



機器臂(bì)控製係統(tǒng)設計
2016-11-9 來源:佳木斯大學 作者:周虹(hóng)
摘要:機械臂主從式結構被廣(guǎng)泛(fàn)應用於微創手術(shù)和遙操作中,分為主臂係統和從臂係統,而控製係統在主從機器臂(bì)係統中居(jū)於核心地位.本文針對機(jī)械(xiè)臂的控(kòng)製係統,給出了了機(jī)械(xiè)臂的控製係統總體方案;通過設計機械臂運動控製方案分,-t1給出基於CAN總線(xiàn)的(de)伺服運動控製單(dān)元和基(jī)於運動控製卡的伺服運動控製單元;針時(shí)控製係統軟件,設計了軟件的總體結構和容錯設計:為了更好(hǎo)的對機械臂進行運動規劃控(kòng)製(zhì),提出了插補法進(jìn)行運動規劃。通過運行試驗表明,該(gāi)運(yùn)動規劃是可行的,有(yǒu)效的。
關鍵詞(cí):機械臂:控製係統;運動規劃
機械臂主從式結構(gòu)被廣泛應用於微創手術和遙操作中,分為主臂係(xì)統和從臂係統。主臂係(xì)統由一對主臂和一個(gè)監視器構成:從臂係統由用(yòng)於具體定(dìng)位的機器人手臂組成。目前主操作臂的應用已(yǐ)經商品化.本文針對(duì)從臂的控(kòng)製采用關節控製方式將主臂和(hé)從臂的關節一一對應。即主(zhǔ)臂的各個關節獨立控製從臂的各個關(guān)節,對應關(guān)係比較(jiào)簡單,且各個關節之間相互獨立與(yǔ)解耦,比較容易實現,適合與主從同(tóng)構的情況下。
1.控製係統總體方案(àn)
機器人控製係統在主從機器人係統中居於核心地位,起著(zhe)協調(diào)主從機械(xiè)臂監控對象,為操(cāo)作(zuò)者提供(gòng)操作信息的作(zuò)用。主從控製係統係統一般由操作者、主手、控製係統、從手和操作目標5部分構成.如(rú)圖1所示。

