



基於 Device Net 總線的機械手臂控製係統設(shè)計
2017-5-19 來源:西安航空學院電子工(gōng)程(chéng)學院 作(zuò)者:喬社娟,高振江
摘要: 機械(xiè)手臂是工業生產線實現自動化的重要裝(zhuāng)置,針對機械手臂多動作運動的要求,提出了一種以 Device Net總線為通信(xìn)方式、觸摸屏為人機接口、PLC 為控製單元(yuán)、伺服電機控製機械手(shǒu)臂的控製(zhì)方案,介紹了係統的總體設計,描述了硬(yìng)件組態配置與軟件設(shè)計。此控製係統已在實際工業生產(chǎn)線中取得驗證,提高了生產線的自動化程度和可視度。
關鍵(jiàn)詞: Device Net 總線; 伺服控製; 機械手(shǒu)臂
0.引言
隨(suí)著(zhe)自動化技術的快速發展,機械手臂以其操作靈活、易 於 控 製、穩 定(dìng) 等(děng) 特(tè) 點(diǎn) 被 廣 泛 應 用(yòng) 於(yú) 工 業 生 產 線(xiàn)中[1-2],尤其在一些重金屬、多粉塵、高溫、高強度等特殊(shū)環境中,迫切需(xū)要機械手臂進行取件、分揀(jiǎn)等操作[3-4]。目前,工業生產線中主要通過 PLC 控製機械手(shǒu)臂,集(jí)中控製管理和可視(shì)化程度不高。Device Net 總(zǒng)線是在 CAN 總(zǒng)線基礎上(shàng)推出的一種開放、低價、實時、可靠、標準的工業控製(zhì)底層的現場總(zǒng)線通信技術(shù),主要用於構建底層控製網絡[5]。Device Net 總(zǒng)線(xiàn)技術能將可編程控製器、機器人、變頻器等各類工控設備連(lián)接在網(wǎng)絡中,最多支持 64 個(gè) 點,通信(xìn)速率隻用了125kbps、250kbps、500kbps 三種,端與端的網絡距離最大可達 500m[6-7]。因此,Device Net 可將不(bú)同(tóng)設備或(huò)者分散(sàn)的設備集中控製(zhì)管理,避(bì)免昂貴和繁瑣的硬件(jiàn)接線。本文設(shè)計了基於 Device Net 總線的機械手臂控製係統,利用 PLC 控製伺(sì)服(fú)電機精確(què)控製機械手臂動作(zuò),通過觸摸屏實時監控生產線運行狀態和報警情況,提高了生產線的自動化程度,增強了係統的安全性和可視度。
1.係統(tǒng)控製要求
本係統主(zhǔ)要(yào)針(zhēn)對工藝要(yào)求繁多、難易程度一般的工(gōng)業自動化生產線,需要滿足以下(xià)要求:( 1) 整個係統(tǒng)穩定可靠、經濟實用;( 2) 兩組(zǔ)機械臂同時在不同位置進行不同操作,機械手臂(bì)位置參數可通過上位機手(shǒu)動設置,機械手臂能夠實(shí)現多種動作,如: 左移、右(yòu)移、上移、下移、內移、外移、抓取(qǔ)、鬆(sōng)開(kāi)等 3) 整個係統的每個動作(zuò)能夠實現自動(dòng)連續周期、自動單周期、手動單步控製;( 4) 係統中所有控製目標(biāo)的設備狀(zhuàng)態、控製命令、機械手臂動(dòng)作與位置(zhì)、異常情況及報警等信息都可(kě)通過(guò)網絡顯示在上位機,同時報警信息(xī)需要在不(bú)同機械部位以聲光形式顯示。
2.係統設計方案
2. 1 係統結構
基於 Device Net 總線的機械手(shǒu)臂控製係統采取(qǔ)主從站控製方式,包含上位機、主控製器、從(cóng)控製器、電磁閥與開關、傳感(gǎn)器等(děng) I/O 接口等,係統結構如圖 1 所示。
