


摘 要:變導程螺杆螺紋形狀比較特殊,螺(luó)紋牙型深度和寬度比普通螺紋(wén)大很多,牙型螺(luó)距在發生變化,生產中常(cháng)用的螺紋(wén)編程(chéng)功能和 CAD/CAM 編程軟件不能實現加工。針對該類螺紋加工複雜且困難的特點,提出了在數控車削中使用宏(hóng)程序(xù)的(de)加工方法。通(tōng)過分析變導程螺杆的結構特點,以及(jí)螺紋牙型(xíng)分析,基於 FANUC-OTB 數控係(xì)統,采用增量逼近(jìn)包絡線成形的工藝方法,設計了加工變導程傳動螺紋加工的通用宏程(chéng)序,同時分析了螺紋加工時(shí)的加(jiā)工精度和工藝問(wèn)題(tí)。通過使用宏程序模板和改變螺紋參(cān)數的變量值,用戶采用普通車刀,可以加工不同直徑和螺距的傳動螺紋外螺紋。
關鍵(jiàn)詞:變(biàn)導程螺杆;數控車削;流程(chéng)圖;通用宏程序
1 、引言(yán)
異型螺杆是壓縮機、冷凍機、注塑(sù)機、自動包裝線等設備的關鍵(jiàn)性基(jī)礎零件,廣泛應用於工業生產的各個領域(yù),螺(luó)杆的加工質量直接影響這些設備(bèi)的性能。但異型螺杆存(cún)在加工困難的弱點,製約了其(qí)應用。目前,異(yì)型螺杆特別是各種規格的異型螺杆(gǎn)和普通螺杆的一次(cì)性混合加工通常在專用(yòng)機床上實現,普通機(jī)床和經濟型數(shù)控機床(chuáng)一般都不具備加工異(yì)型螺杆的功能,而(ér)這些專用機床則基本上依賴進(jìn)口。為此提出了(le)在(zài)常(cháng)用(yòng)數控係統配(pèi)置的普數控車床上,采(cǎi)用宏程序(xù)指令編製變導程(chéng)螺杆類零件(jiàn),解決變導程異(yì)形螺杆的複雜數控編程問題(tí),用戶(程序員)可以借鑒或直接調用(yòng)供數控車削實際加工。
2 、變導程(chéng)螺杆加工數控編程分析(xī)
2.1 數控編程應用分析
數控加(jiā)工程序的編製方法主要是手工編製程序和自動編製兩種方法(fǎ)。盡管 CAD/CAM 自動編程在複雜形狀零件以及在(zài)三維曲麵加工(gōng)中日趨普及,但是對於機械零件中一些很特殊零件的應用,采用 CAD/CAM 軟件自動編程(chéng)不(bú)一定能輕易(yì)地解(jiě)決,例如鋸齒形(xíng)螺紋、變導程螺紋和大導程梯形螺紋的加工等,不可能采用成型刀具通過 CAM 軟件自動編程完成螺紋加工,同時(shí)手工編程的普通程序指令滿足不了(le)該類零件的編(biān)程與加工。針對機械類特殊零件的編程與加(jiā)工,國內外(wài)大(dà)部(bù)分數控係統提供了用戶宏程序功能,例(lì)如 FANUC 和 SIEMENS 數控係統,用(yòng)戶可(kě)以對數控係統進行一定的功能擴展(對用戶的開放),使用變量(liàng)編(biān)程,即宏(hóng)程序的運用,使用戶(程序(xù)員)可以在數控係統的平台上進行二(èr)次開發,進行模塊化加工程序設(shè)計。
