


數控機床典型電氣故障診斷與維修
2018-3-21 來源:山(shān)西職業(yè)技術學院 作者:張(zhāng)晶輝
摘要:隨著數控技術的發展,數控機(jī)床的維(wéi)修已越來(lái)越重要。主要對數(shù)控機床電氣部分的故障診斷與維修進行了介紹。基於對機床電氣(qì)原理的認識,可以更(gèng)好地對機床電氣係統進行維修與維護。
關鍵詞(cí):數控(kòng)機床;電氣故(gù)障;診(zhěn)斷與維修
0 引言
采用數控(kòng)技術進 行控製的加(jiā)工設備稱為數控機床,它是一種綜合應用了(le)計算機 技術,自動化控製技術、精密測量技術和機床設(shè)計(jì)等先進技術的典型機電一體化產品,隨(suí)著數控(kòng)技術的快速發展,數控機(jī)床的故障診斷與維修也越來越重要。
1 、數控機床的加工原理及特(tè)點
1.1 數控機(jī)床的加工(gōng)原理
在機械加工過程中,依據工件(jiàn)的尺寸形狀,刀具的走刀軌跡為直線或圓弧(hú)時,數控機床的工(gōng)作過程如下:
①按(àn)照坐標的方向,將刀(dāo)具與工件(jiàn)的運動軌跡分割成一些最(zuì)小的(de)移動量(稱為脈衝當量);
②通過數控係統的插補軟(ruǎn)件或運算(suàn)器,把運動軌(guǐ)跡用“最小移動量”為單位的等效折線(xiàn)進行擬合;
③根據擬合折線的軌跡,數控係統給機床相應的坐標軸連續不斷分配進給脈衝,伺服驅動(dòng)係統驅動機床做相應運動。
刀具沿著各坐標軸的相對運動,完(wán)全是以脈衝當量為單位的,脈衝當量的單位往往是 mm/脈衝。按照零件程序的(de)要求,使刀具按照坐標的移動方向移(yí)動若幹個最小位移量,從(cóng)而實現刀具與工件的相對運動,數控機床正是通過控製刀具運動軌跡來(lái)完成(chéng)零件加工(gōng)的。
數控裝置在線段的起點和終 點坐標值之間進行“數據點的密化”處理(微分處理),求(qiú)出一係列中(zhōng)間點的坐標值,然後按這些計算出來的中間點的(de)坐(zuò)標(biāo)值向各坐標輸出(chū)脈衝(chōng)數。這些脈衝數決定了刀具運動的方向與(yǔ)距(jù)離,使最終的運動軌跡與加工(gōng)零件的外形(xíng)完全吻合,從(cóng)而保證加工出(chū)的工件具(jù)有最終需要的直線或圓(yuán)弧輪廓。
數控裝置進(jìn)行的這(zhè)種“數據點的密化”稱為插補,一般數控裝置都具有通過基本函數進行插補的功(gōng)能。
1.2 數控機床的特點
除(chú)了少數使用步進電機驅動的簡易數(shù)控機床以及作為特殊用途的數控機床之(zhī)外,一般來說,數控機床都具有以下(xià)一些特點。
(1)生產效率高。數控機床主軸轉速高,結構剛性好,可以選擇最(zuì)佳的切削參(cān)數,從而縮短實際加工時間;數控機床可以實現準確快速的自動定位,選擇最(zuì)佳的走刀(dāo)路線,從而縮短了輔助時間;數控機床可以自動進行工件裝(zhuāng)夾,更換加工零件(jiàn)時,無需重新調(diào)整,並且一(yī)次裝夾可以完成多工序的加工,真正實現了一機多用,大大地節省了(le)安裝調(diào)試的時(shí)間。
(2)加工精度高。
