



鐵路客車轉向架構架加工設(shè)備選型
2019-2-21 來(lái)源: 唐山軌道客車有限責任公司 作者:王雪嶺
【摘要】: 鐵路客車(chē)品種很多,有普通鐵路客車、城軌車及高速動車組等(děng),其轉向架構架的結構、加工部位、加工精度均不同,所需加工設備的加工(gōng)範圍、性(xìng)能要求也(yě)不同。通過(guò)對不同轉向架構(gòu)架的結構、不同加工部位進行深入分析,針(zhēn)對產品提出了所用加工設備的(de)性能要求範圍,並結合選擇的加工設備(bèi)配置了各種附件頭。
隨著軌道交通車(chē)輛的升級換代(dài),對軌道車輛的製(zhì)造技術要求也越來越高,為滿足新(xīn)產品發展需(xū)要,結合總體布局及總體工藝規劃,對各型轉(zhuǎn)向架的製造技術提(tí)出新的(de)要求。以豐富產品結構為主線,以高(gāo)速動車組、普通鐵路客車、城軌車輛生產為重(chóng)點,投資新(xīn)建了轉向架生產基(jī)地,從設備、製造工藝及操作者能(néng)力等多個環節來提高轉向架生(shēng)產製造(zào)能力。
構架製造技(jì)術是(shì)轉向架製造技術中的關鍵,構(gòu)架是列(liè)車承載和傳力的(de)基體(tǐ),也是轉向架(jià)眾多部件聯接的主體骨架,是一個受力(lì)複雜的結構部(bù)件,它不僅承載(zǎi)車體(tǐ)上部所有裝備的重量,而且承載並傳遞(dì)列車運行中產生的垂向、縱向和橫向三個不同(tóng)方向和大小的動作用力(lì),因此構架必須具(jù)備足夠的強度和剛度。前(qián)期,公司轉向架構架的加工設備隻有一台20 世紀90 年代引進的本間龍門(mén)加工中心(xīn),設備老舊,後來又引(yǐn)進一台臥式鏜銑加工中心,由於產品結構及工裝等方麵的原因,加工效率不高。隨(suí)著轉向架產品質量要求的提高和數量的增加(jiā),這兩台設備的性(xìng)能和加工能力遠遠不能(néng)滿足目前市場的需求,尤其是不能滿足城軌車和城際車(chē)轉向架構(gòu)架加工的要求。目前的製造技術規劃方案要求是既可(kě)以加工普通鐵路客車(chē)209P、200K 構架,又可以加(jiā)工地鐵車A 型地(dì)鐵、B 型地鐵和C 型地鐵構架,還可以加工高速動車組時速160km/h、250 km/h、350km/h 的構架,這就要選擇適合各種構架加工的設備。
1. 各種轉向架構架的結(jié)構(gòu)分(fèn)析
目(mù)前鐵路客車品種很多, 有普通鐵路(lù)客車(chē)、城軌車及高(gāo)速動車(chē)組等,其轉向架構架的結構、加工部(bù)位和加工精(jīng)度也有所不同,因此需要加工設備的(de)加工範圍、性能要求也不同。
附圖a 所示(shì)為普通客車200K 轉向架構架結(jié)構示意圖,整個構(gòu)架為全焊接結構,加工部位空
間比較寬鬆,隻有兩處加工時對設備要求較嚴(yán)格,一是反麵帽筒底麵的加工,距定位座上平麵的距離為475mm,這(zhè)就要求加工設備主軸要伸(shēn)出一定的長度,同時還要保證剛度, 以免在加工過程中因主軸剛度(dù)不足引起振動,影響加工質(zhì)量; 二是定位座內(nèi)擋的(de)加工,內擋為大麵加工,且每個構架(jià)有4處,加工量很大,需要將機床(chuáng)主軸伸到定位座內擋裏來加工, 由於定位(wèi)座內擋(dǎng)寬為200mm,則要求主軸頭厚度不(bú)大於130mm,加上麵銑刀厚度不大於180mm,才能實現定位座內擋加工。



附圖b 所示為B 型地鐵(tiě)轉向架構(gòu)架的結構(gòu)示意圖,B 型地鐵構架在城軌地鐵構架中比較(jiào)典型,為全焊接(jiē)結構,由於構架橫梁上帶有電機吊座(zuò)、齒輪箱吊座以及橫向止擋等,造成加工部位空間相比200K 轉向架構架緊張,如兩側梁內側麵上深180mm孔的加工需要從內側進刀,空間長度尺寸為約400mm,這就(jiù)要求主軸(zhóu)直角銑頭厚度和刀具(jù)長度總長小於(yú)400mm,且功率和轉矩(jǔ)都(dōu)還不能太(tài)小,才(cái)能實現加工。
