



金(jīn)屬增材製造設計(jì) — 入門指南
2018-3-12 來源:轉(zhuǎn)載 作者:-
增材製造(zào) (AM) 為構建具有自由形狀和複雜特征的零(líng)件提供了極大的自由度,可直接根(gēn)據CAD數據製造成品,無需(xū)使用成本高昂的加(jiā)工工具。若以傳統方式(shì)來製造這(zhè)些設計複(fù)雜的零件,則顯得非常不切實(shí)際,甚至根本不可(kě)能完成。增材製造技術製造的零件(jiàn)往往更輕、更高效且能夠更好地發揮工作性能。
然而,這(zhè)並不是說(shuō)這種靈活(huó)性能夠讓我們隨心所欲地設計任何想要的形狀,至少在成本的約束下,我們(men)也不可能做到這一點。
與任何製(zhì)造工藝一樣(yàng),增材製造技術也有自己的優勢和局限性。例如,對於采用激光粉末床熔化技術製作的零件,如果設計有懸伸部分 — 也就是具有要在未熔粉末的頂部進行熔融加工的位置 — 則(zé)可能(néng)需要設計一次性支撐才能順利(lì)完成加工。這些支撐會增加(jiā)加工時間、消耗更多材料(liào),而且還(hái)需(xū)要額外的後處理來進行移除。

功能經過優化的零件
下(xià)圖 — 功能雖經優化但並不是(shì)為用於增材製造 (AM) 而設計的(de)零件(jiàn)可能需要大量支撐,導致它們的製造效率偏低。
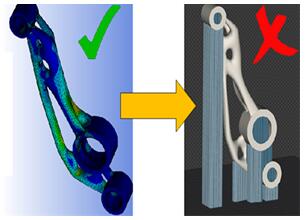
因此,如果我們打(dǎ)算采用增材(cái)製(zhì)造技術生產性能優異的零件(jiàn),同時又要兼(jiān)顧經濟和實用(yòng)性,那麽增材製造設計 (DfAM) 就變得(dé)尤為重(chóng)要。“拓撲優化確實是最優的嗎?”一文介(jiè)紹了功能優化與(yǔ)工藝(yì)設計之間(jiān)的緊密聯係。
本文則介(jiè)紹了(le)能(néng)夠提高增材製造加工的成功(gōng)率及生產(chǎn)效率的諸多關鍵因素,並解釋(shì)了設(shè)計師在開發高效的生(shēng)產(chǎn)零件時應遵循的(de)一些(xiē)重要指導(dǎo)原則。
因素1 — 殘留應力
殘留應力是快速加熱和冷卻的必然產物,這是激光粉末床熔化工藝的固有特性。每一個新的加工層都是通過如下方式構建的(de):在(zài)粉末床上移動聚焦激光,熔化粉末(mò)頂(dǐng)層並將其與下方的一個加工層熔合(hé)。熱熔池中的熱量會傳遞至下方的固體金屬,這樣熔融的金屬就會冷卻並凝固。這一(yī)過程非常(cháng)迅(xùn)速,大約隻有幾(jǐ)微秒。
新的金屬層在下層金屬的上表麵凝固和冷卻時會出現收縮現象,但由於(yú)受到下方固體結構的限製,其收縮會導致層與層之間形成剪切(qiē)力。
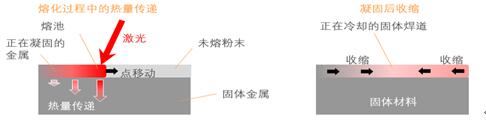
上圖 — 激(jī)光(guāng)在固(gù)體基體的頂部(bù)熔融金屬形成新的(de)焊道(dào)(左)。激光沿著掃描矢量移動並熔融粉末,隨後通過將熱量傳遞至下方的固體金屬,熔融(róng)後的粉(fěn)末開始冷卻。凝固後,冷卻金屬收縮,該金屬層(céng)與(yǔ)下一(yī)層之(zhī)間就會形成剪切力(右(yòu))。
殘留應力具(jù)有破(pò)壞性(xìng)。當我們在一個加工層頂部增加另一個加工(gōng)層時,應力隨之形成並累積,這(zhè)可能導致零件變形,其邊緣卷起,之後可能(néng)會脫離支撐:
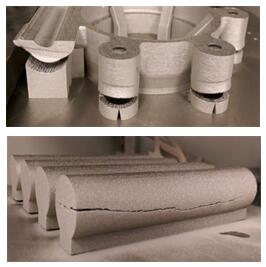
在比較極端的情況下,應力可能會超出零件的強度,造成組件破壞性開裂或加工托盤(pán)變(biàn)形:
這些(xiē)效應在具有(yǒu)較大橫截麵的零件中最為明(míng)顯,因為此類零件(jiàn)往往具有較長的焊道,而且剪切力作用的距離更長(zhǎng)。
盡可能減小殘留應力
解決這一問題的手段之(zhī)一是改變我們(men)的(de)掃描策略,選擇一個最適合零件幾何形狀的(de)方法。當我們用激(jī)光軌跡(jì)填充零(líng)件中(zhōng)心時(shí),通常(cháng)會來回移動激光,這一過程(chéng)稱之為(wéi)“掃描”。我們所選擇的模式會(huì)影響掃(sǎo)描矢量的長度,因此也(yě)會影響可能在(zài)零件(jiàn)上積(jī)累的應(yīng)力水平。采用縮短掃描矢量(liàng)的策略,則會相(xiàng)應減少產生的殘留應力:
迂回掃(sǎo)描模式
• 完(wán)成每層掃描後旋轉67°
• 加工(gōng)效率較高
• 殘(cán)留應力逐漸增加
• 適合小、薄特征
條紋掃描模式
• 殘留應力均勻分布
• 適(shì)合大型零件
• 加工效率高(gāo)於棋盤掃描模式
棋盤掃描模式
• 每層分為若幹個5x5 mm的島(dǎo)狀區域(yù)
• 完成每層掃描後將整體模式和每個島狀區域旋轉67°
• 殘留應力均(jun1)勻分布(bù)
• 適合大型零件
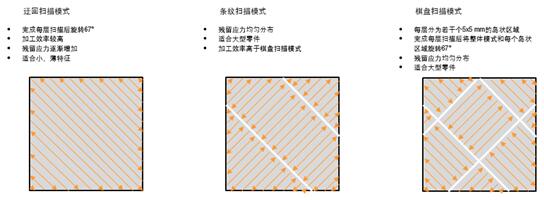
上圖 — 掃(sǎo)描策略與適合(hé)它們的不同(tóng)零件類型。兩種最常見的掃描策略分別是用於薄壁零件的“迂回”掃描(也稱為光(guāng)柵掃(sǎo)描),及用於具有較(jiào)厚截麵的零件的“條紋”掃描。“棋盤”或“島狀”掃(sǎo)描(miáo)策略也同樣有效。條紋和棋盤掃描(miáo)可縮短各掃描線的長度,減少殘留應力(lì)的累積。
我們也可以在從一個加工(gōng)層移(yí)至下一個加工(gōng)層時旋轉掃描矢量的方向,這(zhè)樣一來,應力就不會(huì)全部在同一平麵上集中。每層之間通常旋轉67度,以確保(bǎo)在加工完許多層後掃描方向才(cái)會完全(quán)重複。
加熱加工托盤也是用於(yú)減少殘留應力的一(yī)種方法,而序後熱(rè)處理也(yě)可減少(shǎo)累(lèi)積的應力。
殘留應力設計建議
盡(jìn)可能通過設計消除殘留應力:
• 避免大麵積不間斷熔化
• 注意橫截麵的變化
• 混合加(jiā)工將較厚的底板整合到增材(cái)製造零件中
• 在(zài)應力可能較(jiào)高的位置使用較厚的(de)加(jiā)工托盤
• 選擇一種合適(shì)的掃描策略
因素2 — 方向
在任何疊層(céng)製造工藝中,加工方向始終限定在Z軸 — 即垂直於加工托盤。請注意,加工方向並非始(shǐ)終都(dōu)是通用方向。應當選擇(zé)合適的方向(xiàng),以便使用最少的支撐材(cái)料或(huò)不使用支撐材料來生產最穩定(dìng)的加工(gōng)件。
懸伸(shēn)部分和熔融過程
在粉末床加工工藝中,由於(yú)形(xíng)狀是一層層構建起(qǐ)來的,因此層與層之(zhī)間的關(guān)聯方(fāng)式非常重要。當每一層熔(róng)化時(shí),它(tā)需要下麵的一層來提供物理支撐和散熱路徑(jìng)。