數控機床的(de)機械傳動係統和結構、部件的製(zhì)造和裝配精度都很高;數控機床按照程序自動加工,無需人工幹預(yù),而且還可以利用軟件進行校正,實現自動補(bǔ)償。因此,使用數控機床進行生產,可以保證零件的加工精度,穩(wěn)定產品(pǐn)質量。
(3)生產(chǎn)柔(róu)性大。在數(shù)控(kòng)機床上,對(duì)於不同的加工零件隻需改變加工(gōng)程序,就能改變零件的(de)加工工藝與工序,實現多品種(zhǒng)、小批量零件的生產(chǎn),以及新產品的試製加工;數控機床具有多軸聯動的曲線和曲麵加(jiā)工能力,從而能夠(gòu)完成很多普通(tōng)機床難以完成或者根本不能加工的複雜型麵零件加工。
(4)生產自動化。
數控機床能夠實現生(shēng)產加工過程(chéng)中的自動加工、自動換刀、自動排屑、自動冷卻和(hé)自動潤滑,能夠大大減輕操作者的勞動強度,改(gǎi)善勞動(dòng)條件。
(5)經(jīng)濟效益良好。生產者可以精確計算生產成本,並對生產進度進行(háng)合理的安排,從而在一(yī)定程度上加速資金的周(zhōu)轉,切實提(tí)高經濟效(xiào)益。
2 、數控機床電氣故障的診斷與維修
2.1 數控機床典(diǎn)型電(diàn)氣故障
數控機床電氣故障分為弱電故(gù)障和強(qiáng)電故障。弱電部分主要有 CNC 裝置、PMC 控製器、CRT 顯示器以(yǐ)及伺服單(dān)元、輸入/輸出裝置等電子電路。強電部分是指繼電器、接觸器、開關、熔斷器、電源變壓器、電動機、電磁鐵、行程開關等電氣組件及其所組(zǔ)成的(de)電路。電氣故障具體表現為:係統黑屏或者是係統啟動開關失靈、係統啟動後電路板(bǎn)空開跳閘;係統啟動後機(jī)床一直報“急停”警;刀架不能換刀;主軸不轉,X、Y、Z軸或其他軸不動等。
2.2 故障產生的主要原因
故(gù)障產生的主要原因如下:
①機械零部件的鏽蝕、磨損和失效;②電氣組件的老化、損壞和失效;③電氣組件接觸不良;④使用環境變化,如電流或電壓波動、溫度變化(huà)、液壓(yā)壓力和(hé)流量的波動及油汙
;⑤隨機幹擾和噪聲(shēng)、軟件程序丟失或(huò)被破壞;⑥操作不當等。
2.3 數控機床電氣故障排除方法
數控機床電氣故障(zhàng)排除步驟(zhòu)如下:①偵察,即現場調查(chá)故障,查看(kàn)故障現象;②計劃,即收集信息,擬(nǐ)定排除方法;③診斷,即進行故障定位;④維修(xiū),即解決(jué)發現的機床故障
;⑤試機,即測(cè)試機(jī)床是否正(zhèng)常工作。
3 、數控機床常見電氣故障及排除方法
3.1 係統黑屏和啟動開關失(shī)靈故障及排除方法
圖1為數控(kòng)係統啟動電路原理圖。 若數控機床按下啟動按鈕後,係統不啟動,首先應該檢查(chá)數控(kòng)機床總開關是否打開;其(qí)次,觀察電氣櫃中(zhōng)電源盒的(de)指示燈是否亮了,以此來判斷電源盒是否有220V 電源電壓的輸入。
若指示燈不亮,檢查電源盒是(shì)否有220V 電源,若有220V 電源,指示燈不亮或沒有24V 電源輸出,則為電源盒損壞。若有24V 電源,檢查係統後麵是否有24V 電源,若沒有,則需檢查電纜線是否斷路。需注意,24V 電源短路,是電壓達不到(dào) 24V,也有可能使(shǐ)係統不啟動,這就需檢查其他24V 電源是否短路;還有(yǒu)圖1所示的電路圖中,若有(yǒu)一路斷路或開關損壞,也(yě)可導致係統不(bú)啟(qǐ)動,若係統後麵有24V 電(diàn)源,電路圖檢查也沒故障,則有(yǒu)可能是係統壞了,需更換(huàn)數控係(xì)統。