附圖c 為CRH3A 型轉向架構架的結構示(shì)意圖,CRH3A 型轉向架構架在高速動車組轉向架中具有代表性。該構架為全焊接結構,其側梁和CRH3C、CRH3G 的相同,橫梁和CRH3C 的相近,整體結構緊湊(còu)、加工部位多、加工(gōng)精度高、加工難度大。主要的加工部位有轉臂(bì)定位座部分、電(diàn)機吊座部分、齒輪箱吊座(zuò)部(bù)分、製動缸吊座部分、帽筒、連接座、牽引拉杆座及橫向止擋座。受加工空間和功率等因素的限製對(duì)設(shè)備性能(néng)要(yào)求很高,如在加工定(dìng)位座時需用直角銑頭,由於內側(cè)有製動缸吊座幹涉、外側有連杆(gǎn)座幹(gàn)涉,所以選用的直角銑頭外形尺寸則有一定(dìng)的限製,同時功率和轉矩也要滿足批(pī)量生產要求。
2. 設備選型的(de)主要技術要求
設備選型是一項細致而複雜的(de)技術工作,其主要工作內容包括加工對象與內容的確定、機床類(lèi)型與型號的選擇、機床規格(gé)參數(含精度指標)的確定、數控係統與數控功能(néng)選(xuǎn)擇、刀庫容量(liàng)與(yǔ)自動換刀(dāo)裝置的確定(dìng)、機床附件、工具與配套設備(bèi)選擇和(hé)生產廠家選擇。此外(wài),還要綜合考慮車間現場(chǎng)布局條件、公司承擔能力、操作者與維修工(gōng)的技術水平、機床廠售後服務、備件供應、機床能耗(hào)及(jí)環境汙染等(děng)各方麵(miàn)情況。
目前數控加工中心的種類很多,有動梁(liáng)的、定梁的、工作台移(yí)動的、龍門移動的(de)、交換工作台(tái)的及臥式鏜(táng)銑等,結合公司的產品結構、所加工產品的精度等(děng)級、設(shè)備的(de)性(xìng)價比和單位資金等方(fāng)麵的能力,最重要的一點是要滿足上述主要加工產(chǎn)品的特點,通過多方麵的調研和總結之後,初步鎖定了進口定梁龍門(mén)加工中(zhōng)心。
根據加(jiā)工產(chǎn)品的精度等級要求, 選用龍門固定工(gōng)作(zuò)台移動式的龍門結構、全閉環控製的龍門加(jiā)工中(zhōng)心必須具備以下(xià)要求(qiú): 要配備多個附(fù)件頭; 選用龍門立柱之間通過工(gōng)件的(de)最(zuì)大寬度≥ 3 300mm; 工作台尺寸≥ 2 500mm×8000mm;X 軸(工(gōng)作台移動、速度調節為無(wú)極)行程≥ 8 500mm,Y 軸( 溜(liū)板橫向移動) 行程≥ 4 500mm,Z 軸( 滑枕垂向移動) 行程≥ 1 300mm。結合公司原有本間加工(gōng)中心的使用情況(kuàng)以及(jí)對(duì)各設備廠家(jiā)的調研情況,選定主軸(主銑頭)連續輸出功率≥ 6 0 kW、最大(dà)轉矩≥ 1 800N · m、主軸(zhóu)(主銑頭)輸出轉速最低(dī)≤ 5r/min、最高≥ 2 000r/min,滑(huá)枕尺寸要求≥500mm×500mm。主軸( 主銑頭) 要(yào)求具有油溫恒定功能,為了使(shǐ)用刀具的一致性,選用主軸(主銑頭)適應ISO50 刀(dāo)柄。為滿足工件的加工精度(dù),除了設備具備(bèi)內冷功能和(hé)配(pèi)備小附件頭外,還對設備精度提出了一定的要求,主軸(zhóu)端麵跳動≤ 0.005mm,主軸徑向跳動≤ 0.005mm( 近端)/ ≤ 0.008m m/300mm(遠端),X、Y 軸重複定(dìng)位精(jīng)度(dù)≤ 0.010mm,Z 軸全行程內定位精度(dù)≤ 0.020mm、重(chóng)複定位精度≤ 0.010mm。另外,由(yóu)於產品結構複雜, 即加工城軌、地鐵轉向架構架又加工(gōng)高速動車組轉向架構架,所用刀具品種較多,則要求設備配備(bèi)鏈式刀庫及自動換刀裝置,刀庫中刀位數量不低於60 個,相鄰刀(dāo)位間距不低於125mm,可換刀最(zuì)大直徑不低於315mm,可換刀最大長度不低於500mm,可換刀最大(dà)重(chóng)量不低於30kg。換刀時間(T - T)不超過15s,具有雙向擇優選刀功能。
3.選定加工中心設備及附件頭
通過加工產品的圖紙(zhǐ)分析和對設備參數的要求,經過與多個廠家交流,最後選定進(jìn)口(kǒu)龍門加工(gōng)中心。此龍(lóng)門加工中心的結構為龍門固(gù)定工作台移動式、橫梁固定的龍門結構及全閉環控製。
