


數控車床(chuáng)粗車循(xún)環指令的分析與應(yīng)用
2018-5-28 來源:廣州(zhōu)城市職業學院 機(jī)電工程係(xì) 作者:魯 霞 肖蘇(sū)華 李小曼
摘要: 工藝設計(jì)是數控機床上加工零件的(de)關鍵問題。針對 FANUC 與 GSK 數控係統,以典型的單調和非單調軸(zhóu)類零件為例,對典型(xíng)的工件進行工藝分析,製訂相應的(de)工藝文件並編寫其加工程序。針對工件的單調性不同(tóng),選擇相應(yīng)的粗車循環編(biān)程指令 G71 或 G73,可以減少工人重複編程的時間,避免(miǎn)因重複編(biān)程對(duì)工件精度的影響,提高加工效率與加工(gōng)精度(dù)。
關鍵詞: 數控(kòng)車床 工藝分析 單調性 循環指令
0 、引 言
在數控機床上加工零件,首先遇到的(de)問(wèn)題是(shì)零件的工藝處理。與普通機床的加工工藝相比,在(zài)數控機床上加工的(de)零件工藝規(guī)程要複雜得多。在(zài)數控機床加工(gōng)前,要把加工零件的全部(bù)工藝過程、工(gōng)藝參數、刀具參數、切削用量、位(wèi)移參數等編入程序,對工(gōng)件進行工藝設計,然後製(zhì)訂出細致優化的加(jiā)工工(gōng)藝,最後編寫工件的加工程(chéng)序。軸類零件的加工一般分為單調性軸類零件與(yǔ)非單調(diào)性軸類零件兩大類。筆者針對 FANUC 與 GSK 數控係統,以典型的單調和非單調(diào)軸類零件為例(lì),對典(diǎn)型的工件進行工藝分析(xī),製訂相應的工藝文件並編寫其加工(gōng)程序。在(zài)數控車床的編程加工中(zhōng)還常有多次重(chóng)複(fù)進行的動作,若進行簡單重(chóng)複的(de)編程,勢必造成數據計算和(hé)編程工(gōng)作量的增加,編程(chéng)和加(jiā)工時錯誤也增加。本(běn)文運用的循環指令可(kě)解決這個問題(tí).
1 、加工單調性工件
1.1 外圓 / 內徑粗車循環 G71
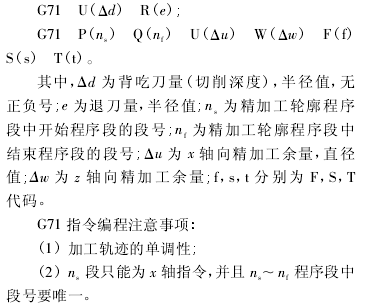
G71 指令適用於車削棒料毛坯、粗車外圓(yuán)和粗車圓筒毛坯內徑,須多次走(zǒu)刀才能完成粗加工。
G71 指令編程(chéng)格式為
1.2 工件 1 加工圖紙
工件 1 如圖 1 所示(shì)。毛坯是 Φ50mm 的棒料,材料是 45 號(hào)鋼,製訂數控加工工藝卡,並編寫工件的數控加工程序。
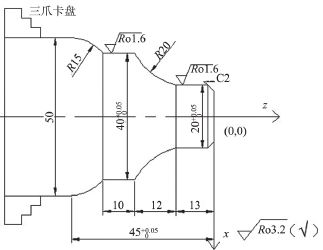
圖(tú) 1 工件 1
1. 3 加工工藝分析
1. 3. 1 工件圖紙分析
(1) 結構分析如圖 1 所示。該工件長度為45mm,左(zuǒ)端(duān)為 R15 的(de)凸圓弧,右端為 C2 倒角 R20 凹(āo)圓弧麵及圓柱麵,圓弧與圓柱之間節(jiē)點處必須光滑連接。從工件的總體結構來看,工件 1 從右至左單調遞增,為了保證(zhèng)工件(jiàn)裝夾安全可靠,可以考慮整體(tǐ)一次性安裝加工完成的工藝方法,從 C2 倒角一端開始向左加工至 R15mm 的凸弧.