圖1控製係統的構成(chéng)
2.機械臂運動(dòng)控製(zhì)方案
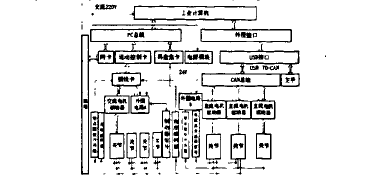
圖2機械(xiè)臂運動控(kòng)製方案
運動控製係統是機械臂控製係統中的核心(xīn)部分.其中(zhōng)硬件部分主要(yào)包括工業控製計算機、從(cóng)手(shǒu)伺服控製單元、機械臂控(kòng)製(zhì)單元、碼(mǎ)盤(pán)數據采集卡、外圍電路板等部分。控製方(fāng)案如圖2所示。
2.1基於CAN總線的伺服運動(dòng)控製單元
CAN總線驅動能力強,在短距離mm)條件(jiàn)下具有高速(1Mbit/s)數據傳輸能力,可掛接多達127個網絡節點。所有參加(jiā)CAN總線的分係統都可以通過其控製(zhì)單元上的CAN總線接口進行數據(jù)的發(fā)送和接(jiē)收。當某(mǒu)一單元出現故障時(shí)不會影響其他單元的工作。基於CAN總線驅動能力比較強的特點.選(xuǎn)擇(zé)了支持CAN總線的驅動器——德國產品EPOS係列。機械臂有4個直流電機。根據(jù)各電機功率要求.選擇了EPOS24/1和EPOS24/5兩種類型的驅動器,通過CAN總(zǒng)線連接各個(gè)驅動器作為控製節點.如圖3-4所示。再通過CAN總線與USB轉接1:3與工控機(jī)通信.便於整體控製與協調(diào)運動。轉(zhuǎn)接El選(xuǎn)用德國IXXAT公司PC/CAN接口USB—to—CAN compact。
2.2基於運動控製卡的伺服運動控製(zhì)單元
號為運GE動80控0⋯製P卡V:選用同高公(gōng)司生產的GE係列運動控製器(qì).型 PCI G。該控製(zhì)器的核心(xīn)由DSP和FPGA組成,能夠實現同時控製8個軸協調(diào)運動,可編程梯形曲線規劃和S曲線規劃(huá)。控製器支持模擬量與脈衝量兩種輸出方式(shì),具有16路通用數字I/O端口。每個(gè)軸都具有原點Home信號捕獲、編碼器Index信號捕獲、電機正負限位等(děng)功能。同時還提供(gòng)了12位精度的A/D轉換器和RS232串(chuàn)行通訊擴展功能(néng)。
電機與(yǔ)驅動(dòng)器(qì):每條機械臂的移動關節主要是實現整體(tǐ)的升降,因為承(chéng)載比較大,需要提供約200W的輸(shū)出功率,因此決定采用交(jiāo)流電機來實現這一功能。選用安川I交(jiāo)流伺服電機YASKAWA SGDM,配套的驅動器型(xíng)號為(wéi)SGMJV 04AYAA6C。根機器人出現失控狀態,並給出操作者相應的警告信息。據電機的功率.選用(yòng)ACJ-055—18型直流伺服驅動器和ACK一055--06型直流伺服驅動器。
3.控製係統軟件設計
3.1軟件總體結構(gòu)
對(duì)於機器人控製係統來說根據完成功能(néng)的不(bú)同可以(yǐ)劃分為(wéi)機器(qì)人控製(zhì)部(bù)分、規(guī)劃部分以及其它輔助部分.采(cǎi)用麵向對象的(de)設計方法在控製軟件中將以(yǐ)上幾部分封裝到了相應類中,即電機類、控製(zhì)類、規劃類、輔助類以及機器人類(lèi)這幾個(gè)功能類。類對象的結(jié)構圖(tú)見圖(tú)3。
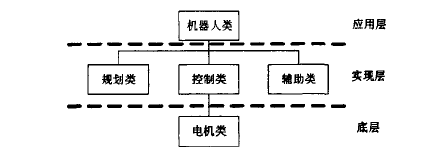
圖(tú)3類對象的結(jié)構圖
電機類主要負責控製單個電(diàn)機運動,屬(shǔ)於底層類,它(tā)封裝了運動(dòng)控(kòng)製器對電機操作的(de)所有接口函數,若要更換不同型號(hào)的運動(dòng)控製(zhì)器隻需要重(chóng)新編寫該類(lèi)內各成員函(hán)數的(de)具體實現代碼即可.大大提高了軟件的通用性和擴展性。控製類負責總體管理電機(jī)使它們(men)協調運動。實際上它是通過控製各個關節對應的電機類,再由電機類直接控製電機以此(cǐ)實現(xiàn)協調電機運動的目的。
規劃類(lèi)是(shì)實現軌跡規劃功能的一個類.由於機器人的(de)不同動作的規劃方式都不同。因此每個動作都對應了一種規劃類.RobotPlan類內包含運動學、逆運動學、主從手運(yùn)動學轉換關係(xì)式等函數.圓錐擺規劃類與(yǔ)普(pǔ)通的規劃類都是由RobotPlan派生而來的子類。輔助類主要用於管理機器人的其它輔助性操作.主要包括通過串口與數據(jù)采集(jí)卡分別獲取外置光電編碼器反饋的脈衝數(shù)、控製電磁離合器吸合。
機器人類是處於軟件頂層的類。它能(néng)夠協調以上提到的所有類。其代表整個機器人的實體(tǐ),通(tōng)過控製機器人類就能夠使機器人完成各種運動。
3.2控製軟件的容(róng)錯性設計
操作者在使用軟件時難免(miǎn)會有誤操(cāo)作的情(qíng)況,在實際運行中如果控製軟件不能夠檢測出這種錯誤,可能會對機器人造成損壞。因此需要一些容錯性設計(jì)。主要體現在以下三個方麵。跟蹤誤(wù)差極限:如果實際位置誤差滯後超出預設值,控製器將中斷出錯(cuò)電機.發送運(yùn)動出(chū)錯指令(lìng)。這種情況一般發生在位置反饋消失、係統響(xiǎng)應速度較慢或電機(jī)發生故障(zhàng)時。速度限製:主(zhǔ)從控製中,當操作主(zhǔ)手動作過快時。關節速度就會很大,影響運動精度的同時,也給手術帶來風險,為此運動時檢測運動速度,當首次速度接近電機極限速度時,給(gěi)出警告,若連續兩次運(yùn)動速度過大時,從手機械臂(bì)就會停止運動,不再接(jiē)收主手的信息。
位(wèi)置限製:軟件還對增加了從手機械臂極限位置的限製,當運行到(dào)接近機械臂(bì)極限位置時,主手增加力反饋(kuì),使操作者感到阻(zǔ)力增大而減緩運動或者調整主手位姿重新運動。當(dāng)超出極限位置時從手自動停止運動(dòng)。
控製軟件的容錯性設計使操作者在誤操作的時候,不會對機器(qì)人出現失控狀態,並給(gěi)出操作者相應的警告信息。據電機的功率.選用ACJ-055—18型直流伺服(fú)驅動器和ACK一055--06型(xíng)直流伺服驅動器。
4.運動(dòng)規劃
當機器臂(bì)末端從初始位置運動到目(mù)標位置時.就是在關節空間中進(jìn)行軌跡規劃。首(shǒu)先將關節變量映射成時間的函數(shù),並規劃它的一階和二階時間(jiān)導數。當指定好末端器械的起(qǐ)始位姿(zī)、終止位姿以及若幹中間位姿後首先通過運動學反解將(jiāng)各路徑點轉換成關節角(jiǎo)度值,然後對每個關節擬合一個光滑(huá)函數,使之從起始點開始,依次通過所有路徑(jìng)點,最後到達目標點。本節根據實際需要,選擇(zé)了兩種插值計算方法:帶(dài)拋(pāo)物線過渡的直線插補與(yǔ)多項式插補。
1.帶拋物線過渡的直線插補
各個關節在相鄰路徑(jìng)點之間采用線(xiàn)性插值.同時為(wéi)了避免角速度突變.插值(zhí)初期采用拋物(wù)線過渡。由於運動控製卡提(tí)供了帶拋物線過渡的直線插補函數.所以隻需要直接調用就可以。這裏不再做過多敘述(shù)。
2.多項(xiàng)式插補
對於多項式插補(bǔ),本文采用4—3—4軌跡(jì)法.即每次運動每個關節都有三段運動軌跡:第一段(duàn)由初始點到提升點的軌跡用四次多項(xiàng)式表示.中間段由提升點到下放點的軌跡用三次多項式(shì)表示,最後一段由下放點(diǎn)到終止點的軌跡由四次多項式表示。同(tóng)時.還需要滿足一定的約束(shù)條件。如各關節(jiē)的位移、速度和加速度在整個(gè)時間(jiān)問隔內連續(xù)性(xìng)要求.其極值必(bì)須在各個關(guān)節變量的允許範圍之內等。根據所求方程求解要求(qiú).需要考慮14個邊(biān)界條件:起始點的(de)位置、速度與加速度:中間點位置:中間點位置、速度與加速度的連續性:終止點的(de)位置、速度與加速度。考慮(lǜ)這些邊界(jiè)和過渡條件規劃出這條軌跡.求解出解析式:

