


一種車加工圓錐體外(wài)螺紋的專用(yòng)工裝
2017-8-2 來源:萊(lái)蕪鋼鐵集團有限公司設備檢修(xiū)中心(xīn) 作者:崔希新
摘要:針(zhēn)對圓錐(zhuī)體上外螺紋加工問題進行分析(xī),應用靠(kào)模法對車床進行創新改造(zào),從而實現圓錐體上外螺紋在(zài)普通車床上進行加工。提高了圓錐體上外螺紋的加工精度及加工(gōng)效率,降低了(le)勞動強度。
關鍵詞:車床;圓錐體;外螺紋;靠模工(gōng)裝
0.引言
在生產實踐中,經常會遇到圓錐體上加工外螺紋的的(de)任務。常規情況下,對於錐度及螺紋精(jīng)度要求(qiú)不高時我們采用手動(dòng)控製進給來實現這一任務,而對於錐度及螺紋要求較高時我們(men)采用靠模法加工來實現。而傳統靠模法一般都要將車床進行(háng)改裝,拆除中托板和托板(bǎn)絲(sī)杠等部分,並設計(jì)相應的靠模工裝,實現過程比較(jiào)複雜而且必(bì)須是專用設備。因此我們認真分析研究,設計了一種新的加工裝置和(hé)實現方法來(lái)完成圓錐體上加工外螺紋。
1.工裝(zhuāng)的結構與工作原理
工裝結構如圖(tú)1所示,主要由機床尾(wěi)座3、斜(xié)塊4、車刀5、螺栓(shuān)6、球頭(tóu)螺杆7、壓板8、機(jī)床刀架9等部分組成。車床尾(wěi)座3一側麵提前銑削出一平麵,加工一斜塊(kuài)4,底麵(miàn)與車床尾座3的平麵結合並用螺栓連接(jiē)。斜塊(kuài)4的斜麵角度與圓錐體斜(xié)度相同。壓板8一(yī)端加工平(píng)整並與車床進給刀(dāo)架9連接;一端焊接一鋼塊(kuài),加工與球頭螺杆7相配合的內螺紋(wén)孔,一側(cè)麵攻定位絲孔。將球頭螺杆旋入壓板8,使球頭與斜塊4的斜麵(miàn)接觸,用螺(luó)栓6固定壓板8與球頭(tóu)螺杆(gǎn)7位置(zhì)。工作原理:將工件2固定在圖1中的機(jī)床三爪夾盤1上,用百分表找正,用機床尾座3頂住工件2,調整好車刀5位置及螺距等。開動車(chē)床,工件2隨三(sān)爪夾盤1做回轉運動,操作者緩慢轉動車床中拖板控製進給量,直(zhí)至車削至工件2要求尺寸。
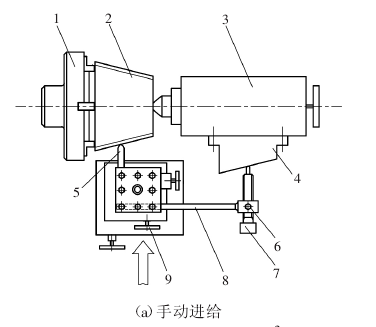
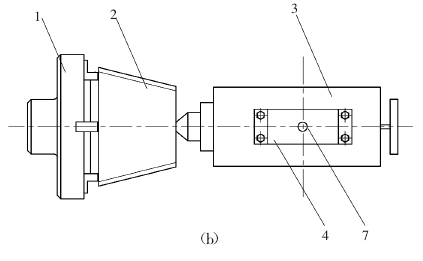
圖 1 工裝結構
1.機床三爪夾盤 2.工件 3.機床尾座 4.斜塊5.車(chē)刀 6.螺栓 7.球頭螺杆(gǎn) 8.壓板 9.機床刀架
尾座3一側麵提前銑削出一平麵,加工(gōng)一斜(xié)塊4,底(dǐ)麵與車床(chuáng)尾座3的平麵結合並用螺栓(shuān)連接。斜塊4的斜(xié)麵角度(dù)與圓錐(zhuī)體斜度(dù)相同。壓板8一端加工平(píng)整並與車床(chuáng)進給刀架9連接;一(yī)端焊接一(yī)鋼塊,加工與球頭螺杆7相配合的內(nèi)螺紋孔,一側麵攻定位絲孔。將球頭螺杆旋入壓板8,使球頭(tóu)與斜塊4的(de)斜麵接觸,用螺栓6固定壓板(bǎn)8與球頭螺杆7位置。工作原理:將工件2固定在圖1中的機床三爪夾(jiá)盤1上,用百(bǎi)分表找正,用機床尾(wěi)座3頂住工件(jiàn)2,調整好車刀5位置及螺距等。開動車床,工件2隨三爪(zhǎo)夾盤1做回轉運動,操作(zuò)者緩慢轉動車床中拖板控製進給量,直至車削至工件2要求尺寸。
2.工裝設(shè)計和操作的要求
1)車床(chuáng)尾座3與斜塊4的結合麵(miàn)應磨削加工,平麵間隙盡可能最小。連(lián)接螺栓采用精度更高的鉸製孔與螺栓(shuān)。安裝時,必須保證斜塊4的中(zhōng)心線水平。2)斜(xié)塊4的錐度必須(xū)與工(gōng)件2圓錐體的錐度相同。3)球頭螺杆7與(yǔ)壓板8螺(luó)紋配合須精密,且緊固可靠。球頭與斜塊4接觸的斜麵應該磨削(xuē)加工,球頭必須光(guāng)滑(huá)。4)工(gōng)件2裝夾時,借助百分表找(zhǎo)正工件2,待找正(zhèng)後,尾座3頂針頂住工件2後(hòu),調整好車刀5位置。5)通過球頭螺杆7與壓板8的螺紋連接調整(zhěng)球頭與斜塊4接觸的位置,調好後用螺栓6緊固。6)不同錐度的同類工件隻需加工、更換和該工件錐度相同(tóng)的斜塊即可。
3.結語
本工裝結構設計合理,操作(zuò)方便,避免了拆卸改裝(zhuāng)車床進給係統的傳統(tǒng)靠模方式,獲(huò)得了一種在普通車床上加工圓錐體(tǐ)上外(wài)螺紋的方法,提高了圓錐體上外螺紋的加工精度及加工效率,降(jiàng)低了勞動強度,在生產應用中取得了顯著的經濟效益。
投稿箱:
如果您有機床行業、企業相關(guān)新聞稿件發表,或進行資訊合作,歡迎聯係本網編輯部, 郵箱:skjcsc@vip.sina.com
如果您有機床行業、企業相關(guān)新聞稿件發表,或進行資訊合作,歡迎聯係本網編輯部, 郵箱:skjcsc@vip.sina.com