(2) 精度分析(xī) 該工件重要加(jiā)工部位為 Φ20mm、Φ40mm 的外圓,其次是 R20mm 與 R15mm 的圓弧。要求(qiú) Φ20mm、Φ40mm 外圓麵與 R20mm 凹圓弧光滑(huá)連接,Φ40mm 外圓麵與 R15mm 圓弧光(guāng)滑連接; 表麵粗(cū)糙度 Ra 為 1.6μm,在數控車(chē)床上分粗、精加工可以達到要求。
1.3.2 裝夾(jiá)方案(àn)的確定
毛坯為棒料,用三爪自定心卡盤定位夾緊,工件伸出長度約為 55mm。工件零點如圖 1 所示設在工件右(yòu)端軸心處(chù)。加工安全點和換刀點可設在(zài)同一點( 100. 0,100. 0) 的位置。
1.3.3 加(jiā)工順序和進給路線的確定
工件分粗、精車進行加(jiā)工。粗車用 G71 指令循環加工 C2 倒角、圓弧輪廓和 Φ20mm、Φ40mm 外圓,精車用 G70 加工上述輪廓。
粗車循環走刀路線為 C2倒角(jiǎo)—Φ20mm 外圓—R20mm 圓弧—Φ40mm 外(wài)圓—R20mm 圓(yuán)弧—切斷。
1.3.4 刀具及切削用量的選擇(zé)
(1) 確定刀具 采用 T0101 為 90°外(wài)圓粗(cū)車尖刀; T0202 為 93°外(wài)圓精(jīng)車尖刀(dāo); T0303 為刀寬為 3mm的切斷刀。
(2) 在數(shù)控車削加工中,一般在工件直(zhí)徑方向留出精加(jiā)工餘量 0. 4樼0. 5mm。———粗加工 切削(xuē)深度(dù) ap為 1樼1. 5mm,進給量f 取 100mm / min,主軸轉速 n 為 800r / min。———精加工 進給量(liàng) f 取 50mm/min,主軸轉速 n為(wéi) 1 200r/min。
1.3.5 數控加工工序卡
工件 1 的數控加(jiā)工工序卡如表 1 所示。
1.4 編(biān)製加工程序
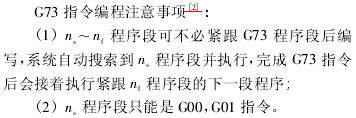
設定 G71 程序(xù)循環起點為( 53. 0,3. 0) ,編寫工件 1 的加工程序如表 2 所示。2 加(jiā)工非單調性工件2. 1 封閉循環指令(lìng) G73封閉循環指令(lìng)為按照一定的切削形狀,逐漸接近最終形狀(zhuàng)的循環切削(xuē)方式。封閉切削循環(huán)適用於對鑄、鍛毛坯切削,對於零件輪廓的單調性則沒有要求。
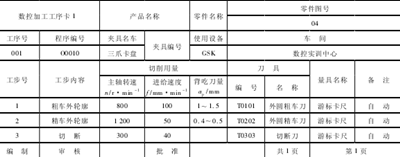
表 1 數(shù)控加工(gōng)工序卡 1
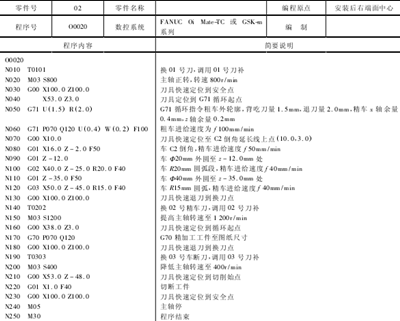
表 2 工件數控加工程序單( 一次(cì)安(ān)裝即可(kě)完成加工)
2 、加工非單調性工件(jiàn)
2. 1 封閉循環指令
G73封閉循環指令(lìng)為按照一(yī)定的切(qiē)削(xuē)形狀,逐漸接近最(zuì)終形狀的循環切削方式。封閉切(qiē)削循環(huán)適用於對鑄、鍛毛(máo)坯切削,對(duì)於零件輪廓的單調性則沒有要求。

2.2 工(gōng)件(jiàn) 2 加工圖紙
工件 2 如(rú)圖 2 所示,毛坯是 Φ35mm 的棒料,材料是 45 號鋼,製訂數控加工工藝卡,並編寫工件的數控加工程序.
