


筆記本電腦(nǎo)外殼鎂合金數控加工
2014-3-23 來源:成都四威高(gāo)科技產業園公司(sī) 作者: 鄧偉 羅一桓
鎂合金材料在3C產品加工中(zhōng)的優勢:
目(mù)前(qián),3C產(chǎn)品高速發展,競爭激(jī)烈,消費群對3C產品的“輕(qīng)、薄”特性(xìng)的需求(qiú)尤為(wéi)強烈,這就促使3C產品加工製造技術(shù)必須從材料和加工工藝上尋求突破。其中,鎂合金材(cái)料成為(wéi)3C產品加工製造中(zhōng)原材料的新寵。
首先,鎂合金是實用(yòng)金屬(shǔ)中最輕的金屬,比重(chóng)大約是(shì)鋁的(de)2/3,是鐵的1/4,迎合(hé)了3C產品客戶群對“輕、薄”特性的需求。此外,鎂合金還具(jù)有比強度(dù)高,彈性模量大,消振性好等特點,非常適合作為3C電子產品的結構件。資料顯示,如果在3C產品的外殼上用鎂合金代替ABS塑料(liào),則材料重量可以最大減少36%,厚度降(jiàng)低64%。
其次,鎂合(hé)金具有良好的散(sàn)熱性。鎂合金的導熱(rè)能力是ABS塑料(liào)的(de)350~400倍,對於在內部產生高溫的電子產品,如果(guǒ)外殼和散熱部件(jiàn)上使用鎂合金,多數情(qíng)況下無需(xū)散熱風扇或散熱孔。
最後,鎂合金具有良好的電(diàn)磁屏蔽特性。鎂合金具有優於鋁合金的磁屏蔽性能、更良(liáng)好的阻隔電磁波功能,更適合於製作容易(yì)被外界幹擾的精密電(diàn)子產品。也可以用作計算機、手(shǒu)機等產生(shēng)電磁(cí)波輻射的電子產品外殼,以降低電磁波對人(rén)體的輻射危害。
鎂合金數控加工技(jì)術在3C產(chǎn)品中的優(yōu)勢:
鎂(měi)合金材料具有加工易燃、腐蝕(shí)的特(tè)性,相對(duì)於鐵、鋁等(děng)傳統金屬材料來說,並(bìng)不太適(shì)合於切削加工。因此,鎂(měi)合金材料(liào)應用(yòng)初期更廣泛采(cǎi)用模鑄、壓鑄等工藝方法成形。但是,隨著3C產品技術發展,這樣的成形方式難(nán)以滿足需求。首先,隨著3C產品小型化、集成化程度越來(lái)越高,使得3C產品外殼結構越來越複雜,模鑄、壓鑄等工藝方法難以精密成形;其次,3C產品研發製造周期越來越短,模鑄、壓鑄的開(kāi)模周期嚴重製約其生產周期。
最後,消(xiāo)費群對產品外觀缺陷的零(líng)容(róng)忍(rěn)與幾乎不可避免的(de)鑄(zhù)造缺陷(xiàn)存在(zài)嚴重矛盾。因此,鎂合金數控加工技術(shù)越(yuè)來越被(bèi)重視(shì)。
鎂合金數控加工的安全性分析:
傳統觀念認為,鎂合金具有高度危險性,是一(yī)種不(bú)安全材料。鎂合金的數控加工,首先必須解決加工生產的安全性,這是後續(xù)加工生產的前提和準則。
但是,筆者(zhě)通過理論(lùn)研究,結合本單位大量的鎂合金生產實踐,總結(jié)認為,理論上存在(zài)的危險性在(zài)實踐(jiàn)中並不能一概而論:事實上鎂合金(jīn)的塊狀固體相當安(ān)全,不會(huì)發生燃燒和爆炸。甚至將鎂塊直接對著火焰加(jiā)熱和燃燒,也很難引起鎂的燃燒。即使鎂塊被引燃,隻要將火焰(yàn)源(yuán)撤(chè)離,鎂塊也會因為熱量迅速散失(shī),溫度降至燃點以下,而自動熄滅(miè)火焰。鎂的粉塵(chén)、碎屑、輕薄料的確存在一(yī)定的燃燒、爆炸危害性。一般(bān)認為(wéi):當空氣中鎂粉濃度達到20mg/L以上時(shí),就可能引起爆炸;直接對(duì)鎂粉加熱(rè)到340~560℃也可能引起鎂粉塵(chén)燃燒。因此保證鎂合(hé)金的(de)生產安全(quán),其關鍵在於(yú)對鎂的粉塵、碎屑進行有效管理和控製。
