精機")



CYCLE800 功能在五軸雙轉台機床上的應用
2023-11-3 來(lái)源: 通用技術集團沈陽機床有(yǒu)限責任(rèn)公司 作者: 任寶鋼 洪壽福
某些零件形狀特殊,外表麵由許多斜麵組成(chéng),而且這(zhè)些斜麵角度(dù)不同。對於(yú)這(zhè)類零件的加工,通(tōng)常采用多角度夾具,在兩台甚至多台(tái)機床重複裝夾完(wán)成加工。這種加工方式不但容易產生累(lèi)計誤差(chà),而且由於(yú)輔助裝夾時間長導致產出率低。我司針(zhēn)對這種問題,開發了五軸雙轉台專用機床。實現了零件(jiàn)一次裝夾完成所有傾斜麵加工。
考慮到成本問題,數控係統未購買 SIEMENS五軸包功(gōng)能,而是采用 SIEMENS 係統自帶的(de)CYCLE800 傾斜麵加工功(gōng)能實現傾斜麵加工,這樣不但大大提高加工效率,而且降低設備成本,為用戶帶來效益。
1. 機床(chuáng)結構簡介
機床(chuáng)采用在原有三(sān)軸龍門加工中心基(jī)礎上,開發 A+B 擺台(tái)結構。如圖 1 所示。工作台長(zhǎng)方向為 X 軸,短方向為 Y 軸,上下為 Z 軸,繞 X軸旋轉為 A 軸,繞 Y 軸(zhóu)旋轉為 B 軸(zhóu)。為增加加工時剛性,A、B 軸增加抱(bào)閘裝置。
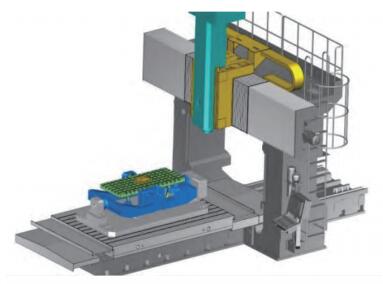
圖 1 雙轉台機床結構
2. 係統 CYCLE800 功(gōng)能參數設置
CYCLE800 參數設置與機床結(jié)構(gòu)有關,但是CYCLE800 功能的使用與機(jī)床結構無關。在五軸機床結構中,概況一下可以分為刀具擺動型、工作台擺動型和刀具擺動 + 工作台擺動三種類型。這三種類型分類如下 :
(1)類型 T: 擺動刀具,兩個(gè)旋轉軸的運動會導致刀具朝向的變化 ( 能改變另一軸所定義角度的軸為第一旋轉軸 ) 。
(2)類型 P: 擺動工(gōng)作台,工作台的旋轉會導致刀具相對工件朝向的變化 ( 能改變另一(yī)軸所定(dìng)義角度的軸為第一旋轉軸 ) 。
(3)類型 M: 擺動刀具 + 擺動工作台(刀具軸為第一旋轉軸(zhóu))。如圖 2 所示。
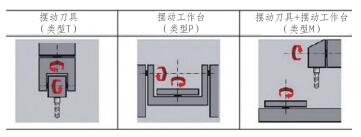
圖 2 機床結構類型
所以,我司機床類(lèi)型為 P 型,按照 P 型機床來設置參數。CYCLE800 調試步驟如下 :
(1)設置機床參(cān)數 。
(2)設置(zhì) HMI 。若是 HMI Advanced 需要修(xiū)改配置文件 STARTUP.COM 激活 CYCLE800 的設定畫麵(miàn) 。
(3)CYCLE800 參數設置 ( 機床結構尺寸(cùn)設置 ) 。在設定畫麵中 , 根據機床類型設置參數(shù) ; 在編寫 NC 程序,根據機床類型(xíng)給(gěi)變量賦值 (e.g. $TC_CARR1[1]=0)。
(4)裝載相應(yīng)循環 。若是 840Dpl, 需(xū)要裝載循環。若是(shì) 840Dsl,V2.6SP1 以上版本可自動(dòng)裝載循環。
(5)檢查配置是否正(zhèng)確 ( 可擺動特殊角度檢查 ) 。
(6)精細調整,檢測機械幾何(hé)尺寸誤差並設置(zhì)相關參數。
參數設置如圖 3 所示。在圖 3 中,I2 表示機床參考點到第一旋轉軸回轉中心的距離(lí),I3 表示第一旋轉軸軸軸線到第二(èr)旋(xuán)轉軸回轉中(zhōng)心的距離(或到刀具基準(zhǔn)點),I4 表(biǎo)示(shì)閉合矢量鏈 I4=-(I2+I3)。旋轉軸設置如圖 4 所示。