當激光熔化粉末層時(shí),如果(guǒ)粉末層下(xià)方為固體金屬,則熱量會從熔池傳遞至下方(fāng)結構,這會再次(cì)熔化部分固體金屬並形成(chéng)牢固的焊接(jiē)。隨著激(jī)光(guāng)源移開,熔池也將快速凝(níng)固,因為熱量已被有效傳(chuán)遞出去(qù)。
如果零件具有懸伸部分,那麽熔池下方區域至(zhì)少有一部分會是未熔粉末。這些粉末的導熱性遠遠低於固體金屬(shǔ),因(yīn)此來自熔池的熱量會(huì)保留更長時間,導致周圍更多粉末燒結。結果可能是,多餘材料附著在懸伸區域(yù)的底麵,這意味著(zhe)懸伸結構可能呈現(xiàn)出畸形和粗糙的表麵。
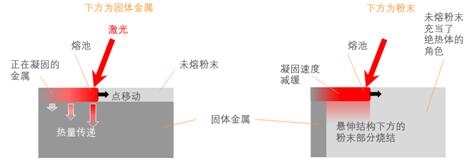
上圖 — 在(zài)固體金屬上方熔化粉末能夠快速(sù)冷卻(左)。當粉末熔化過程發生在懸伸區域時,由(yóu)於(yú)其下方是未(wèi)熔粉末,因此需(xū)要更長時間冷卻,而多餘的材料可能會附著在零件的底麵。
擺(bǎi)放方向選擇
一般來說,與加工托盤形成的角度小於45度的懸伸結(jié)構需要支撐。
懸伸表麵被稱(chēng)為下表層。它們通常(cháng)會呈現出比垂直壁(bì)麵和(hé)朝上(shàng)表麵更粗糙的表麵。這種(zhǒng)效果是熔池冷卻速度減慢導致懸伸結構下方的粉(fěn)末局部燒結所致。
通常能夠在(zài)多個(gè)方向上完成(chéng)一(yī)個零件的加工。我們(men)應選(xuǎn)擇可實現(xiàn)最理想的零件自身支撐的擺放方向,以便(biàn)盡可能降低加工成本並減少後(hòu)期處理工作。
局部最低點
局(jú)部最低點是零件上未(wèi)與下方粉末熔融層連接的任何區域。這些區域在加工過程中需要添加支撐來固定。如(rú)果在(zài)下方沒有支撐結構的情(qíng)況下開始加工,當(dāng)刮刀處理(lǐ)下一層時(shí)可能會造成第一個加工層發生位移,導致加工失敗。
局部最低點可能會非常明顯,如上(shàng)例(lì)所示。它們(men)也可能出現(xiàn)在與零件邊緣相交的橫孔和斜(xié)孔的頂部(如下例(lì)所示)。

特征擺放方向
如前所述,下表(biǎo)層的表(biǎo)麵光潔(jié)度一般較差。如果我們(men)要生產具有最佳精度(dù)的細節(jiē)特征,那(nà)麽最(zuì)好將這些特征定位在零件的頂麵,也就是上表層。嵌入下表層的細節特征很有可能會損失精度。
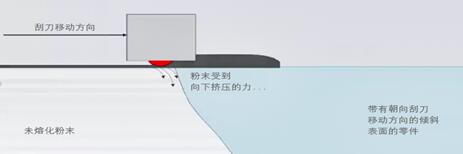
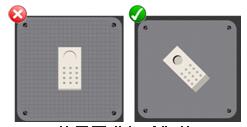
另一(yī)個要考慮(lǜ)的(de)問題是零件相對於加(jiā)粉刮刀的擺放方(fāng)向。當添加一層新的粉末時,刮刀會在粉末床上鋪開粉末,粉末逐漸被刮刀擠壓以形成新的密集層。當材料被擠壓時會在粉末床上形成壓力波。該壓力波會與朝向刮刀方向傾(qīng)斜的零件表麵相互(hù)作用,向下擠壓粉末並向上擠壓零(líng)件的前邊緣。這可能會使零件鉤到刮刀上(shàng),導致加工失敗。請注意,柔性刮(guā)刀可以降低(dī)這種影響。
上圖 — 加粉刮刀和零件斜邊的相互(hù)作用(yòng)。
支撐和斜邊的擺放應盡可能遠離刮刀方向。通過旋(xuán)轉零件,壓力波現在能夠以傾斜的角度衝擊(jī)零件,因此(cǐ)降低了零件變形的可能性。