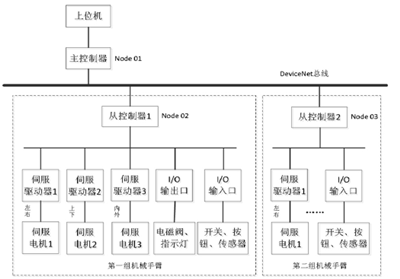
圖 1 係統結構圖根據係統穩(wěn)定性
經濟實(shí)用性要(yào)求(qiú),本係(xì)統上位機選用觸摸屏,主站直接選用的 Device Net 模(mó)塊,從站采(cǎi)用經濟型(xíng)普通 PLC 可編程控製器,主從站通過工業總線(xiàn)轉換模(mó)塊進行通信(xìn)。
2. 2 係統主從站設計
經過綜合考察對比,本係統的主從(cóng)站主要采用 Delta產品構成,選用進階薄型主機 DVP-12SA2 模塊作為主控製器,左側高(gāo)速擴展總線 DEVICENET 專用模塊(kuài)作為通信(xìn)模塊,上位機選用 DOP-B10S411 觸(chù)摸屏。考慮到經濟(jì)實用性和可靠性,本係統選用(yòng)兩個最(zuì)具經濟效益的 DVP-32ES2 作為從控製器控分別單獨控(kòng)製兩組機(jī)械臂,選用一個 DVP16XM211N 作(zuò)為數字輸(shū)入擴展模塊,所有模塊(kuài)通過DVP-PS01 導(dǎo)軌式工業電(diàn)源供電。由於 DVP-32ES2 不具備 Device Net 通信功(gōng)能[8],主從站(zhàn)之(zhī)間采用兩個 IFD9502 工業總線(xiàn)轉換模塊。IFD9502複合標準(zhǔn) Device Net 通(tōng)信格式(shì),可連接變頻器、可編程控製器、溫控器(qì)、伺服驅動器等所(suǒ)有(yǒu) Delta 工業自(zì)動化產品,具有(yǒu) RS232 和 RS485 兩種通信方式,通信速率與 Device Net總線匹配,通(tōng)過旋轉開關和撥碼開關分別設置已連接下位設備的通信地址和設(shè)備類(lèi)型,一個 Device Net 通(tōng)信網內所有下位設備具有唯一的通信地址,如圖(tú) 1 中的 Node 01、Node 02、Node 03。
觸(chù)摸屏和 PLC 之間通過 Device Net 進行通信。使用Device Net Builder 組態軟件和(hé) DOPSoft 組態軟件(jiàn)對機械手臂控製係統進行軟件(jiàn)組態,使用 Delta WPLSoft 對機械臂(bì)動作和異常信息報警進行軟件程序設計。
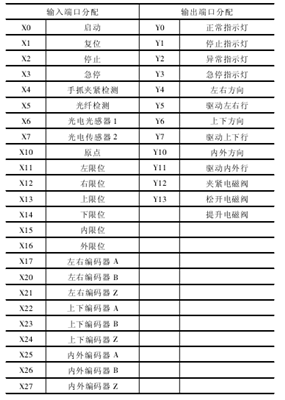
本係統第一組機械臂 I/O 分配表(biǎo)如表 1 所示,第二組機械臂與第一組機械臂 I/O 分配表相類似(sì)。
表 1 第一組機械臂對應 I/O 分配表
2. 3 係統軟件設計
本係統軟件包(bāo)含 Device Net 組態配置軟件、觸摸屏組(zǔ)態軟件和 PLC 控製軟件三部分。
(1) Device Net 網絡配置: 通過 Device Net Builder 網絡工具對(duì)掃描在線的(de)所有模塊進行(háng)“通信地址(zhǐ)”、“通信速率”、“通信格式(shì)”等信息進行配置,最終將(jiāng)所有模塊組在一個網內(nèi);
(2) 觸摸屏組態(tài)軟件: 觸摸屏是人機連接的主要接(jiē)口,負責完成機械臂參數設置的同時,主要顯示 I/O 接口的(de)運行(háng)情況與報警時產生的異常信息,異常情況通過走馬燈形式顯(xiǎn)示,操作者可根據機械(xiè)中(zhōng)的聲光指示燈判斷出(chū)故障的大概位置,異常詳細情況即可通過觸摸屏顯示獲取,避免了普通 PLC 控製係統出現異常(cháng)需要逐級排(pái)線查找的繁瑣;