2.2 變導程螺杆宏程(chéng)序設計主要(yào)內容
變導程(chéng)螺杆加工屬於工程實踐項目,來自於通過普通數控車床如何解決特殊螺(luó)紋加工(gōng)的技術(shù)應用問題。勻變程(chéng)螺杆的兩種情況,如圖(tú) 1、圖 2 所示。一種是槽等寬牙變導程,如圖 1 所示。一種是牙(yá)等寬槽變導程,如圖 2 所示。用一定(dìng)寬度的成形螺紋刀,加工變導程螺紋,槽寬相等較能(néng)夠保(bǎo)證,若保證牙寬相等就不易操作。通過(guò)牙等(děng)寬槽變導(dǎo)程螺杆加工的程(chéng)序設計為案例,基於 FANUC數控係統宏程序的應用,在數控車床上通過變量編程進行程序二次開發設(shè)計,重點解決變(biàn)導程螺杆特殊螺紋件的加工方案以及(jí)宏程序流(liú)程圖設計,編製(zhì)模(mó)塊化宏(hóng)程(chéng)序加工不同尺(chǐ)寸的變導程螺紋(wén),解決通用數控車床加工異形、複雜螺紋零件的技術(shù)難題。
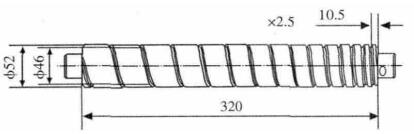
圖 1 槽等寬牙變距螺杆
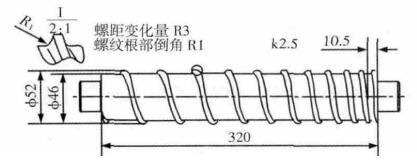
圖 2 牙等寬槽變距螺杆(gǎn)
3、 變導程螺杆通用宏程序設計
3.1 勻(yún)變導程螺杆加工工(gōng)藝分析
牙等寬槽變距螺杆的基本尺寸標注,其具(jù)體尺寸可通過實際零(líng)件的尺寸標(biāo)注給出(chū),如圖(tú) 3 所(suǒ)示。假設(shè)螺杆外徑及螺紋退刀槽都已加工完成(chéng),采用一夾頂裝夾,本工序隻分(fèn)析變導程螺紋部分的加工工藝與宏(hóng)程序設計(jì)。
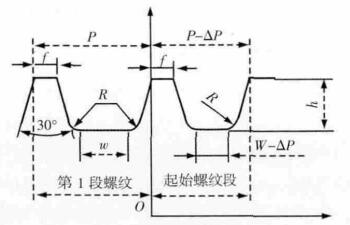
圖 3 螺杆牙型及編程坐標係
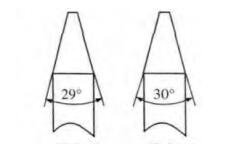
圖 4 梯(tī)形螺紋粗、精車(chē)刀
3.1.1 刀具選用(yòng)
由於(yú)螺杆螺紋左右兩側(cè)麵(miàn)對(duì)稱,均為 15°斜角,粗車刀使用牙型角(28~ 29)°梯形螺紋車刀(牙型(xíng)角 30°)。螺杆兩側牙根均為R 角倒圓相(xiàng)切,為考慮程序設計的通用(yòng)性,精車刀仍選(xuǎn)用牙型角30°的標準梯形螺紋車刀(一般沒有帶(dài)帶較(jiào)大 R 角的成型梯形螺(luó)紋(wén)車刀),如圖 4 所示。車刀的刀頭寬一定要小於第 1 個螺紋的牙槽底(dǐ)寬。
3.1.2 螺紋成形工藝分析與走刀(dāo)路線設計