如果無(wú)法通過旋(xuán)轉調整位置,或零件是(shì)旋轉(zhuǎn)對(duì)稱的,則可能需要添加支撐,而受影響的(de)加工麵可能需(xū)要進行後期處理。
擺放(fàng)設計(jì)建議
. 設計用於增材製造的(de)零件的加工擺放方向應明顯
. 設計師應盡(jìn)量創建自身支撐設計
. 加工成功是首要考量
. 殘留應力和表麵光潔度也是受擺放方向影響的重要因素
. 擺(bǎi)放方向可影響加工時間和成本(běn)
. 具有複雜幾何(hé)形狀(zhuàng)的零(líng)件可能不太容易擺放 — 通常需要在表(biǎo)麵質量、細節、加工時間/成本和支(zhī)撐結構之間權衡(héng)取舍
. 設計師必須評估衝突因素(sù)以確定擺放方向
因素3 — 支撐
正如我(wǒ)們之前討論(lùn)的,依賴支撐來克服擺放方向問題不是一種好的工程設計實踐。雖然我們可能會容忍在製造原型零件時付出額外的加工時間和後期處理成(chéng)本,但(dàn)是此類浪費(fèi)在批量生(shēng)產增材製造零件時則是難以接受的。過度依賴支撐表明這個零件的幾何形(xíng)狀“不夠穩固”,這對成品率有潛在影響。
支撐目的
盡(jìn)管我(wǒ)們可以通過設(shè)計來盡可能減少支撐,但有時(shí)也不可能將其完(wán)全消除。支撐(chēng)有三大主要功能:
隔離材料(liào) — 支撐可用(yòng)於“固定”未與(yǔ)前(qián)一層相(xiàng)連的材料(即與(yǔ)加工托盤形成的角度小於45°的懸伸結構,或局部最低點特征)。最好是將支撐結(jié)構集成到組件(jiàn)設計(jì)中。
殘留應力 — 我們應通過設(shè)計來減小加工過程中(zhōng)的殘留應力(lì),避免尖銳邊緣,並避(bì)免(miǎn)大麵積加工區域直接附著(zhe)在加工托盤上。如果這點無法實現,那麽可以應用(yòng)支撐來抵消零件中的應力(lì),防止材料從加工托盤上脫落。這一方法不推薦用於批量(liàng)生產加(jiā)工件。
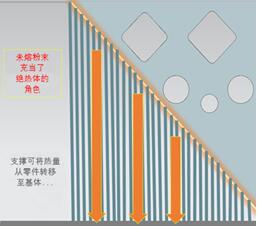
散熱通道 — 未熔粉末(mò)是一種絕熱體。支撐會從下表層區域轉移走一些熱量(liàng),這有助(zhù)於避免粉末燃燒、過度熔(róng)化、變形和變色;對於正對刮刀方向的下表層,其效果尤為顯著。通過旋轉(zhuǎn)零(líng)件改變其與刮刀的相對朝向,也可減(jiǎn)少上述不利(lì)影響。
主要支撐和輔助支撐
主要支撐指的是那些在CAD環境中隨組件一起開(kāi)發(fā)的支撐,它(tā)是一次性結(jié)構,當加工完成時將被移除。輔助支撐是那些在加工文件處理軟(ruǎn)件中生成(chéng)的支撐。
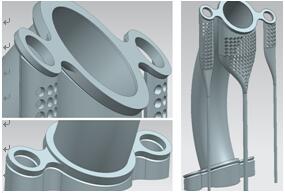
在CAD環境中開發的排氣管的主要支撐
在加工文件處理軟件中(zhōng)開發的排氣管的輔助支撐
主要支撐的特點是堅固,可控性更好。可以將它們導入到加工文件處理軟件中(以STL形式),或與零件的主體一起設計。還可以使用完整的修(xiū)訂控製功能將它們以參數的形式導出。也可以執行有限元應力分析。此外(wài),我們可以(yǐ)設計和模(mó)擬主要支撐,讓其(qí)以(yǐ)可控方式傳遞熱量。在加工文件處理軟件中創建的(de)輔助支撐也可通過參(cān)數進行管理,但缺乏可追溯性和可重複性。如果更改零(líng)件(jiàn)設計,它們可能需要重建。