3.2 機床啟動後係統一直報
“急停”警數控(kòng)機床一直報“急停”警(jǐng)的原因有很多(duō),包括外部急停(tíng)與內部急(jí)停,無論(lùn)哪種急停,一旦報“急停”警,機床就停止不能運行(háng)。不同機(jī)床 報警的處 理方法不同,而機床報“急停”警時,常伴隨著其他報(bào)警信息的(de)顯示,根據不同報警信息,選擇不同的方法。其不同故障處理方法如下:
(1)數 控 機床(chuáng)隻報 “急(jí)停”警,無 其(qí) 他 報 警 信 息。現這種故障時,首(shǒu)先應該(gāi)在(zài)數控係統中 PLC狀態下查看(kàn) PLC是否有輸入和輸出(chū)。若有,則根據機床電氣原理圖的急停電路,一次(cì)排查;若電路無故障,則需要檢查急停開關是否損壞。
(2)數控機床既報“急停”警(jǐng),同時又報某軸(zhóu)超程。這種情況下,首(shǒu)先判斷機床是軟(ruǎn)限位(wèi)超程還是硬限位超程。
若硬限位超程,在操作麵板上找到超程解除,將操作方式調在手輪方式下,按住超程解除,同時手搖機床,使機床不報警為止,按幾(jǐ)次複位鍵。若機床報軟限位超程,則可直接在手搖方式(shì)下,使機床不報警為止。
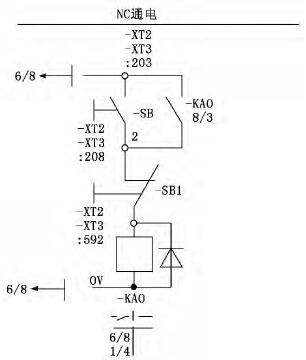
圖1 數控係統啟動(dòng)電路原理圖
3.3 在手動方(fāng)式下刀位不轉換
遇(yù)到數控 機 床 不 換 刀 時,首 先 應 該 在 PLC 狀(zhuàng) 態(tài)下,按下換刀按鈕,查看機床 PLC是否有輸入/輸出信號。若沒有輸入信號,則需檢查刀架的輸入信號線或者是刀架的發(fā)信盤是否損壞。
若刀架發信盤(pán)損壞,則需更換刀架發信盤;若發信盤完好,則需檢查刀架(jià)的信號線與發信盤連接處是否牢靠,同時檢查信號線是(shì)否有(yǒu)斷路的情況。若(ruò)機床有輸入/輸出信號,則需打開電氣(qì)櫃,查看繼電器指示燈是(shì)否(fǒu)亮,接觸器是否吸合。
若不吸合,則有可能為接觸器損壞;若吸合,檢查刀架在吸合的瞬間是否有電壓,若有電(diàn)壓,電機不轉動,則有可能為刀架電機損壞(huài)。
3.4 在(zài)手動方式下冷卻電(diàn)機不工作
出現這種情況(kuàng)時,首先在(zài) PLC狀態下查看冷卻是否有輸入和(hé)輸出;其次,根(gēn)據機床冷卻電路圖,查看線路是否有斷路的情況;最後,檢查(chá)電路(lù)中各電器元件是否有損壞,檢查無誤後,查看冷卻電機是否有電壓或冷機電機是否損壞。
3.5 一上電(diàn)就出現空開跳閘
出現這種情況時,不要盲目上電,先(xiān)檢查空(kōng)開跳閘的原因。第一,有可能是空開的額定電流限值小,不(bú)夠負載的電流;第二,有可(kě)能是三相電短路(lù),或(huò)者(zhě)是某路
電路出現問題。
3.6 手動方式(shì)下機床主軸不轉
不同數控機(jī)床主軸轉動的控(kòng)製方式不同,一(yī)般機床主(zhǔ)軸的轉動是由變頻(pín)器控製。係統控(kòng)製 PLC,PLC通過繼電器控製變頻器,變頻器輸出(chū)控製主軸的正(zhèng)反轉。當主(zhǔ)軸不轉時,首先(xiān)應該查看 PLC,其(qí)次查看繼電器,最(zuì)後看主軸電機是否有電壓,依次查看(kàn),直到查出原因為止。