(1)螺紋成型工藝分析。根據變導程螺杆零件結構特點,由於螺(luó)紋兩牙側麵對稱,可以借鑒範成法(fǎ)加工齒輪的工(gōng)藝思路,采用分層(céng)切削和左右進給法,通過逐次(cì)調整軸向(xiàng)左右和徑向的進給深度,在(zài)工件表麵加工 N 條螺紋,用 N 條螺紋包絡形成帶倒圓角梯形螺紋的牙型。同時為提高(gāo)生產效率,可以將切削分為粗加工和精加工兩個工序(xù)來完成(chéng)。粗加工主要完成螺紋牙型輪廓當中大(dà)餘量的(de)切削,在本工序中不涉及螺紋牙型精度,加工中循(xún)環進給步距可以(yǐ)適當放大,以提高(gāo)生(shēng)產效率;精加工主要完成螺(luó)紋牙型輪(lún)廓的形成,直接關係到螺紋的精度,加工(gōng)中(zhōng)循環進給的步距可適當減小,以提高螺紋精度(dù)。
(2)走刀路線設計。先從螺(luó)紋牙(yá)型中間橫向下刀一定深度,切削螺紋;然後再往兩邊縱向進給切削至保留精加工餘量;再從中間橫向下刀切削,如此反複直(zhí)至牙底;最後對螺紋兩側麵(miàn)進行精加工。粗精加工路(lù)線示意(yì)圖,如圖 5、圖 6 所示。
(3)工藝難點的解決。由於使用的刀具為普通梯形刀具,螺紋根部牙形不能通過刀具形狀保證,所以,如(rú)何正確保證螺紋的牙型(xíng)是加工中較為突出的工藝問題(tí);其次,由於槽寬勻變距增加,如何保證在加工過程中後(hòu)一個螺紋牙槽(cáo)寬比前一個螺紋牙槽寬增加 ΔP,是加工中(zhōng)必(bì)須突破的工(gōng)藝難點。因此為保證勻(yún)變距槽寬,實現進給迭代和加工循環,在分層進行左右進給車削,需同時改變 G34 指令中(zhōng)導程數值,由於螺(luó)紋起刀點從牙型中間向(xiàng)左(zuǒ)分 N 次(cì)進給時,G34 指(zhǐ)令中導程將逐次增加螺距,反之,向右分 N 次進給時,G34 指令中導程將逐次減少螺距,才能確(què)保第(dì)二個牙槽寬比第一個牙槽寬增加勻變距量。
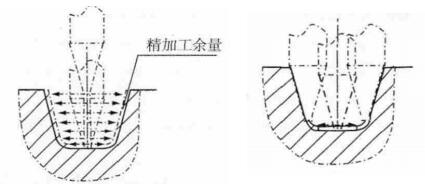
圖 5 粗加工路線 圖 6 精加工(gōng)路線
3.2 通用宏程序設計
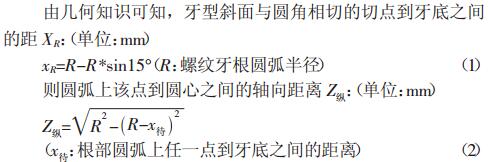
3.2.1 螺紋加工輪廓計算
根據螺紋加工走刀路線,要實現進(jìn)給迭代和加工循環,需要定義變量和進行牙型邊界的邏輯判(pàn)斷,需要計算牙型輪(lún)廓的曲線方程。己知螺(luó)杆(gǎn)牙型基本(běn)參數為(wéi):公稱直(zhí)徑 d,中徑(jìng)略,底徑,牙深,牙頂寬,第一個牙槽寬,基(jī)本螺距 P,螺距(jù)勻變量 ΔP,根(gēn)部圓角(jiǎo)半徑,螺紋加(jiā)工長度等,如圖 3 所示。
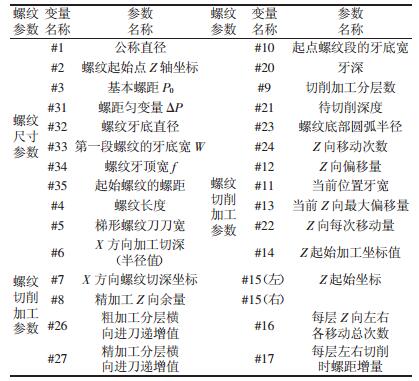