混合支撐設計充分利(lì)用CAD設計和加工文件處理軟件的優勢來實現最佳(jiā)方案。
圓角和倒角
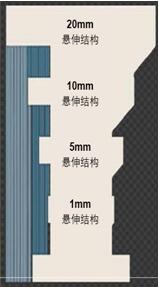
雖然0.3 – 1 mm的(de)水平懸伸結構可采用自身支撐,但是(shì)不(bú)建議這樣做。而超過1 mm的懸伸結構則必須要重新設計(jì)或為其添加支撐。可在組件中添加圓角和倒角以(yǐ)消除懸伸結構(如圖中右側所示)。
關(guān)於移除支撐(chēng)的挑戰
孔洞和管道內(nèi)的支撐很難移除,並(bìng)且可能需要後續加工。同樣,支撐太(tài)小也會給移除帶來難度。如果(guǒ)零件的幾何形狀比支撐更加脆弱,則在後(hòu)期處(chù)理過程中零件損壞的風險較高。
水平細節 — 添加支撐或重新設計(jì)
零(líng)件側麵露出的橫向孔可(kě)能也需要支撐。在大多數激光粉末床(chuáng)機器上可加工出的孔的最小尺寸為0.4 mm。
直(zhí)徑大於10 mm的孔洞和管道將需要在其中(zhōng)心添加(jiā)支撐,此時應考慮重新設(shè)計。直徑(jìng)介(jiè)於這兩個尺寸之間的孔洞可在不添加支撐的情況(kuàng)下加工,但(dàn)它們的下表層表麵可能會出現一些變形,這是因為懸伸部分上(shàng)方的熔池(chí)冷卻速度減慢所致。
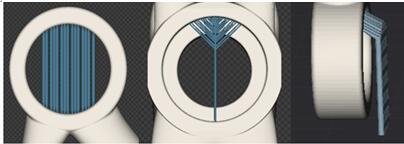
由於水(shuǐ)平孔的圓度很可能(néng)不會十分理想,因此更(gèng)可行的方法通常是改變(biàn)它們的形狀以便它們(men)能夠采用自身支撐。在某些情況(kuàng)下,淚(lèi)滴形或菱形孔都是(shì)可(kě)以接(jiē)受(shòu)的最終特(tè)征。兩種輪廓都可用於(yú)流體通道,並可提供相似的液壓性能,但是菱形孔能夠更(gèng)好地抵(dǐ)抗流(liú)體壓力。
在其他情況下,如果要求必須有高精度的圓孔,則需要進行後期加工。菱形孔可用作銑削加工的對稱導孔,這點比淚滴形孔(kǒng)更好。在(zài)許多情況下,不在增材製造階段加工這些孔,而是在(zài)後期處理階段在實心結構上鑽孔,這可能是最(zuì)合理的方式。
將(jiāng)10 mm以上的孔改造成自身支撐的菱形(xíng)孔
使用倒角半徑以避免(miǎn)較高支(zhī)撐
移除相對加工托盤的懸伸角度小(xiǎo)於45°的區域
旋轉下表層使其遠離刮刀方向
在增材製造加(jiā)工完成後再加工小型特征
直接緊貼加工托盤(pán)完成(chéng)零件加工,同(tóng)時留有額外的加工餘量
移除水平(píng)下表層區域
因素4 — 優化
拓撲優(yōu)化和衍生設計越來越多地(dì)用於設計具有更高效率的零件。網(wǎng)狀(zhuàng)結構(gòu)也具(jù)有減輕重量的優勢。增材(cái)製造技術生產複雜形狀(zhuàng)零件的能力使之成為實現此類設計的最佳方式。
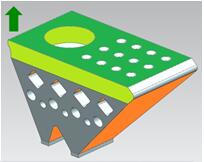
這些優化技巧的主要目的是,在移除多餘材料的同時保持(chí)結構的強度和剛(gāng)性。經過優化的零件通常呈現出(chū)更為複雜、有機的外觀。需要注意的是,功能經過優化的零(líng)件可能未必適合采用(yòng)增材製造方式加工 — 尤(yóu)其就(jiù)加工零件擺放方向而言

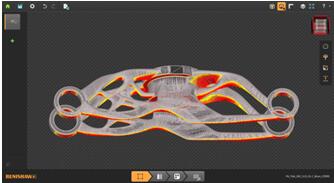