4 、數控係統的日常維護保養
數控係統是數控機床電氣控製係統的核心(xīn)。機床的數控係統在經過較長一段時間的使(shǐ)用後(hòu),某些元器件難免出現一(yī)些損壞或者故障。為了盡量地延長元器件的使用壽(shòu)命和零部件的磨損(sǔn)周期,預防各種(zhǒng)故障特別是惡性事故的發生(shēng),就必(bì)須對數控係統進行日常的維護與保養(yǎng)。
數控係統的日常維護主要包括以下幾方麵:①製(zhì)訂(dìng)並且嚴格執行數控係統日常維護的規章(zhāng)製度;②定期維護數控係(xì)統的輸入/輸出設備;③定期檢查和更換直(zhí)流電機的電(diàn)刷;④定(dìng)時清理數控(kòng)櫃(guì)的散熱(rè)通風係統,以防止(zhǐ)數控裝置過熱;⑤應盡量少開數控櫃(guì)門和(hé)強電櫃的門;⑥經常監視數控裝置用的電網電壓;⑦定期檢查和更換存儲器用的電池;⑧對備用印製線路板進行維護;⑨對長期不用的數控係統進行維護。
5 、結語
所(suǒ)有的數(shù)控機床其基本原理都相同,了解了其工作原理,才能對機床故障進行檢測與維修。在進行機床維修時,首先要沉著冷靜,在腦海中有一個完整的思(sī)路,避免做無用功。
投稿箱:
如果您有機床行業、企(qǐ)業相關新聞稿件發表,或進行資訊合作,歡迎聯係本網編輯(jí)部, 郵箱:skjcsc@vip.sina.com
如果您有機床行業、企(qǐ)業相關新聞稿件發表,或進行資訊合作,歡迎聯係本網編輯(jí)部, 郵箱:skjcsc@vip.sina.com
更多相關信息

業界視點
| 更多

行業數據
| 更多
- 2024年11月(yuè) 金屬切削機(jī)床產量(liàng)數據
- 2024年11月 分地區金屬切削機床產量數據
- 2024年11月 軸承出口情況
- 2024年(nián)11月 基本型乘用車(chē)(轎車)產量數據
- 2024年11月 新能源汽車產量數(shù)據
- 2024年11月 新能源(yuán)汽車銷量情況(kuàng)
- 2024年10月 新(xīn)能源汽車產量數據
- 2024年10月 軸承出口(kǒu)情況
- 2024年10月 分地區金屬切削(xuē)機床產量數(shù)據
- 2024年(nián)10月 金屬切削機床產(chǎn)量數據
- 2024年9月 新能源汽車銷量情況
- 2024年(nián)8月 新能源汽車產量數據
- 2028年8月 基本(běn)型乘用車(轎車)產量數據(jù)
博文選萃
| 更多
- 機械加工(gōng)過程圖示
- 判斷一(yī)台加工中心精度的幾(jǐ)種辦法
- 中走絲線(xiàn)切割機床的發展趨勢
- 國產數控(kòng)係統(tǒng)和數控機床何去何從(cóng)?
- 中國的技術工人都去哪裏了?
- 機械老板做(zuò)了十多(duō)年,為(wéi)何還是小作坊?
- 機械行業(yè)最新自(zì)殺性營銷(xiāo),害人害己(jǐ)!不倒閉才
- 製造業大逃亡(wáng)
- 智能時代,少談點(diǎn)智造,多談點製造
- 現實(shí)麵前,國人沉默。製造業的騰飛,要從機床
- 一文搞懂數控車床加工刀具補償功能(néng)
- 車床鑽孔攻螺紋加工(gōng)方法(fǎ)及工裝設計
- 傳統鑽削與螺旋銑孔(kǒng)加工工藝的區別