



數控龍門加工中心X軸滾珠絲杠的計算
2022-4-13 來源:安陽鑫盛機床股(gǔ)份有限公司 作者:肖軟生
摘要: 在數(shù)控機床設計過程中,需要進行大量計算。以 XK231240 - CA001 型專用數控龍門加工中心(xīn)為例,對 X 軸滾珠絲杠的軸向銑削力和額定動(dòng)載荷進行了計算,並(bìng)對(duì)其剛度(dù)進行了校核。
關鍵詞: 數控機床 加工中(zhōng)心 滾珠絲杠 計算
在車(chē)床生產中,床鞍是關鍵部件,其(qí)生產工序較複雜,按傳統加工(gōng)工藝,需要幾十道工序。為了滿足生產需求,降低成本,公司決定研製專用機床,縮短工藝流程,提高加工質量。XK231240 CA001 型專用龍門加工中心是床鞍加工用三序專用機床。滾珠絲杠的設計中,切削力的計算(suàn)是重點。筆者通(tōng)過對 X 軸滾珠絲杠軸向銑(xǐ)削力進行計算,求出滾珠(zhū)絲杠(gàng)的額定動(dòng)載荷。選取滾珠(zhū)絲杠主參數並設計軸(zhóu)端尺寸,最後對滾珠絲杠進行(háng)剛度校(xiào)核。
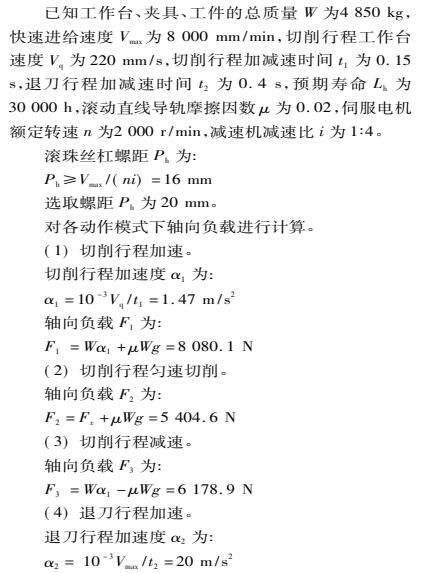
1、軸向切削(xuē)力計算
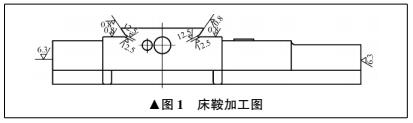
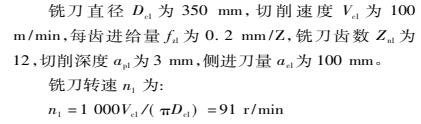
床鞍加工圖如圖 1 所示,主要完成粗糙度(dù) Ra 0.8μm 燕尾平(píng)麵、粗糙(cāo)度 Ra 12.5 μm 空刀槽、粗(cū)糙度 Ra6.3 μm 兩側(cè)麵的加工,還有其它鑽孔、攻絲等工序。
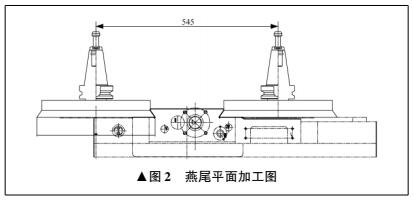
燕尾平麵加工圖如圖 2 所示。采用直徑 350 mm的 55°成型燕尾盤銑刀,兩側燕(yàn)尾平麵一次銑削成型。


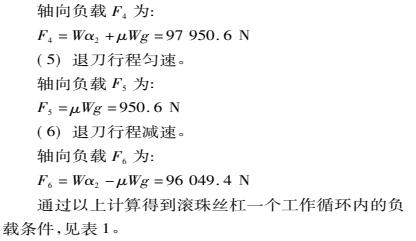
2、滾(gǔn)珠絲杠計算
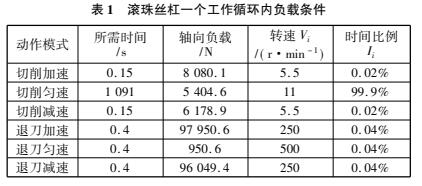
查滾珠(zhū)絲杠技(jì)術手冊,滾珠絲杠型號選取為 80 -20B2 - FDW - 5008 - 5619 - P4,其(qí)額定動載荷 C 為(wéi)161 533 N,C'小於 C。筆者隻考慮龍門加工中心作為專用機床加(jiā)工鑄件,若作為通用機床加工鋼件材料,則滾(gǔn)珠絲杠(gàng)向上選(xuǎn)取兩檔型號。
3、滾珠絲杠剛度校核
4、結束語
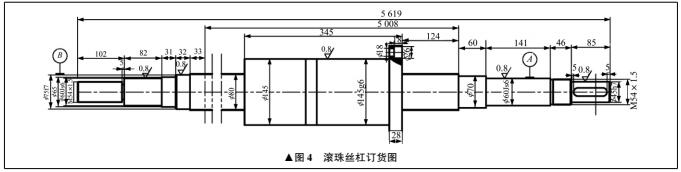
通過(guò)設計計算,X 軸滾珠絲杠(gàng)型號選取為(wéi) 80 -20B2 - FDW - 5008 - 5619 - P4,具體訂貨(huò)圖如(rú)圖 4 所示。該滾(gǔn)珠(zhū)絲杠裝配於 XK231240 - CA001 型龍門加工中心後,經過 2 a 多使用,工作台運轉平穩,精度完全滿足工藝要求。
投稿箱:
如果您有機床行業、企業相關新聞(wén)稿件發表,或進行資訊(xùn)合作,歡迎聯係本網(wǎng)編輯部, 郵箱:skjcsc@vip.sina.com
如果您有機床行業、企業相關新聞(wén)稿件發表,或進行資訊(xùn)合作,歡迎聯係本網(wǎng)編輯部, 郵箱:skjcsc@vip.sina.com
更(gèng)多相(xiàng)關信息
馬")
業界視點
| 更多
調查")
行業數據
| 更多
- 2024年11月 金屬切削(xuē)機床產量數據
- 2024年11月 分地區金屬切削機(jī)床產量(liàng)數據(jù)
- 2024年11月 軸承出口情況
- 2024年11月 基本型乘用車(轎車)產量數據(jù)
- 2024年11月 新能源汽車產量數(shù)據
- 2024年11月 新能源汽車銷量情況
- 2024年10月 新能源汽車產量數(shù)據
- 2024年10月 軸承出口(kǒu)情(qíng)況
- 2024年10月 分地區金屬切削機(jī)床產量數據
- 2024年10月 金(jīn)屬切削機床產量數據
- 2024年9月 新能源汽車銷量情況
- 2024年8月 新能(néng)源汽車產量數據
- 2028年8月 基本型乘用車(轎車)產(chǎn)量數據
博文選萃
| 更多