圖 3 結構尺寸與選項畫麵
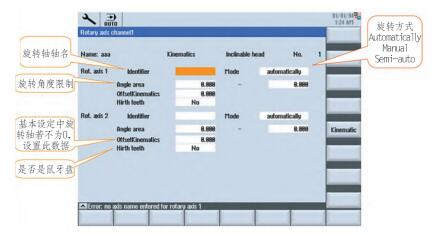
圖 4 旋轉軸設(shè)置
3.NX 軟件後處理二次開發
針對 AB 雙(shuāng)擺台龍門結構特性,製作專用的後處理程序(xù),實現 siemens係統 CYCLE800 功能 3+2 定軸加工。
(1)SIEMENS 係統中 CYCLE800D指令規則(zé) :
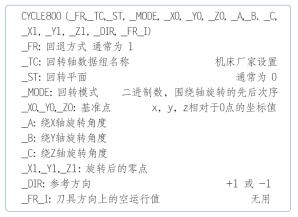
(2)NX 軟件中後處理程序製作 :按照 SIEMENS 係統對於(yú) CYCLE800 指令規則的定義,在 NX 軟件中做相應的程序開發,如圖 5 所示。

圖 5 NX 軟件 CYCLE800 功能後處理開發
在 NX 軟件編程時,需(xū)要注意坐標係及相關參數的配置,為了直觀起見,在零件的(de)每個傾斜麵分別建立一個子坐(zuò)標係,這些子坐(zuò)標係都有掛在主坐標係下,如圖(tú) 6 所示。另外,在 Sinumerik840D 參數配置對話框中(zhōng),變換模式選
擇 Swiveling,如圖 7 所示。

圖 6 坐(zuò)標(biāo)係設置 圖 7 Swiveling 參數設置(zhì)
由 NX 自動生成的加工程序如圖(tú) 8所示。
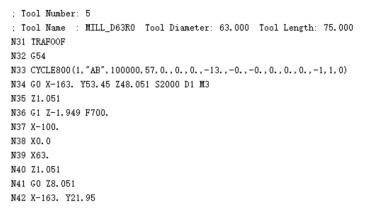
圖 8 後(hòu)處(chù)理軟件生成的部分 NC 代碼
4. 基於 vericut 的仿真模擬加(jiā)工
仿真模擬加工十(shí)分必要,用以檢查 NC 代碼的正確性(xìng),避免機床碰撞造成的重大損失。根據五軸(zhóu)機床的實際結構,構建虛(xū)擬機床,並匹配各軸位置及(jí)依存關(guān)係。如圖 9 所示。配(pèi)置CYCLE800 仿(fǎng)真功能,如圖 10 所示。
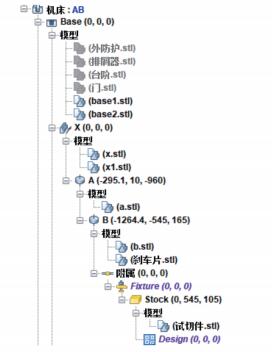
圖 9 虛擬機床結構搭建
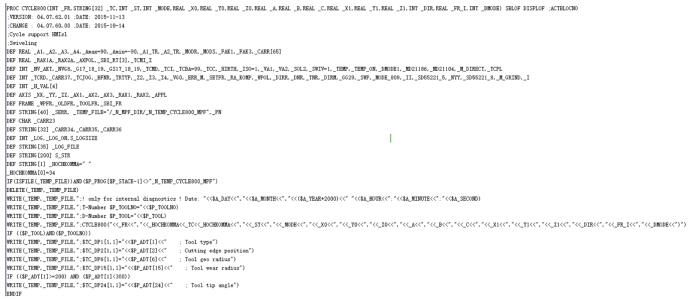
圖 10 CYCLE800 仿真功能(néng)配置
最後,進行零件加(jiā)工模擬(nǐ)仿真,檢驗 NX 後處理生成的 NC 代碼是否正確,如圖 11 所示,經過仿真(zhēn)檢驗,後處理完全正確。在實際加工後,用戶零件加工的所有尺寸均達到要求,加工效率提升 30%,給(gěi)用戶(hù)帶來高效益(yì)。
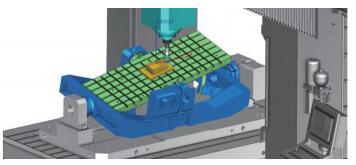
圖 11 零件(jiàn)加工仿真
投(tóu)稿箱:
如(rú)果您有機床行業、企(qǐ)業相關新(xīn)聞稿件發表,或進行資訊合作,歡迎聯係本(běn)網編輯部, 郵箱:skjcsc@vip.sina.com
如(rú)果您有機床行業、企(qǐ)業相關新(xīn)聞稿件發表,或進行資訊合作,歡迎聯係本(běn)網編輯部, 郵箱:skjcsc@vip.sina.com
更多相關信息
金馬(mǎ)")
業界視點
| 更多
")
行業數據
| 更多
- 2024年11月 金屬切削機床產量數據
- 2024年11月 分地區(qū)金(jīn)屬切削機床(chuáng)產量數據
- 2024年11月 軸承出口情況
- 2024年11月 基本型乘用車(轎車)產量數據
- 2024年(nián)11月 新能源(yuán)汽車產量數據
- 2024年11月 新(xīn)能源汽車銷量情況
- 2024年10月 新(xīn)能源汽車產量數據
- 2024年10月 軸承出口情況
- 2024年10月 分地區金屬切削機床產量數據
- 2024年10月 金屬切削機床產量數據
- 2024年9月 新能源汽車銷量情況
- 2024年8月 新能(néng)源(yuán)汽車產量數據
- 2028年8月 基本(běn)型乘用車(轎車)產量數據