


摘 要:本文在分析臥式(shì)車削中心功能的基礎(chǔ)上,介紹了車削中(zhōng)心的關鍵部件及其主要(yào)結構形式,對車削中心的現有產品進行分析,展望了(le)國內車削中心的(de)未來。
關鍵詞:車削中心 C軸 動力刀架(jià) Y軸
1.引言(yán)
臥(wò)式車削中心是在普通數控車床上發展起來,具有車、銑(xǐ)、鑽、攻絲等複合加(jiā)工能力的高端產品。該種產品(pǐn)能夠一次裝(zhuāng)夾完成工件的全部加工工序或大部分加工工序,減少工序間(jiān)的工件搬運(yùn),避免工件不同加工設備上的反複裝夾,實現工件的(de)高精度、高效率加工,廣泛應用於汽車、醫療、航空航天(tiān)等(děng)行業精密複雜零件的加(jiā)工。
除了一般(bān)數控車床(chuáng)的結構特點外,車削中心還應具備以下特征:
具有C軸功能。C軸是繞(rào)車床主軸軸線(xiàn)的伺(sì)服軸,該功能使機(jī)床實現繞主軸軸(zhóu)線的連續分度和任意點的定(dìng)位鎖緊,和其他伺服軸進行聯動、配合動力刀具(jù)可以(yǐ)實現特定型麵的加工;
具有動力刀具。車削中心要實(shí)現銑(xǐ)、鑽(zuàn)、攻絲等加工(gōng),除了配置內(nèi)外圓車削刀(dāo)具外,還要配置可自驅(qū)動的銑(xǐ)刀、鑽頭、絲錐等刀具(jù),達到工序集中的目的。
本文(wén)僅對(duì)刀架(jià)型(xíng)的車削中心產品進行討論,不涉及排刀型(xíng)車(chē)削中心。
2.車削中心結構分析
2.1 C軸
C軸傳動結構
C軸的回轉驅動通常有主軸伺服電機通過帶傳動、進給伺服電機通(tōng)過(guò)減速箱、電主軸直接驅(qū)動三種實現方式。
主軸伺服電機通過(guò)帶傳動驅動方式:主(zhǔ)軸(zhóu)驅動和C軸驅動共用(yòng)一套傳動裝置(zhì)。由於V帶(機床中常用(yòng))傳動中滑移(yí)的(de)存在,以及(jí)帶傳動所必須的張緊力對(duì)主軸有較大的附加力,因此V帶在此(cǐ)時很少(shǎo)用到(dào)。C軸驅動中經常使用的是同步齒形帶,靠齒形齧合傳動,有準確的(de)傳動比和很小的初張緊力,並且允許較高(gāo)的轉速,傳動(dòng)的精度和效(xiào)率較高。
進給伺服電機通過減速箱驅動:此種方式下,C軸驅動和主軸傳動為兩套傳動裝置。C軸驅(qū)動電機為進給(gěi)伺服電機,通過減速(sù)箱驅動主軸低速(sù)旋轉,而車削主軸(zhóu)則由主軸伺服電機驅動主軸高速運轉。因此主軸(zhóu)部件需要有一套裝置實現車削(xuē)主軸和C軸驅動的切換,使C軸的傳動係統與主軸脫離(lí)。C軸驅動時通過減速箱實(shí)現較大的傳動比,輸出轉速低,扭矩大。主軸驅動可以實現高的轉速滿足車削時的速度需求。
電主軸直(zhí)接驅動:驅動電(diàn)機轉(zhuǎn)子直接(jiē)套裝在主軸上實現(xiàn)C軸驅動。主軸慣性矩大,傳動鏈短,結構簡(jiǎn)單。

