



基於 PSD 的深孔軸(zhóu)線度測(cè)量機器人(rén)設計
2020-6-3 來源:南(nán)京(jīng)信息職業技術 南京信息職業技術 等 作者:趙海峰 郭燕 王國東
摘要 : 針對目前深(shēn)孔軸(zhóu)線度測試技術的(de)不足,設計了一種基於 PSD 的自定心深孔軸(zhóu)線度測量機器人。通過(guò)螺旋(xuán)管(guǎn)道機器人驅動,帶動內徑自定心裝置沿管道軸(zhóu)線前進,置於定心軸端(duān)的激光頭發出激光束並照射到外(wài)置的四象限 PSD 麵板,通過電路轉換(huàn)和數據采集實時顯示當前管道(dào)位置的軸線位(wèi)置,並完成所測深孔軸線的測量。與(yǔ)現(xiàn)有測量係統相比,該機器人可(kě)以實現精密儀器中深(shēn)孔、盲孔任意截麵直線度參數的測量。
關鍵詞: PSD; 深孔; 直線度; 測量機(jī)器人
1 、引言
精密儀器的孔徑加工(gōng)和測試技術是影響零(líng)件和產品質量的重要因素之一。飛機、輪船、石油設備和大型醫療器械中都存在(zài)著直徑不一的深孔( 指長(zhǎng)度與直徑比大於(yú) 5 的孔) 或盲孔,這些孔類零(líng)件的加工和(hé)檢測技術直接影響零(líng)件的精度[1]。
目前(qián),中小(xiǎo)尺寸孔類零件的內徑測量(liàng)技術日趨完善(shàn),但是大尺寸(cùn)內徑測量,特別是大(dà)型工件內徑的測量工作仍(réng)采用大型內徑千分尺、臂杆法[2]、感應式應變片[3]等接觸式測量方法。這類測量(liàng)方法操作不便(biàn),精度難以控製,且易受人為影響,穩定性差。多普勒效應法、激光幹涉儀[4]、激光杠(gàng)杆法、利用超聲波的反轉測量(liàng)法等一(yī)些非接觸式測量方法精度很高,但(dàn)由於測試現場環境複雜,測試儀器(qì)組建不便的原因(yīn),不適合一些(xiē)大型儀器(qì)的現場測量[5]。而且(qiě),上述方法都不適宜大型儀器深孔,尤其是盲孔內徑參數的測量。
近年來,隨著機器人技術的發展,不同(tóng)領域的工業機器(qì)人相繼出現[6,7]。基於管道自動運動(dòng)機構的內徑非接觸(chù)測量機器人具有工作效(xiào)率高、精度好等優點,可適用於各種加工現場的大尺寸 內徑測量[8]。Ma Zi 等[9,10]采用定位可調(diào)框架,使測量中心逼近管(guǎn)道軸線; 蘇麗(lì)梅等[11]采用雙橢圓環方(fāng)式將測量機構定位在中型管道中心,曲新華等[12,13]采用可調柔性連接機構分步實現了相鄰 2 個截麵軸線中心的定位。以上管道中心定位技術可以將(jiāng)測量機器人軸線定位於被測軸孔內部(bù),但測量中心定位機構較為複雜,並不具備孔類軸線(xiàn)自平(píng)衡調節(jiē)能力,測(cè)量時不能有效兼(jiān)顧效率和精度。
本文在研究現有深孔測試技(jì)術的基礎上,結合(hé)機器人技術設計了一種基於 PSD 光電技術的(de)深孔(kǒng)測量機(jī)器人。該機器(qì)人主要(yào)用於大型(xíng)精密儀器中深孔、盲孔的任意位置軸孔直線度參數的測量,進而為現代化機械產品的軸孔參數(shù)的測量檢測以及深孔加工技術中軸線的(de)糾偏提供一種可行的測(cè)試技術方(fāng)案和儀器。