業界視點
| 更多

行業數據
| 更多(duō)
- 2024年11月 金(jīn)屬切削(xuē)機床產量數(shù)據
- 2024年(nián)11月 分地區金屬(shǔ)切削機床產量數據
- 2024年11月(yuè) 軸承出口情況
- 2024年11月 基本型乘用(yòng)車(chē)(轎車)產量數(shù)據
- 2024年11月 新能源(yuán)汽車產量數據
- 2024年11月 新能源汽車銷量情況
- 2024年10月 新能源汽車產量數據
- 2024年10月 軸承出(chū)口情況(kuàng)
- 2024年10月 分地區金屬切削機床產量數據
- 2024年10月 金屬切削機床產量數(shù)據
- 2024年9月 新能源汽車銷量情(qíng)況
- 2024年8月 新能源汽車產量數據
- 2028年8月 基(jī)本型乘(chéng)用車(轎車)產量數(shù)據(jù)
博文選萃
| 更多
- 機械加工過程圖示
- 判斷一台加(jiā)工中心精度的幾種辦法
- 中走絲線切(qiē)割機床的發展趨勢
- 國產(chǎn)數控係統和數控機床何去(qù)何從?
- 中國的技術工人(rén)都去哪裏了?
- 機械老板做了(le)十多(duō)年,為何還是小(xiǎo)作坊?
- 機械行業最新自殺(shā)性營(yíng)銷,害人害己!不倒閉才
- 製造業大逃亡
- 智能時代,少談點智造,多談點製造
- 現實麵前(qián),國人沉默。製造(zào)業的騰飛,要從機床
- 一文(wén)搞懂數控車(chē)床加工(gōng)刀具(jù)補償功能
- 車床鑽孔攻螺(luó)紋加工方法及(jí)工裝設計
- 傳統鑽削(xuē)與螺旋銑孔加工工藝的(de)區(qū)別