以上三種C軸實現方式:帶傳動因轉速和傳動比(bǐ)的原因,其輸出轉速和(hé)扭矩受到限製;伺服(fú)電機通過減速箱(xiāng)驅動的方式能夠實現較大的扭矩,但是由於齒輪傳動間隙的存在,實現高精度的C軸製造成本很高;電主軸直接驅動的方式由(yóu)於沒有中間傳遞環節的存(cún)在,而且電主軸本身轉動慣量大(dà),其(qí)動態性能優異,目前(qián)受限於電機的輸出扭矩較低。從長(zhǎng)遠來看,電主軸直(zhí)接(jiē)驅動方式前景廣闊。
實(shí)踐中C軸(zhóu)主要(yào)考量其精度和穩定性。
保證C軸的精度主(zhǔ)要通過以下措(cuò)施:①選擇(zé)適當的角度編碼器實現位置反饋,構成閉環控製。角度編碼(mǎ)器的精度根據設計精度目(mù)標進行選(xuǎn)擇,其機械允(yǔn)許轉速、電氣允許轉速與設備匹配;並(bìng)且按照要求進行安裝。②保證C軸驅動結構的精(jīng)度,減少其(qí)傳動結構中的傳動間隙。傳動間隙不僅(jǐn)影響C軸精度,而且(qiě)在切削過程中會導(dǎo)致振(zhèn)動的(de)產生,對零件加工質量產生不利影響。對於沒有(yǒu)Y軸的車削中心,在其加工平麵時,通過C軸正反向旋轉與X軸進給多次插(chā)補形成(chéng)加工麵,加工過程中極易產生振動,傳動間隙的控製尤為重要。電主軸直接驅動由於沒有了中間(jiān)傳遞環節,幾乎(hū)沒(méi)有傳動間隙,在此方麵優勢明顯。
C軸的穩定性主要是(shì)指主軸係統在切削中的抗振性(xìng)。為增加其穩定性,工程實踐中的做法有:增加主軸係統的(de)慣量比,即選用大轉動(dòng)慣量主電機(jī)或減少被驅動件(jiàn)的轉動慣(guàn)量(liàng),減少(shǎo)工件對主軸係統質量特性的影響;增加主軸係統阻尼(ní),以吸收(shōu)振動源的能量等。由於機床振(zhèn)動問題比較複雜,在此不作詳細討論。
C軸鎖緊機構
鎖緊機構的結構形(xíng)式有多種,基本原理都是通過施加軸向或徑向的摩(mó)擦力來實現。可以選用成型的產品,也可以自(zì)行設計。選用時根據應(yīng)用場合、使用要求進行,注意夾緊點均布,減少(shǎo)附加力的(de)產生。
自行設計的鎖緊機構,一般以整個摩擦片兩側整圓周抱緊,受力比較均勻,可以通過調整夾緊力作為(wéi)主軸係統阻尼使(shǐ)用。而成型的產品通過(guò)局部夾緊實現(xiàn)鎖(suǒ)緊,通(tōng)常不能用作阻(zǔ)尼。
2.2 動力刀架
動力刀架即刀架中具有驅動裝置、能夠為刀位(wèi)上刀具旋轉提供動力的刀架(jià),是車(chē)削中心的核心部件。
最初(chū)的動力刀架由電動刀架或液(yè)壓刀架上增加動力驅(qū)動模塊組成,這(zhè)種動力(lì)刀架轉位由刀架內置的電機(jī)實現,動力驅(qū)動模塊電機獨立,其轉位速度較慢,目前僅用於低端的車削中心上。
隨著伺服刀(dāo)架的出(chū)現(xiàn),出現了由伺(sì)服刀架本體搭載動(dòng)力驅動模塊(kuài)的動力刀(dāo)架,刀架轉位和動力驅動分別由(yóu)伺服電機驅動,即所謂的雙伺服動力刀(dāo)架(圖1左)。
刀架技(jì)術的進一步發展(zhǎn),出現了單伺服動力刀架(圖1右),刀架轉位和刀具旋轉由同一(yī)個伺服電機提供動力,結構更加緊湊。