選取機(jī)器人(rén)路徑點見表1.這裏采用在關節空間內(nèi)等分關(guān)節角來規劃路徑(jìng)點,運行速度可以更(gèng)加平穩,經過規(guī)劃後得到的機器人各關(guān)節軌跡、速度與加速度曲線,其中關節1如圖4。
表1機器人路徑點
表1
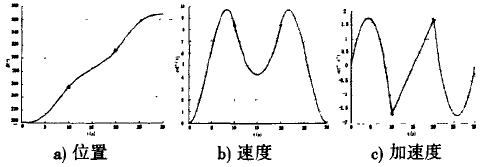
圖4關節I關節(jiē)空間規劃
5.本(běn)章小結
本文設計了機器臂控製係統總的控製方案和構(gòu)成.並對硬件係(xì)統作說明。此外。針對(duì)控(kòng)製係統進(jìn)行了(le)軟件(jiàn)總體設計和軟(ruǎn)件容錯設計通(tōng)過插補法實現機械臂的運動規劃,並通過仿真實驗,表明方法是(shì)有效的,實用的。
投稿箱:
如果您有機床行業、企業相(xiàng)關新聞稿件發表,或進行資(zī)訊合作(zuò),歡迎聯係本網編輯部, 郵箱:skjcsc@vip.sina.com
如果您有機床行業、企業相(xiàng)關新聞稿件發表,或進行資(zī)訊合作(zuò),歡迎聯係本網編輯部, 郵箱:skjcsc@vip.sina.com
更多(duō)相關信息

業界視點
| 更多

行業數據(jù)
| 更多
- 2024年11月 金屬(shǔ)切削機床產量(liàng)數據
- 2024年11月 分地區金屬切削機(jī)床產量數(shù)據
- 2024年11月 軸承出口情況
- 2024年11月(yuè) 基本型乘用車(轎車)產(chǎn)量數據
- 2024年11月 新能源汽車產量數據
- 2024年(nián)11月 新能(néng)源汽車銷(xiāo)量情況
- 2024年10月 新能源汽車產量數據
- 2024年(nián)10月 軸承出口(kǒu)情況
- 2024年10月 分地區金屬切削(xuē)機床(chuáng)產(chǎn)量數據
- 2024年10月 金屬切削(xuē)機床產量數據
- 2024年(nián)9月 新能(néng)源(yuán)汽(qì)車銷量情況
- 2024年8月 新能源汽車產量數據
- 2028年8月 基本型乘(chéng)用車(轎車)產量數據