因此, 對(duì)於鎂合金的生產管理,既不能“談鎂(měi)色變”,以至於(yú)不敢開展鎂合金生產活動,也不能(néng)麻痹大意,隨(suí)意進行鎂合金生產。
隻要(yào)在鎂(měi)合金(jīn)生產(chǎn)過程中,進行嚴格有效的生產管理,是能保證其生產安全的。
鎂合金數控加工在企業中的應用:
筆者(zhě)所在的成都(dōu)四威高科技產業園公司,長期以來主要承擔以鋁合金、銅合金為主的電(diàn)子裝備零件(jiàn)的機(jī)械加工任務(wù),以高質量、高信譽享譽西南地區乃至全國。在鎂合金材料應用之初(chū),企業就敏銳地預見到(dào)該(gāi)材料在(zài)電子裝備領域的巨大前景,果斷投入大量人力和物力進行研究,是少數率先掌握鎂合(hé)金數控加工及表麵處理技術,並形成規模生產能力的企業之一。
鎂合金筆記本電腦外殼數控加工工藝分析:
(1)工藝分(fèn)析 圖1所示為本公司為其他企業代工生產的一款筆(bǐ)記本電腦(nǎo)外殼, 材料為鎂合金ME20。該零件結構複雜,尺寸精度要求高,因此采用鎂合金板材整(zhěng)體數銑加工的方(fāng)式成形。鎂合金加工在刀具選擇、切削參數選擇、切削方案(àn)選擇、切削液選擇和(hé)防腐蝕措施、切屑處理等方麵都與傳統鋁合金加工有很大區別。
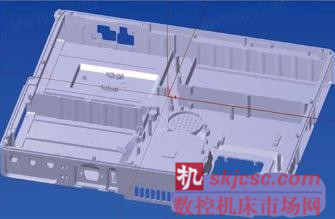
圖1 某型鎂合金筆記本電腦外殼
( 2)刀具(jù)選擇 鎂合金導熱性好(hǎo), 材料軟, 切削力小, 所以加工過程中的散熱速度很快,粘刀量少,因此刀(dāo)具壽命可(kě)以很長。但是,用(yòng)於鎂合金加工的刀具要求保持刃口鋒利,因為刃口磨(mó)損較大的刀具會增加(jiā)切削過程中的摩擦力,從而導致切(qiē)削溫度大幅升高,引起鎂屑的閃燃甚至燃燒,造(zào)成切削過程中的不安全因素增加。因此,鎂(měi)合金加工一般要求選用新的(de)硬質合(hé)金刀具,不能混用加工過其他材料的舊刀具。
一般加工鋼和鋁的刀具設計原理也適用於加工鎂合金的刀具。由於鎂合金的(de)切削抗力(lì)低, 而且熱容量也相當低(dī),用於(yú)鎂合金加工的銑刀的(de)刀齒數目(mù)相對於其(qí)他金屬要多。減少刀齒數目可以增加容屑空間和進刀量,從而可以減少摩擦發熱和(hé)增大(dà)容屑間隙,降低(dī)碎屑的扭曲變形,減小功率消耗和(hé)發熱。筆者所在的(de)公司在加工鎂(měi)合金時(shí),一(yī)般優先使用三刃硬質合金立銑刀。
在特殊情況下,如三刃刀具刃長(zhǎng)不足,直徑(jìng)規格不適合等,也可使用(yòng)四刃硬質合金立銑(xǐ)刀。
(3)切削液選擇 鎂合金材質(zhì)軟,易切削,無論使用高速低(dī)速,用或(huò)不用切削液,都可以達到(dào)非常光平滑的加工表麵。不使用切削液的幹式加工,可以降低(dī)加工成本,廢屑易收集和儲運。因此在許多參考文獻中,都推薦(jiàn)采用幹式加工。