以上三種動力(lì)刀(dāo)架,電動刀架或液壓(yā)刀架搭載動力驅動模(mó)塊的方案最為經濟,可以(yǐ)適應一般車削中心的加(jiā)工要(yào)求,由於其刀架本體性能(néng)的限(xiàn)製,隨著用戶要求的提高,這種方案最終會被其他方案替代。而單伺服(fú)刀架因其(qí)結構緊(jǐn)湊性能(néng)優越(yuè)而備受用戶青睞,其價格也最為昂貴,多用(yòng)於一些(xiē)高端的車削中心產品(pǐn)上。
為了進一步提升刀架的性能,一些機床製造商將(jiāng)直驅技術應用到動力刀架上(shàng)。如Mori Seiki(森精機)的built-in motor turret(見圖)。使用內裝電主軸直接驅動旋轉刀具,取消了伺服刀架動力驅動結構中齒輪、皮帶等中間傳遞環節,刀架結構簡化,減少了振動和熱的產生,動力刀具的轉速和扭矩進一步提高,動力刀架的性能得以提升。
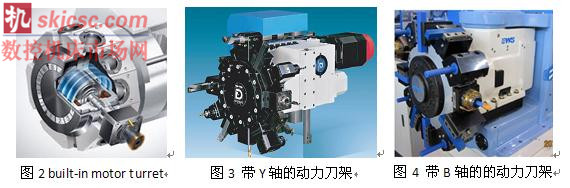
為(wéi)適(shì)應車削中心的發展要求,刀架廠商推(tuī)出了功能集(jí)成的刀架產品,如帶Y軸的動力刀(dāo)架(見圖3)、帶B軸的動力刀架(見圖4)等。帶Y軸的動力刀架,搭(dā)載單伺服動力刀架,配置導(dǎo)軌絲杠,能夠實現一個直線軸的運動,增加了刀架的平麵加(jiā)工能力;帶B軸的動力刀架,將轉(zhuǎn)台與動力刀架結(jié)合起來,可以實現刀架在一定範圍內的擺(bǎi)動,使刀架(jià)可以實現更多角度的平麵及孔的加工,減少了(le)機床的刀具配置。這(zhè)些(xiē)功能集成的刀架(jià)產品直接安裝在主機上即可實現對應的功能,客觀上簡化了主機結構,有助於擴展機床加工範圍。
3. Y軸的功(gōng)能(néng)實現(xiàn)
為了提高車削中心的平麵加工能力,出現了帶Y軸的車削中心。所謂Y軸,即機床XOZ平麵法向方向的運動軸。具有Y軸,就具有了在XOZ垂直麵內的運動能力,刀具可以(yǐ)在Y軸實現進(jìn)給,車削(xuē)中心的加工範(fàn)圍擴大。
不帶Y軸(zhóu)的車削中心(xīn),加工平麵時隻能沿X軸方(fāng)向進給,當(dāng)被加工平麵(miàn)寬度L大於(yú)刀具直徑Dr時,單靠X軸方向的進給無法完成(chéng)平(píng)麵的加工,隻能(néng)由C軸(zhóu)和(hé)X軸插補的方式分段逼近來實現,所形成的平麵並非真(zhēn)正平麵,而是曲率半徑很大的曲麵,存在係統誤差。為了提高(gāo)加工(gōng)表麵質量,采用小直徑銑刀切削、多次插補逼近,必然導致加工效率的低下。因此不帶(dài)Y軸的車削中(zhōng)心其平麵加工能力(lì)受到(dào)限製。

車削中心Y軸功能實現,一般說來有兩種方式:虛擬Y軸和直接Y軸(zhóu)。
虛擬Y軸的原理如(rú)圖6左(zuǒ)所示,Y軸通過(guò)X1軸(zhóu)和X2軸插補形成,其坐標值通(tōng)過X1、X2與角度α進行換(huàn)算。直接Y軸則(zé)在XOZ平麵的法向上設置進給軸、單伺服電機驅動(dòng)實現。圖5所示是兩種不同Y軸實現(xiàn)形式的車削中心,左圖為哈挺GS MSY係(xì)列,其Y軸(zhóu)為(wéi)虛擬Y軸,右(yòu)為沈陽機床HTC3285T2Y2,Y軸為直接Y軸,Y軸滑板安裝在X軸滑板之上。兩種(zhǒng)結(jié)構各有優缺點(diǎn):虛擬Y軸運動由兩軸插補形成(chéng),Y軸行程較短;床鞍的傾斜角度一般在75°以內,其刀架坐落在滑板之內(nèi)。直接Y軸由電機直接驅動,Y軸行程較大;直接Y軸的刀架懸伸在Y軸滑板之外,當機床用於重切削時要充分考慮Y軸滑(huá)板的(de)剛性。