2 、測量原理(lǐ)
本文采用基於 PSD( Position Sensitive Detector)的深孔軸線度測(cè)量機器人測試方法。如圖 1 所示,測量機器(qì)人主(zhǔ)要由深孔行走機構Ⅰ、軸(zhóu)線自定心裝置Ⅱ、激光發(fā)射(shè)裝置Ⅲ和光電( PSD) 信號探測、處理係統Ⅳ、PSD 位置調節裝置Ⅴ五部分(fèn)構成。
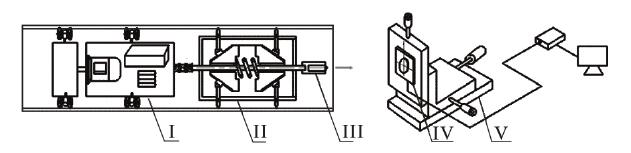
圖 1 基於 PSD 的(de)深孔軸線度測量機器(qì)人
2. 1 深(shēn)孔行(háng)進機構
深孔行進機構由動力驅動(dòng)裝置、行走導向裝置、控製電路以及藍牙控製模塊組成,結構見圖 2。動力驅(qū)動(dòng)裝置由直流電機驅動六棱柱轉子構成,轉子(zǐ)的外壁上安裝有三組呈(chéng)對稱布置的輪架,每
組輪(lún)架上安(ān)裝 2 個輪子,輪子(zǐ)的轉動軸(zhóu)線與轉子的(de)軸線呈一螺旋角( 銳角) 。行走導向(xiàng)裝置在空心六棱柱外壁上安裝(zhuāng)有三組呈對稱布置的導向輪架,每組導向輪架上也安(ān)裝 2 個輪子,輪子的轉動軸線與六棱柱的軸線相互垂直。動(dòng)力驅動裝置與行(háng)走導(dǎo)向裝置(zhì)兩部分通過軸套連接。
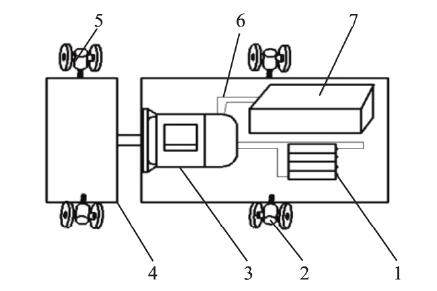
1. 鋰電池 2. 導向輪 3. 直流電機 4. 轉子
5. 螺旋輪 6. 導線(xiàn) 7. 控製及驅動電路
圖 2 深孔行進機構結構
動力驅動裝置轉子(zǐ)上的輪架和行走(zǒu)導向裝置上的(de)導向輪架均為浮動體(tǐ),分別采用彈簧產生一定的徑向伸縮,使轉子(zǐ)輪架上的(de)輪子和導向輪架上的所(suǒ)有(yǒu)輪子始終貼緊於(yú)管道的內壁,以適應一定範圍內管道直徑的變化(huà)。行(háng)進時,通過安裝於導向裝置(zhì)內部(bù)的(de)控製器(qì)、驅動器和藍牙信號接收(shōu)裝置發出控製信(xìn)號,驅動電機轉動,利(lì)用螺旋力帶動裝置前進和(hé)後退。
2. 2 深孔自定心裝置
如圖(tú) 3 所示,高精度深(shēn)孔自定心裝置由雙(shuāng)向對稱的錐形(xíng)圓台( 兩個) 、滑(huá)軌、置(zhì)於滑軌軌道內的滑塊、找(zhǎo)平塊、固定測頭、可換測頭、內置的張力彈簧、定心軸、滾珠套筒以及起支撐作用的套筒、端蓋組成。
測量時,6 個可換測頭與筒壁(bì)接觸,當孔徑變小時,在徑(jìng)向帶(dài)動(dòng)滑塊擠壓與錐形(xíng)圓(yuán)台(tái)相連的滑(huá)軌沿孔徑軸線向中間運動; 當錐形圓台中間的受壓彈(dàn)簧達到軸向受力平(píng)衡時,係統達(dá)到穩(wěn)定狀態,從而可以精確確定當前(qián)被測孔(kǒng)徑局部位置的軸線; 反之,彈簧伸張推動錐形圓台向兩側滑動,滑台與滑軌形成相對運動,測頭沿徑向外移,直至與孔壁接觸受力達(dá)到平衡。
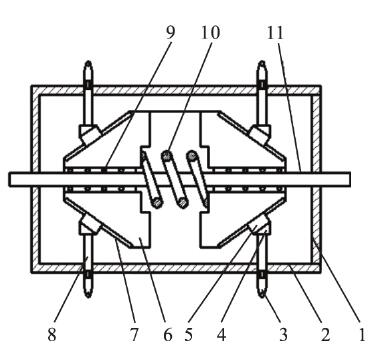
1. 端蓋 2. 套筒 3. 可換測(cè)頭 4. 找平塊 5. 滑塊 6. 錐形圓(yuán)台