但是,幹式(shì)加工在使用高速和形成(chéng)細屑時,存在著火(huǒ)的風險。這就要求數控操作者必須隨時觀察加工情況,萬一失火時,可以立即撲滅,但該種方式(shì)依然存在不可估量的風險。這就限製了操作(zuò)者無法做到一人多機的工作模式,從整體加(jiā)工成本和效率上看(kàn),並不劃算。
此外,鎂合金遇熱易膨(péng)脹。根(gēn)據資料顯示,鎂合金(jīn)在20~200℃溫度範圍內的線膨脹係數(shù)為26.6~27.4μm/(m·℃)(與合金成分有關)。以長(zhǎng)度尺寸200mm為例,如果加工過程(chéng)中,溫度升高(gāo)10℃,產生的加工誤差就(jiù)在0 . 0 5 3 2 ~0.054 8mm。可見(jiàn),如果采用幹式切削,沒(méi)有切削液降溫,鎂合金零件會因溫度會迅速升高而膨脹,從(cóng)而影響加工精度。該筆記本外殼對尺寸(cùn)精度(dù)要求較高,這樣的溫度影響(xiǎng),無法忽視。
基於以上兩點考慮,該鎂合金數控加工中, 采用使用切削液的“濕(shī)式”加工。為此我們專門引進了嘉實(shí)多MG型鎂合金切削液(yè)(見圖2)。

圖2 采用專用(yòng)鎂合金切削(xuē)液加工的零件狀態
( 4)切削參(cān)數選擇 數控銑的(de)切削參數包括主(zhǔ)軸轉(zhuǎn)速(sù)、進給速度、刀具切深和刀具切寬。
我們選擇的是一台國(guó)產機床進行鎂合金加工,該機床理論高轉速能達8 000r/min,最大進給15m/min,加工精度0.01mm。使用該機床長時間(jiān)保(bǎo)持最高轉速,對機床不利。過快的進給速度,對於單件小批量生產,並不能節約太多的時間,反而極大地增加了質量風險和(hé)設(shè)備故障概(gài)率。因此我們(men)采用大切深、小進給的方式確定我們的切削參數(shù)。
根據本公司多年數控加工經驗,硬質合金(jīn)立銑刀(dāo)在加(jiā)工不同材料時,切削參數中的(de)轉速和進給發生變(biàn)化,但切深(shēn)和切寬一(yī)般變化不大:粗加工時,推薦切寬為50%~100%D(D為刀具直(zhí)徑),推薦切深為0.3~0.5D。精加工(gōng)時,推薦切寬為0.1~0.5mm,切(qiē)深0.5~1D。
在加工策略編製上(shàng),鎂合(hé)金材(cái)料加工與常(cháng)見的鋁合金材料並無太大不同,隻是在精加(jiā)工(gōng)餘量時,選擇不小於0.2mm的餘(yú)量,以免生成過於(yú)細小的切(qiē)屑,從而避免加工閃(shǎn)燃。
鎂(měi)合(hé)金材質軟,易切削,隻是過高的轉速和進(jìn)給容易造成較(jiào)大(dà)的切(qiē)削熱,從而引起閃燃。因此,本公(gōng)司在綜合考慮效率(lǜ)和安(ān)全性的因素上,比(bǐ)較保守地采用鋁合金切削中轉速和進給的1.5~2倍。以本次加工的筆記本電腦外殼為例,部分加工(gōng)參數如附表(biǎo)所示。
(5)鎂合(hé)金數控加工中防腐蝕措施 通常大家(jiā)認為鎂合金化學性質活潑,易腐蝕,特別是采用“濕式”加工後(hòu),沾染切(qiē)削液的鎂合金零件更易腐蝕。事實上,根據本單位的加工經驗,鎂合金在較短的(de)加工周期內(nèi),如果采用有效的防腐蝕(shí)措施,不會產生影響結構強度或表麵粗糙度的嚴重腐蝕。