除上述方案外,直接(jiē)Y軸也有其他的實現形式。如(rú)Schaublin的137-11AX,采用山形床身,改變X軸、Y軸的運動疊加方式(X軸在上Y軸在下),刀架在X軸滑(huá)板(bǎn)上而Y軸置於山形背側,減少了刀架懸(xuán)伸的不利影響,結構也比較緊(jǐn)湊。Mori Seiki的NZ係列產品的(de)Y軸也采用了山形床身的結構(gòu),其下刀架(jià)的Y軸則(zé)采用了該(gāi)公司的八角滑枕(zhěn)(Octagonal Ram Construction)技術,提(tí)高了移動(dòng)部件(jiàn)的剛性,減少了熱變形的(de)影響。MAG的VDF180 T則采用(yòng)了矩形截麵床身,X軸位於(yú)Y軸滑板之上,更方便排屑。

無論何種形式,Y軸位於零點(車削位置)時,必須采取(qǔ)措施使Y軸可靠定位,避免零點(diǎn)發生偏移,造成工件加工超差。
4. 車削中(zhōng)心(xīn)產品
常見的產品有以下幾種:
單刀架產品(pǐn)
主(zhǔ)要是傳統意義的車削中心。具有C軸和動力刀架,C軸驅動多(duō)采用帶傳動的方式,鎖緊機構選用(yòng)成形產品。可以配置第二主軸(zhóu),與機械手(shǒu)、棒料進給機等配合實(shí)現較複雜零件的高效加工。國內外車(chē)床製造商都有對應的(de)產品,為車削中心的經濟型產品。
多刀架產品
正副主軸為標準配置,因刀(dāo)架(jià)、Y軸的配置及形(xíng)式不同(tóng)而呈現出多樣性,產品(pǐn)種(zhǒng)類較多。其主軸多為(wéi)內藏式電主軸,至少有一個刀架配置Y軸,刀架工位多,12工(gōng)位、16工位常見。因多刀架的幹(gàn)涉原因,該類設(shè)備主要用於棒料(liào)、軸類及較小直徑精密工件的複合加工,是車削中心的高端產品。國外此類產(chǎn)品比較成熟,Nakumura_Tome、Miyano、Biglia、Bumotec等機床製(zhì)造(zào)商都有相關產品(pǐn),國內目前隻有沈陽機床、魯南機床等(děng)少數廠商進行了該類產品的(de)研發。
一些公司將B軸刀架也用(yòng)到(dào)了車(chē)削中心產品上。比如(rú)Nakumura_Tome的Super NTJ、DMG的twin係(xì)列、TRAUB的TNL18-7B等(děng)。DMG的Twin係列,B軸刀架(上刀架)與Y軸組合,能(néng)夠加工斜孔和複雜型麵,副主軸還可以與上刀架隨動,使上刀架有兩把刀具分別用於正副主軸工件的加工;並且配置了下刀架(jià),可以有3把刀具同時加(jiā)工,大大提(tí)高了機床的柔性及加工(gōng)效(xiào)率。
在斜孔的加工中,外(wài)購的角度(dù)銑頭也被用在了動力刀架上,作為斜孔較少且斜孔直徑較小零件加工的一種(zhǒng)低(dī)成本方案。

5. 結語