例如,可明顯看到,以水(shuǐ)平擺放方向加工該零件時,那些突出顯示為紅色的懸伸區(qū)域內(nèi)需要添加很多支撐。
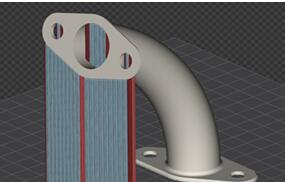
沿垂直方向重新擺放零件(jiàn)後,需要添加支撐的區域將變少。圓(yuán)孔(kǒng)等細節將需要添加支撐或重新設計。還需要注意的是優化的支撐杆與圓角(jiǎo)半徑的交(jiāo)匯角。
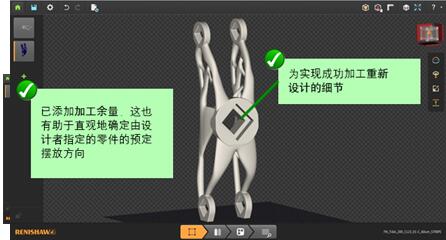
在設(shè)計階段重新評估零件時已(yǐ)將擺放方向(xiàng)考慮在內,因此,很顯然該零件在進行增(zēng)材製造加工時隻有一個擺放方向。現在要針對後期加工重新設計橫向孔等細節:
優化設計(jì)建議
. 應用最小(xiǎo)壁厚準則
. 確定用(yòng)於加工的(de)臨界表麵
. 考慮(lǜ)支撐(chēng)定位和(hé)移除或重新設計以便無需添加支撐
. 設計時考慮零件擺(bǎi)放方向(xiàng)並相應修(xiū)改(gǎi)細節(jiē)
. 確定是否可達到(dào)要求的表麵光潔度
設計師可能需要結合各種優化技巧 — 拓撲優化、空心(xīn)零件、網狀結構(如適用)— 以實現高效的設(shè)計。零件擺放方向應該是繼適用性、形狀及功能之後的又一個關鍵的設計(jì)驅動因素。
總結
增材製造(zào)技術為生產高效、高性能的零件提供(gòng)了極大的設計自由。但是要想以最低的成本和最少的浪費來批量生產零件,則必須(xū)充分考慮增材製造的工藝特性。

將增材製造設計 (DfAM) 思(sī)想融入設計(jì)過程,這有(yǒu)助於最大程度提高加工成功率,並增強增材製造工藝的經(jīng)濟效益。毋庸置疑的(de)是,設計師要想更具競爭(zhēng)力,則不僅必須頭腦更加靈活,還(hái)應對增(zēng)材製造工藝(yì)有更為(wéi)深入的了解。
詳(xiáng)情請訪問www.renishaw.com.cn/additive
投稿箱:
如果您有機(jī)床行業(yè)、企業相關新聞(wén)稿件發表,或進行資(zī)訊合作,歡迎聯係(xì)本(běn)網編輯(jí)部, 郵箱:skjcsc@vip.sina.com
如果您有機(jī)床行業(yè)、企業相關新聞(wén)稿件發表,或進行資(zī)訊合作,歡迎聯係(xì)本(běn)網編輯(jí)部, 郵箱:skjcsc@vip.sina.com
更多相關信息
馬")
業界視點
| 更多

行業數據
| 更多
- 2024年11月(yuè) 金屬切削(xuē)機床產(chǎn)量數據
- 2024年11月 分地區金屬切削機床產量數據
- 2024年(nián)11月 軸承出口情況
- 2024年11月 基本型乘用車(轎車)產量數據
- 2024年(nián)11月 新能源汽車產量數據
- 2024年11月 新能源(yuán)汽車(chē)銷(xiāo)量情況
- 2024年10月 新(xīn)能源汽車產量數(shù)據
- 2024年(nián)10月 軸(zhóu)承出口情況
- 2024年10月 分地區金屬切削機床產(chǎn)量(liàng)數據
- 2024年10月 金屬(shǔ)切削機床產量數據
- 2024年9月 新能源汽車銷量情況(kuàng)
- 2024年8月 新能源汽車產(chǎn)量數據
- 2028年8月 基(jī)本型乘用車(轎車)產量數據
博文選(xuǎn)萃
| 更(gèng)多