3.2.2 變量設置
本設計采用 FANUC 0TB 數控係統,有關勻變導程螺杆宏程序設計的尺寸變量賦值,如表 1 所示。
表 1 通用宏程序設計時變量賦值
3.2.3 螺杆加工程序設計流程
(1)粗加工程序設計思路。采用分層切削(xuē)、左右進給法,使用寬度窄的普通(tōng)梯形螺紋車刀,先從牙型中間橫向下刀一定深(shēn)度,車削螺(luó)紋(wén);然(rán)後再往兩邊縱向(xiàng)進給畏削至保留精加工餘(yú)量;接著再從中間橫向下刀車(chē)削(xuē),如此反複直至牙底。程序(xù)設(shè)計流程,如(rú)圖7 所示(shì)。
(2)精加工程序設計流程。刀具從螺紋牙底中(zhōng)間起(qǐ)刀,分別沿螺紋左右兩側麵輪廓進行精加工,設計流程,如(rú)圖 8 所示。
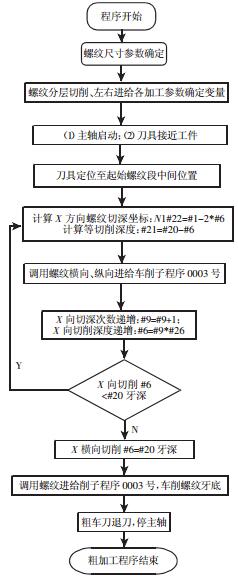
圖 7 粗加工程序設計流(liú)程圖
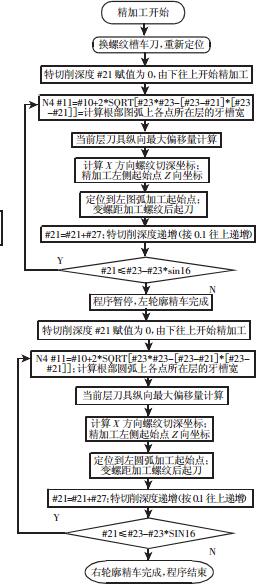
圖 8 精加工程序設計流(liú)程圖
(3)二級子程(chéng)序設計流程。螺紋加工時縱向、橫向進給采用二級子程序套用的(de)方式編程。第一級子程序,主要控製刀具橫向和縱向進(jìn)給的判斷和(hé)數值計算,橫向(xiàng)進給時,以刀具的下刀切削後的待(dài)切削深度作為判斷依據,每次橫向下刀(dāo)量為增量;縱向進給時,以刀具縱向偏移量與當前層最大偏移量比較作為判斷依據,每次縱向進刀(dāo)量為增量。二級子(zǐ)程序進行螺紋(wén)切削,以中(zhōng)線為基準,左右偏置進給切削(xuē)。流程圖設計,如圖 9、圖 10 所示。
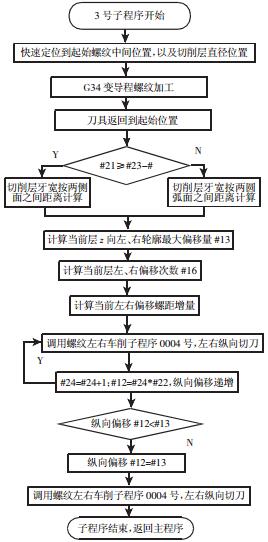
圖 9 0003 號一級子程序設(shè)計流程圖
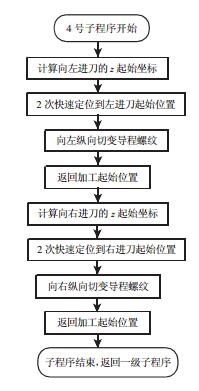
圖 10 0004 號二級子程序設計流程圖
3.3 零件(jiàn)加工工藝與精度分析
(1)粗加工的刀具軌(guǐ)跡都是按螺紋(wén)輪廓編程的,精加工(gōng)餘(yú)量(liàng)也可(kě)以通過粗加工中刀具半徑補償值來控製。例如,實際刀尖圓角 R=0.2,刀具設置 R=0.4,以留出精加工餘量。
(2)由於粗加工螺紋(wén)輪廓是采用增量(liàng)接近螺紋線包絡(luò)的方法形(xíng)成的,循環進給增量的大小將影響輪廓的形狀(zhuàng)誤差和表麵光潔度。采(cǎi)用帶刀尖圓角的刀具,將減少切削(xuē)的殘留高度。
(3)由於采用分層、左右切削法,粗加工分層進給的步距可適(shì)當(dāng)放大,但並非越大越(yuè)好(hǎo),步距太大(dà),刀具的強度、壽命,工件的振動等問題突現。精加工循環進給的步距可適當放小,但並非越小越好,步距(jù)太小,刀(dāo)具可能(néng)會在工件表麵產生“爬(pá)行”現象,對工件不是(shì)刀削(xuē)而是擠壓和切削並存,反而影響加工質量。