車削中心以為提高加工效率(lǜ)和加工精度為目標,在實際應用中,往往與棒料輸送機、上(shàng)下料機械手、機器(qì)人等(děng)物料輸送設備配套使用,組(zǔ)成加工單元或生產線。製造商在提供(gòng)設備的同時,將棒料輸送機、機內上下料(liào)機械臂作為選項供(gòng)用戶選擇。為了與主機匹配,一些機床(chuáng)製造商根據主機需求自行研(yán)製或定製刀架,以達到最優的性能(néng)。
有鑒於此,我認為國內(nèi)車削中心(xīn)產品研發著力進(jìn)行以下工作:
核心功能部件的研發——對(duì)核心功能部件進行持續攻關。國內核心功能部(bù)件的研發製造能力較弱,製約了主機發展。近年來,在國家重大專項的支撐下,國內一些主機廠及功能部件製造商對一些核心(xīn)功能部件進行了技術攻關,已經在(zài)伺服動(dòng)力刀架、轉台等方(fāng)麵取得一些成(chéng)果(guǒ)。
機床基礎(chǔ)技(jì)術的研究與轉化——機床基礎技術的研究不夠深入,一些研究成果停留在實驗室的階段,沒有轉化為應(yīng)用成果。這導致製造企業沒有核心(xīn)技術(shù),依然靠模仿和(hé)引進,無法提高產品檔次(cì)。
用戶工藝的研究。用戶的要求(qiú)越來(lái)越個性化(huà),深入研究用(yòng)戶(hù)工藝,才能為用(yòng)戶(hù)提供(gòng)合(hé)理的解決方案,提供滿足客戶需求的產品(pǐn)。
相信通過國內(nèi)機床製造(zào)企業的努力,一(yī)定會有與國外高端產品媲美的(de)設備出現。(文自:中捷機床有限公司細河技術部)
如果您有機床行業、企業相關新聞稿件(jiàn)發表,或進行資訊合作,歡迎聯係本網編輯(jí)部, 郵箱:skjcsc@vip.sina.com


- 2024年11月 金屬切削機床產(chǎn)量(liàng)數據
- 2024年11月(yuè) 分地(dì)區金屬切削機床產量數據
- 2024年11月 軸承出口情況
- 2024年11月 基本型乘用車(轎車)產量數據(jù)
- 2024年11月 新能源汽車產量數據
- 2024年11月 新能源汽車銷量情況
- 2024年(nián)10月 新能源汽車產量數據(jù)
- 2024年10月 軸承出口情況(kuàng)
- 2024年10月 分地區金屬(shǔ)切(qiē)削機床產量數據
- 2024年10月 金屬切削機床產量(liàng)數據
- 2024年9月 新能源汽(qì)車(chē)銷量情況
- 2024年8月 新能源汽車產量(liàng)數據(jù)
- 2028年8月 基本(běn)型乘用(yòng)車(轎車)產量數據
- 機械加工過程圖示
- 判斷一台加工(gōng)中心精(jīng)度(dù)的幾(jǐ)種辦法
- 中走絲線切割機床的(de)發展趨勢(shì)
- 國(guó)產數控係統和數(shù)控機床何去何從?
- 中國的(de)技術工人都去哪裏了?
- 機(jī)械老板做了十多年,為何還是小作坊?
- 機械行業最新自殺性(xìng)營銷,害人害己!不倒閉才
- 製造業大逃亡(wáng)
- 智能時(shí)代,少談點智(zhì)造,多談(tán)點製造
- 現實(shí)麵(miàn)前,國人沉默。製造業的騰飛,要從機床
- 一(yī)文搞懂數控車床加工刀(dāo)具補償功能
- 車床鑽孔攻螺紋加工方法及工(gōng)裝設計
- 傳統(tǒng)鑽削與螺旋銑孔(kǒng)加工工藝的區別