪夾緊力均勻分布在工件外表麵,能夠有效降低零件受三點應力集中產生的形(xíng)變[4]。
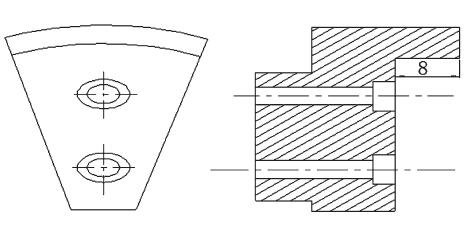
圖 2 扇形階台軟爪
4、刀(dāo)具和切削用(yòng)量的優化
刀具優良的幾何角度可以提高加工精度,合理選擇切削用量有利於提高加工效率。刀具(jù)主要選用機夾車刀,如表 1 所示,選用 95°外徑車刀,因(yīn)刀具前角、主偏角較大,切削性能好,不易使工件產生振動與變形。內孔刀具選擇刀尖圓(yuán)角半徑為(wéi) 0.2mm,使刀尖(jiān)圓弧(hú)及修光刃長度(dù)減小,這樣可(kě)降低軸向切削力,不易(yì)使工件產生軸向跳動(dòng)。車削內孔(kǒng)為防(fáng)止積屑造(zào)成刀(dāo)具加屑而形成的刀具讓刀(dāo)現象,可選擇斷屑性能(néng)好的塗層刀片[5]進行加工。車削中還可通過加注乳(rǔ)化油(yóu)類(lèi)冷卻液對零件進行降溫,進而減少(shǎo)零(líng)件因熱(rè)能產生的形變。
表 1 刀具(jù)參數(shù)

為降低(dī)零件加工中的切削力,精車薄壁(bì)零件時切削用量不(bú)宜選用過大,減少因刀具剛性不足而產生的讓刀的現象[6],從而提(tí)高工件內(nèi)表麵加工精度值。
精加工零件時,削用量應選(xuǎn)用較低的主軸轉速在 240 ~ 450r/min,背吃刀量在 0.1 ~ 0.2mm,進給量在(zài) 0.05 ~ 0.2mm/r,這樣的切削用量值,車削出的(de)零件變形小、精度值高。
5、刀(dāo)具車削軌跡與程序的選(xuǎn)用
規劃走刀路徑及合理選用程序指令(lìng),可以有效(xiào)減小切削零件中的(de)切削力。工件裝(zhuāng)夾在卡盤上後,會形(xíng)成懸伸結構狀態(tài)[7],在加工零件端(duān)麵時,若選擇從小徑向大徑方(fāng)向的走刀路線,會增大車工件上的徑向力,進而引發(fā)車(chē)削端麵時的振顫,使薄壁零件在端(duān)麵及結合部產生變形[8]。若采用走刀路線從(cóng)法向(xiàng)進刀來車削端(duān)麵,並應用恒線速度(dù)功能指令——G96 S,可大幅(fú)度降低車削端麵時的(de)切削力,從而(ér)確保端麵與外徑的形位精度及粗糙度值。
6、結語
憑借數控車床的(de)高精度和高效率性能,通過(guò)製定合理的數(shù)控加工工藝,應用簡單可靠的輔助夾具,選擇適合的機夾刀具,就(jiù)可有效減少薄壁零件在車削過程中產生的變形,從而有效地提高了零件加工精度與質量。
投稿箱:
如果您有機(jī)床行業、企業相關新(xīn)聞稿件發表(biǎo),或(huò)進行資訊合作,歡迎聯係本網編輯(jí)部, 郵箱(xiāng):skjcsc@vip.sina.com
如果您有機(jī)床行業、企業相關新(xīn)聞稿件發表(biǎo),或(huò)進行資訊合作,歡迎聯係本網編輯(jí)部, 郵箱(xiāng):skjcsc@vip.sina.com
更多相關信息

業界視點(diǎn)
| 更多(duō)

行業數據
| 更多
- 2024年11月 金屬切削機床產量(liàng)數據
- 2024年11月 分地區金屬切削機(jī)床產量數據
- 2024年11月 軸承出口情況
- 2024年11月 基本型乘用(yòng)車(轎車)產量數據
- 2024年(nián)11月 新能源汽(qì)車產量數據
- 2024年11月 新能源汽車銷量情況
- 2024年10月 新能源汽車產量(liàng)數據
- 2024年10月 軸承出口情況
- 2024年(nián)10月(yuè) 分地區金(jīn)屬切削機床產量數據
- 2024年10月 金屬切削(xuē)機床(chuáng)產量數據
- 2024年9月 新能源汽車銷量情況
- 2024年8月 新能源汽車(chē)產量數據
- 2028年8月 基本型乘用車(轎車)產量數據