(3) PLC 控製軟件: PLC 控製程序采用具有嚴(yán)謹邏(luó)輯關係的順序控製設計法,實(shí)現的功能包含: 機械手臂左右、上下、內外、抓取、鬆(sōng)開等,工作方式切換,以及異常報警解(jiě)析,異(yì)常情(qíng)況隻有在 PLC 控製軟件中(zhōng)正確解析後傳遞給觸(chù)摸屏進行顯示,從站 PLC 控製流程如圖 2 所示,異常解析作為一個獨立分(fèn)支,從程序開始同步與機(jī)械臂動作進行,當發(fā)生異常時(shí)首先停止機械臂動作防止發生機械(xiè)損(sǔn)壞,異常(cháng)清除後機械手臂繼續完成當前(qián)動作,無(wú)需重(chóng)新上電。
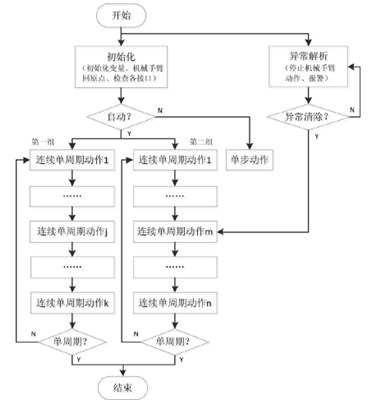
圖 2 從(cóng)站 PLC 控製流程圖
3.結束語
機械手臂作為生產線重(chóng)要的自動化機(jī)械裝置,在工業、醫療、軍事等各行業被廣泛應用[9]。本文結合 Devi-ce Net 總線技術、觸摸(mō)屏組態技術和 PLC 控製(zhì)技術實現了兩組機械手臂單獨的多方位自由運動,異常情(qíng)況及時報(bào)警並顯示(shì)詳細原因。本係統已在某自動化生產(chǎn)線投入使用,經過(guò)驗證達到了係統穩(wěn)定可靠、安全、經濟實用的要求,提(tí)高了生產線自動化程度和可視度,同時,本係統硬件和軟
件設計適合多場合生產(chǎn)線機械(xiè)手臂要求,可根(gēn)據不同的工藝要求稍作調整(zhěng)。
投稿(gǎo)箱:
如果您有機床行業、企業相關新聞稿件發表,或進行資訊合作,歡迎聯係本(běn)網編輯部, 郵箱(xiāng):skjcsc@vip.sina.com
如果您有機床行業、企業相關新聞稿件發表,或進行資訊合作,歡迎聯係本(běn)網編輯部, 郵箱(xiāng):skjcsc@vip.sina.com
更多相關信息

業界(jiè)視(shì)點
| 更多
")
行業數據
| 更多
- 2024年11月 金屬(shǔ)切削機床產量數據
- 2024年11月 分地區(qū)金屬(shǔ)切削機床產量數據
- 2024年11月 軸承出口情況
- 2024年11月 基本型乘用車(轎車(chē))產量數據(jù)
- 2024年11月 新能源汽車產量數據
- 2024年11月 新能源汽車(chē)銷量情況
- 2024年10月(yuè) 新能(néng)源汽車產量數據
- 2024年10月 軸承出口(kǒu)情況
- 2024年(nián)10月 分地區金屬切削機床產量數據
- 2024年10月 金屬切削機床產量數據
- 2024年9月 新能源汽(qì)車銷量情況
- 2024年8月 新(xīn)能源汽車產量(liàng)數據
- 2028年8月 基本型乘用車(轎車)產量數據
博文選(xuǎn)萃
| 更多
- 機械(xiè)加工過程圖示
- 判(pàn)斷一台加工中心精(jīng)度的幾種(zhǒng)辦法
- 中走絲線切割機床的發展(zhǎn)趨勢
- 國產數控係統和數控機床何去何從?
- 中國的技術工人都去哪裏了?
- 機械老板做了十多年,為何還是小作坊?
- 機械行業最新自(zì)殺性(xìng)營銷,害人(rén)害己!不倒(dǎo)閉才
- 製造業大逃亡
- 智(zhì)能時代,少談點智造,多談點製(zhì)造
- 現實(shí)麵前,國(guó)人(rén)沉默。製造(zào)業(yè)的騰飛,要從機床
- 一文搞(gǎo)懂數(shù)控車床加工刀具補償功(gōng)能
- 車床鑽孔攻螺紋加工方法及(jí)工裝設計
- 傳統鑽削與螺旋銑孔加工工藝的區別