(1)主要技術參數。按照(zhào)加工產品的(de)特點及初選設備要(yào)求的主(zhǔ)要特征參數,最終選定的設備為龍門框架(jià)式(shì)加工(gōng)中心。
(2)設備主要結構和特點。選定設備的基本結構為龍門固定、工作台移動的龍門框架式加工中心,銑頭溜板沿橫梁導軌左右移動,銑頭滑枕沿(yán)溜板導軌垂直移動,能實現X、Y、Z 三軸聯動。設備由床身、工作台、立柱、橫梁、溜板、滑(huá)枕、液(yè)壓係統、潤滑係統、冷卻係統、自動(dòng)排屑係統、氣(qì)動係(xì)統、數控係統(tǒng)、電控櫃、刀庫及附(fù)件頭庫等組成(chéng)。適合於五麵加工,具有銑、鑽、鏜和攻螺紋等功能。工作台上均設有標準T 形槽,其中在縱向設置一條高精度的T 形槽,與X 軸的平行度≤ 0.05mm; 在橫向(xiàng)設置一條高精(jīng)度的T 形槽,與Y 軸的平行度≤ 0.05mm。高精度T 形槽槽寬精度不低於H6,其他T 形槽槽寬精度不低於H8。T 形槽深度為28mm,間(jiān)距為200mm。X、Y、Z 軸采用光柵全閉環測量(liàng)係統,工作台在預載直線導軌上滑動,滑枕在Y 軸上橫向移動,在(zài)Z 軸上垂直移動。控(kòng)製係統為西門子840D 數控(kòng)係統(tǒng),有程(chéng)序模擬加工功能,滿足三軸聯動、五麵加(jiā)工功(gōng)能。
(3)配備附件頭(tóu)的要求。作為龍(lóng)門加工中心,尤其是加工構架的龍門加工中心,附件頭是必需的,借用附件頭可以完(wán)成工件的五麵加工,對於不同的附件頭,可以解決各種結構(gòu)不同的(de)加工部位。為能滿足這些(xiē)構(gòu)架的加工,除了主軸頭外,設備還分別配(pèi)備了5 個附件(jiàn)頭(見表1),即加長附件頭、直角附件頭、加長直角附件頭、窄直角附件頭及萬能附件頭,以滿足(zú)各種轉向架構架的加工。

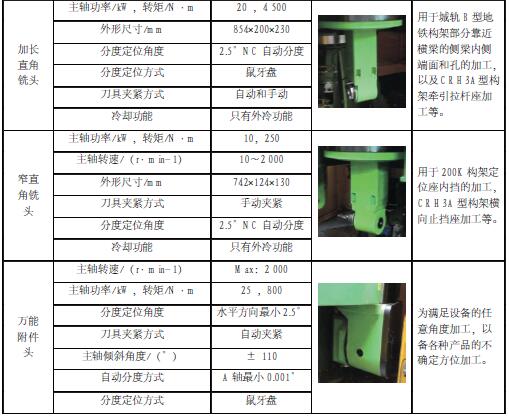
除以上附件頭外, 設備還配備圓盤型附件銑(xǐ)頭頭庫一個,內設(shè)頭位數6 個(5 個座用於附件頭、1 個座用於蓋板),能夠對設備配備的所有銑頭實(shí)現(xiàn)自動更換,換(huàn)頭時間不超過60s。同時,設(shè)備配有雷尼紹探頭1 個,型號為RMP60、錐度ISO50、分辨率為0.001 mm,用來對工件的測量,以保證加工前(qián)確定加工位置等。
4. 結(jié)語
通過使用上述(shù)設備選型的過程和方(fāng)法進行選擇和購置設(shè)備,通過半年來對普通鐵路(lù)客車209P 和200K、城軌地鐵A 型、B 型(xíng)、C 型以(yǐ)及高速動車組CRH3A、CRH3C、CRH380BL等多種構架的加工檢驗,證實了這(zhè)種選擇購置設(shè)備的方法合理、可行,因此這種選擇設備的(de)方法可以為購(gòu)置設備的人員提供一種選擇(zé)方案,同時還為推(tuī)銷機床的設備廠家提供一定參考。
投稿箱:
如果您(nín)有機床(chuáng)行業(yè)、企業(yè)相關新聞稿件發表,或進行資訊合作,歡迎聯係本網編輯部, 郵箱(xiāng):skjcsc@vip.sina.com
如果您(nín)有機床(chuáng)行業(yè)、企業(yè)相關新聞稿件發表,或進行資訊合作,歡迎聯係本網編輯部, 郵箱(xiāng):skjcsc@vip.sina.com
更多相關信息
州金馬")
業界視點
| 更多

行業數據
| 更多
- 2024年11月 金屬切削機床產(chǎn)量數據
- 2024年11月 分地區金屬切削機床(chuáng)產量數據
- 2024年11月(yuè) 軸承出(chū)口情況
- 2024年11月 基本型乘用車(轎車(chē))產量數據
- 2024年(nián)11月 新能(néng)源汽車產量(liàng)數據
- 2024年(nián)11月(yuè) 新能(néng)源汽車銷量情況
- 2024年10月 新能源汽車產量數據
- 2024年10月 軸承出口情況
- 2024年10月 分地區金屬切削機床產量(liàng)數據
- 2024年10月 金屬切削機床產量數據
- 2024年9月 新能源汽車(chē)銷量情況
- 2024年8月 新能源汽車產量數據
- 2028年8月 基本型乘(chéng)用車(轎車)產量(liàng)數據(jù)