7. 滑軌 8. 固定(dìng)測(cè)頭 9. 滾珠套(tào)筒 10. 彈簧 11. 定(dìng)心軸
圖(tú) 3 深孔自定心裝置
2. 3 激光發射裝置
如圖 4 所示(shì),激光發射(shè)裝置由固定在軸線上的激光器套筒和點狀(zhuàng)激光器組成(chéng)。測(cè)量時(shí)激光器發(fā)射與軸線平行(háng)的點狀光斑,入射到光電探測(cè)器表麵。
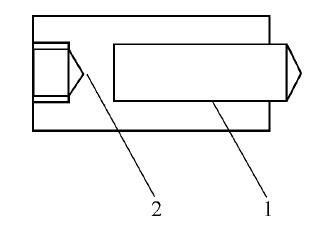
1. 點狀激光器 2. 激光器套筒
圖 4 激(jī)光發射裝置
2. 4 光電信號探測和處理係統
如圖 5 所(suǒ)示(shì),光電信號探(tàn)測和處理係統主要(yào)由四象限位置光電(diàn)探測器、數據采集模塊、上位機構成。
四(sì)象(xiàng)限探測(cè)器作為一(yī)種常用的位置敏感器(qì)件( Position Sensitive Detector,PSD) ,是通(tōng)過(guò)光刻把一個圓形光敏麵分割成麵積相等、形狀相同、位置對稱(chēng)的四個相互隔(gé)離的區域( 象限) ,並分別鍍上前極,引出輸出線,而後極(jí)則仍為一個(gè)整片。實際上每個區域相當於一個光電探測器,在理想狀態下每個區域的暗電流相等。當(dāng)入射光點落在器件感光麵的(de)不同位置時,四象限(xiàn)探測器的每個象限輸出不同幅度的電信號,通過對這些(xiē)信號的幅(fú)度進行計算,可以確定入射光斑中心在感光麵上的位置。
四象限探測器每個象限的輸出取決於兩方麵的因素,即入射光的能量 I 和光斑照射到(dào)該象限的麵(miàn)積(jī)。如果光(guāng)斑的能量分布(bù)不(bú)均勻,則輸出也是(shì)位置 x,y) 的函數,可(kě)用(yòng) I( x,y) 表(biǎo)示(shì)。
通常目標光斑幾(jǐ)何形狀對稱、能量分布均勻。當其位於探測器中心時,各個(gè)象限由於光輻射量相同,輸(shū)出相等的光電流,偏差為 0。當目標光斑相對探測器中心產(chǎn)生偏移,四(sì)個象限由於光輻射量不同而產生不同的光電流(liú)。通(tōng)過對光電流的偏差處理即可(kě)推知目標光斑相對四象限探測器中心的偏移,從(cóng)而對目標光斑中心進行定位。
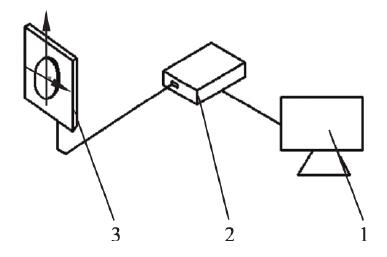
1. 上位(wèi)機 2. 數據采集盒 3. 四象限光電探測器
圖 5 光電信號探(tàn)測和處理係統(tǒng)
數據采集模塊采用高精度 PSD 位置傳感器信號采集處(chù)理板,該信號處理器可提供 RS232、RS485、USB 接口,采(cǎi)用高速 18 位 AD 芯片,內部集成高精密 PSD 偏置電壓,可處理一維、二維 PSD 位(wèi)置傳感(gǎn)器(qì)及四象限探測器的光(guāng)電(diàn)信號。
2. 5 PSD 位置調節裝置
PSD 位置調(diào)節裝置采用典(diǎn)型的 X / Y / Z 三坐標(biāo)調節台,用於完成(chéng)光電探測器信號初始(shǐ)位置的(de)調零,如圖 6 所示。
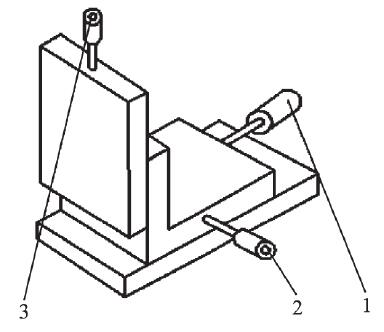