我們通過以下措施來緩解鎂合金腐(fǔ)蝕。①鎂合金數控加工過程必須連續作業, 不能將沾滿切削液的零件長時間(jiān)放置(zhì)在工作台上,更不能過夜。②完(wán)成加工的鎂合金零件在清水中滌(dí)蕩幾下,充分稀釋切屑液殘留。③洗淨後(hòu)的鎂合金零件應用高壓氣槍迅速吹幹,然後用幹淨棉紗布擦幹(gàn)(見圖3)。④完成加工的零件可短時間放置於泡沫箱內(nèi),禁止接觸其他金屬。⑤零(líng)件長時(shí)間放置或交付周轉時,放到幹燥的塑料袋內,袋口折疊,保證袋內空氣相對不流(liú)通。
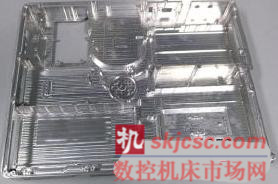
圖3 衝洗(xǐ)並(bìng)吹幹後的鎂合(hé)金零件(jiàn)
事實上,以上方式雖然簡(jiǎn)單易行, 但(dàn)並不能完(wán)全杜絕鎂合金腐蝕。即便零件表麵發暗或產生少量黑斑, 可以(yǐ)通過噴幹沙的方(fāng)式去除。界(jiè)定鎂合金表麵(miàn)的腐蝕程度是否可以接(jiē)受,需要與鎂合金表麵處理環節的技術人員充分溝通,製定相應的(de)標注和規範。
結語:
鎂合金數(shù)控加工技術,在3C電子產品領域,具有廣闊(kuò)的前景(jǐng)和優勢。對於(yú)鎂合金(jīn)零件生產,既不能“談(tán)鎂色變”,也(yě)不能馬虎大意,須(xū)切實做好加工安全措施,注意加工中各種參數的選擇,這(zhè)樣,鎂合(hé)金數控加(jiā)工(gōng)就會(huì)變得簡單易行。
投(tóu)稿(gǎo)箱(xiāng):
如(rú)果您有機床行業、企業相關新(xīn)聞稿(gǎo)件發表,或進(jìn)行資訊合作,歡迎(yíng)聯係本網編輯部, 郵箱:skjcsc@vip.sina.com
如(rú)果您有機床行業、企業相關新(xīn)聞稿(gǎo)件發表,或進(jìn)行資訊合作,歡迎(yíng)聯係本網編輯部, 郵箱:skjcsc@vip.sina.com
更多相關信息
州金馬")
業界視點
| 更多

行業數據
| 更多
- 2024年11月 金屬切削機床產量數據
- 2024年11月 分地(dì)區(qū)金屬切削機床(chuáng)產量數據
- 2024年11月 軸承出口情況
- 2024年11月 基本型乘用車(轎車)產量數據
- 2024年11月 新能源汽車產量數據
- 2024年11月 新能源汽車銷量情況
- 2024年10月 新能源汽車產量數據
- 2024年10月 軸承(chéng)出口情況
- 2024年10月 分地區金屬切削機床產(chǎn)量數(shù)據
- 2024年10月 金屬切削機(jī)床產量數據
- 2024年9月 新能(néng)源汽車銷量情況
- 2024年8月 新能源汽車產量數據(jù)
- 2028年8月 基本型(xíng)乘用車(轎車)產(chǎn)量數據
博文選萃
| 更多
- 機械加工過(guò)程圖示
- 判斷一台加工(gōng)中心精度的幾種辦法
- 中走絲線(xiàn)切割機床的發(fā)展趨勢
- 國產數控係統和(hé)數控機床何(hé)去何從?
- 中(zhōng)國的技術工人都去哪裏了(le)?
- 機械老(lǎo)板(bǎn)做了(le)十多(duō)年,為何還是小作坊?
- 機械行業最新自殺性營銷,害人害己!不倒閉才
- 製(zhì)造業大逃亡
- 智能時代,少談點智造,多談(tán)點製造
- 現實麵前,國人沉默。製造業的騰飛(fēi),要從機床
- 一文(wén)搞懂數控車床加(jiā)工刀具補償功能
- 車床鑽孔攻螺紋加工方法及工裝設計
- 傳統(tǒng)鑽削與(yǔ)螺(luó)旋銑孔加工工藝的區別(bié)