4 、結(jié)論
(1)方案設計的可適應性和通(tōng)用性。與(yǔ)常規加(jiā)工方法(成形刀具法)相比,由於(yú)粗(cū)車刀采用了刀尖角小(xiǎo)於牙型(xíng)角的(de)普通刀具設計加工宏程序,精加工采用標準牙型梯形螺紋車刀(dāo)(市場上有大量成型梯形螺紋車刀)設計(jì)加工宏程序,可以提高粗車時生產效率,保證精加工兩(liǎng)側表麵質量和牙型精度,因此在普通數(shù)控車床上采用一般刀具就可以完成(chéng)變導程螺杆的加工。
(2)方案設計的可推廣(guǎng)性和參考性。通過加工驗證,通用宏程序能加(jiā)工不同(tóng)規格的大導程異形螺紋。推而(ér)廣之,利用宏程序的變量定義、邏輯判斷、循(xún)環指令調用等功能(néng),用增量逼近包絡線成型的工(gōng)藝方(fāng)法加工常(cháng)規編程難以加(jiā)工的特殊機械零件。
如果您有機床行業、企業相關新聞稿件發表,或進行資訊合作,歡迎聯係本網編輯部, 郵箱(xiāng):skjcsc@vip.sina.com
金馬(mǎ)")

- 2024年11月 金屬切削機床產(chǎn)量數據
- 2024年11月 分(fèn)地區金屬切削機床產(chǎn)量數據
- 2024年11月(yuè) 軸承出口情況
- 2024年11月 基本型乘(chéng)用車(轎車)產量數據
- 2024年11月 新能源汽(qì)車產量數據
- 2024年(nián)11月(yuè) 新能源汽車銷量情況
- 2024年10月 新能源(yuán)汽車產量數據
- 2024年10月 軸承出口情況
- 2024年10月 分地區金屬切削機床產量數據
- 2024年10月 金屬切削機床(chuáng)產量數據
- 2024年9月 新能源汽車銷量情況
- 2024年8月 新能源汽車產量數據
- 2028年8月 基本型乘(chéng)用車(轎車)產量數據
- 機械加工(gōng)過程圖示(shì)
- 判斷一台加工中心精度的(de)幾種辦(bàn)法
- 中走絲線切割機床的發展趨勢
- 國產數(shù)控係統和數控機床何去何從?
- 中國的技術工人都去哪裏了?
- 機械老(lǎo)板做了十多年,為何還是小作坊?
- 機械行業最新自(zì)殺(shā)性營銷,害人害己(jǐ)!不倒閉才
- 製造業大逃亡
- 智能時代,少談點智造,多談點製造
- 現實麵(miàn)前,國人沉默。製(zhì)造業的騰飛,要從(cóng)機床(chuáng)
- 一文搞(gǎo)懂(dǒng)數控車床加工刀(dāo)具補償功能
- 車床鑽孔攻螺紋加工方法及工(gōng)裝設計
- 傳統鑽削與螺旋銑孔加工工藝的(de)區別