1. Z 坐標調節(jiē)旋鈕 2. X 坐標調節旋鈕 3. Y 坐標調節旋鈕
圖 6 PSD 位置調節裝置
3、 測(cè)量儀器及測試方(fāng)法
按上述設計思想製作(zuò)的測量(liàng)機器人如圖(tú) 7 所示。如圖 1 所示,測(cè)試時首先將測量機器人深孔行進機構Ⅰ、自定心裝置Ⅱ置於被(bèi)測孔內,激光測量頭Ⅲ發出點狀測量光(guāng)斑並投射到四(sì)象限光電板,通過位置調節裝置Ⅴ完成測量(liàng)初始位置校零(líng),使測量光斑置於光電麵板中心,同時顯示於上位機軟件測試圖像中心點。
利用手機藍牙(yá)驅動行進機構Ⅰ開始動態測試(shì)。
當行進機構前進時,通過聯軸器帶動自定心裝置Ⅱ沿(yán)管道(dào)軸線前進。自定心(xīn)裝置由於具有自我調節孔心功能,可以定出待測位置軸線。通過置於定心(xīn)裝置軸線後端的激光器發出激光並投射到四象限光電板(bǎn),四象限光電探測器捕捉光信號經電路放大處(chù)理和采集(jí)後上傳並(bìng)顯示於上(shàng)位機,並記錄當前位置(zhì)數據。重複上述過程,可以完成通孔或盲孔的整(zhěng)個軸
線度測(cè)量。
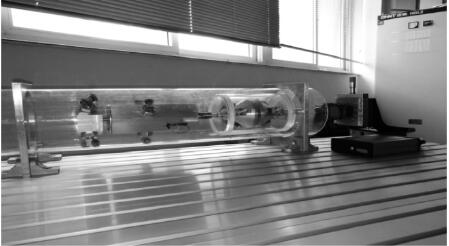
圖 7 測量機器人實物(wù)
4 、結語
本文提出的基於(yú) PSD 的深(shēn)孔軸線度測量機器人,通過(guò)對稱分布的雙錐台定心(xīn)結構實(shí)現了被測孔徑的自適應定心,通過四象限位置敏感器件實現了孔徑軸線位置的實時測量。尤其是通過創新的驅動裝置設計,還實現了深孔測量(liàng)中盲孔不易測量功(gōng)能。與現有深孔直線度測量方法相比,本文提出的測(cè)量方法(fǎ)可實現精密儀器中深孔、盲孔任意截麵直線度參數的測(cè)量。
投稿箱:
如果您有機床行業、企業相關(guān)新(xīn)聞稿件發表,或進行資訊合作,歡迎聯係本(běn)網編輯部, 郵(yóu)箱:skjcsc@vip.sina.com
如果您有機床行業、企業相關(guān)新(xīn)聞稿件發表,或進行資訊合作,歡迎聯係本(běn)網編輯部, 郵(yóu)箱:skjcsc@vip.sina.com
更多相關信息
")
業界視點
| 更多

行業數據
| 更多
- 2024年11月 金(jīn)屬切削機床產量數據
- 2024年11月 分地區金(jīn)屬切(qiē)削機床產量數(shù)據
- 2024年11月 軸承出口情況(kuàng)
- 2024年11月 基本(běn)型乘用車(轎(jiào)車)產量數據
- 2024年(nián)11月 新能源汽車產量數據
- 2024年11月 新能(néng)源汽車銷量(liàng)情況
- 2024年10月(yuè) 新能源汽車產(chǎn)量(liàng)數(shù)據
- 2024年(nián)10月 軸承出口(kǒu)情況
- 2024年10月 分地(dì)區金(jīn)屬切(qiē)削機床產(chǎn)量數據
- 2024年10月(yuè) 金屬切(qiē)削機床產量數據
- 2024年9月 新能源汽車銷(xiāo)量情況
- 2024年8月 新能源汽車產量數據
- 2028年8月 基本型乘用車(轎車)產量(liàng)數據