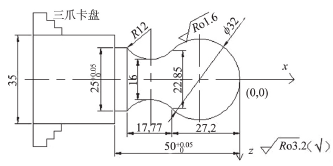
圖 2 工件 2
2.3 加工工藝分析
2.3.1 工件圖紙分(fèn)析(xī)
(1) 結構分析 如圖 2 所示,工(gōng)件(jiàn)材料(liào)為 45 號鋼,毛坯為 Φ35mm 的(de)棒料。該工件長度為 50mm,左端為 Φ25mm 的外圓表麵,右端為凸凹圓弧麵(miàn),圓弧與圓弧之間、圓弧(hú)與圓柱之(zhī)間節點處必須光滑連(lián)接(jiē)。從工件的總體結構來看,右端沒有方便裝夾的部位,可以考慮整體一(yī)次性安裝加工完成的工藝方法,從圓弧Φ32mm 的凸弧一端開始向左加工至 R12mm 的凹弧,然後切 Φ25mm 的(de)外圓至規定尺寸。
(2) 精度分析該(gāi)工件重要加工部位為Φ25mm 的外圓,其次是Φ32mm 與 R12mm 的圓(yuán)弧。要求 Φ32mm 與 R12mm 凸凹圓(yuán)弧光滑連接,R12mm的圓(yuán)弧與 Φ25mm 的外圓光滑連接。表麵粗糙度 Ra為 1. 6μm,在數控(kòng)車床上分粗、精加工可以達到要(yào)求。
2.3.2 裝夾方案的確定
毛坯為棒料,用三爪自定心卡盤定(dìng)位夾緊,工件伸出長度約為 65mm。工(gōng)件零點如圖 2 所示設在工件右端軸心處,加工安全點和換刀點可設在(zài)同一點(diǎn)( 100.0,100.0) 的位置。
2.3.3 加工順序和進給路線的確定
工件分粗、精車進行(háng)加工(gōng),粗車用 G73 指令循環加工(gōng)圓弧輪廓和(hé) Φ25mm 外圓(yuán),精車用 G70 加工上述輪廓。
粗車循環走刀路線為(wéi) Φ32mm 圓弧(hú)—R12mm 圓弧—Φ25mm 外圓。
2.3.4 刀具及切削用量的選(xuǎn)擇
(1) 確定刀具 T0101 為 90° 外圓(yuán)粗車尖刀;T0202 為 93°外圓精車尖刀(dāo)。
(2) 在數控車削加工中,一般在零件直徑(jìng)方向留出精加工餘量 0.4 ~ 0.5mm。
———粗加工(gōng)切削深(shēn)度 ap為1 ~ 1.5mm,進給量(liàng)f 取 100mm / min,主軸轉速 n為800r / min;
———精加(jiā)工 進給(gěi)量 f 取 50mm/min,主軸(zhóu)轉速 n為 1 200r/min。
2.3.5 數控加工工序(xù)卡
工件 2 的數控加工工序卡如表(biǎo) 3 所(suǒ)示。
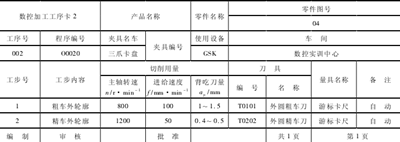
表 3 數控加工工序卡 2
2. 4 編製加工程序
設定 G73 程序循環起點為( 38. 0,3. 0) ,編寫工件 2 的(de)加工程序如表 4 所示。
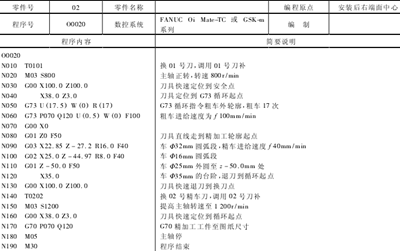
表 4 工件數控加工程序(xù)單( 一(yī)次安(ān)裝即(jí)可完成加(jiā)工)
3 、結束語
針對工件的(de)單調性不同,選擇相應的粗車循環編程指令 G71 或 G73,可以減少工人重(chóng)複編程的時間,節約數控係統內存,便於修改; 避免因重複編程對工件精(jīng)度的影響(xiǎng),節約時間,提高(gāo)加工效率與加工精度。
投稿箱:
如果您有機床行業、企業相關新聞稿件(jiàn)發表,或進行資訊合作,歡迎聯係(xì)本(běn)網編輯部, 郵箱:skjcsc@vip.sina.com
如果您有機床行業、企業相關新聞稿件(jiàn)發表,或進行資訊合作,歡迎聯係(xì)本(běn)網編輯部, 郵箱:skjcsc@vip.sina.com
更多相關信息
州金(jīn)馬")
業界視點
| 更多

行業數據(jù)
| 更多
- 2024年11月 金屬切削機床產量數據(jù)
- 2024年11月 分地區金屬切削機床產量數據
- 2024年11月 軸承出口情況
- 2024年11月 基本型乘用車(轎車(chē))產量數據(jù)
- 2024年11月 新能源汽車產量數據
- 2024年11月 新能源汽車銷量情況
- 2024年10月 新能源汽車產(chǎn)量數據(jù)
- 2024年10月 軸(zhóu)承出口情況
- 2024年(nián)10月 分地區金屬切削機床產量數據(jù)
- 2024年10月 金屬切削機床產量數據
- 2024年9月 新能源(yuán)汽車銷量情況
- 2024年8月 新能源汽車產(chǎn)量數據
- 2028年8月(yuè) 基本型乘用車(轎車)產量(liàng)數據