



汽車(chē)發動機導管孔的加工刀具改進研究
2016-9-19 來(lái)源:廣西(xī)科技大學鹿(lù)山學院 作(zuò)者:耿雪霄 劉誌英 陸桂岐 覃淑萍 蔡李同興
摘要:通過對汽車(chē)發動機氣(qì)缸蓋導管孔的加工中MAPAL單刃槍鉸刀在應用中存在導管孔直線度差、氣門插不進的問題進行調研,並(bìng)通過15。精加工部分刃(rèn)口和750粗加工部分刃口分別進行受力分析、再鈍化處理並進行生(shēng)產實踐檢驗對比。最後發現MAPAL單刃槍鉸刀進行150精加工部分刃口鈍化處理後,氣門插不(bú)進的問題有所改(gǎi)善,但導管孔直線度差的問題(tí)沒(méi)有改(gǎi)善;進行750粗加工部分刃口鈍化處理後,基本沒有出現“上小(xiǎo)下大”等氣門彎曲情況發生,加工效果有了明(míng)顯改善。
關鍵詞:導(dǎo)管孔;直線度;氣門;鈍(dùn)化處理
0、引言
發動機作為汽車的核心部件,發動機氣缸蓋的加工質量好壞則是實現發動機高(gāo)性能的基礎,特別是氣(qì)缸蓋氣門座圈(閥座)和導管孔(kǒng)的加工精(jīng)度(dù)的好壞將直接影響發動機的性能,因此行業對閥座(zuò)工作錐麵與導管孔的跳動、導管內孔與外圓的(de)跳動(dòng)規定了(le)嚴格(gé)的公(gōng)差:氣缸蓋閥座錐麵跳動≤0.03~0.04 mm,導管內孔對外圓的跳(tiào)動≤0.15~0.20 mm⋯。
長久以來,閥座(zuò)錐麵和氣缸蓋導管孔加工一直是氣缸蓋加(jiā)工的技術難題(tí),在批量生產(chǎn)中,關注加工工藝優化、加工方式、定位方式、切削刀具材料及其結構形式等都(dōu)是穩定地保證公差的有效途徑。目前世界上主流的刀具主要是MAPAL提供的座圈導管複合式槍鉸刀,本文(wén)以MAPAL槍鉸刀為例,主要研究單刃導管孔加工刀(dāo)具在國內某汽(qì)車公司氣缸蓋加(jiā)工導管孔時出(chū)現導管(guǎn)孔直(zhí)線(xiàn)度差、氣門插不進問題,並通過槍鉸刀的150精加工部分刃口和75。粗加工(gōng)部分刃口分別(bié)進(jìn)行(háng)受力分析、再通過鈍化處理並進行(háng)生產(chǎn)實踐檢驗(yàn)對比,發現75 o粗(cū)加工部分刃口鈍化處理後(hòu),基本避免出現“上小下大”等氣門彎曲情況發生(shēng),加工效果有了明顯改善;150精加工部分(fèn)刃口鈍化處(chù)理僅僅(jǐn)改善了氣門插(chā)不進的問題,但(dàn)對解決導管(guǎn)直線度差的問題無任(rèn)何作用。
1、發動機導管孔的加工工藝分析
國內某汽車公司(sī)發(fā)動機製造工廠(chǎng)引進(jìn)德國先進的氣缸蓋自動化生產線,生產設備全部為五軸(zhóu)聯動數(shù)控機(jī)床,其生產的B10和B12發動機氣缸蓋的氣門座圈和導管均為粉末冶金壓製(zhì)燒結而成,具有較高的硬度和耐磨性,從表1工藝技術要求可以看(kàn)出,產品(pǐn)氣門座圈錐麵和導管(guǎn)孔相對尺寸及表麵精度要求非常高,且由於其加工材質相對較硬(yìng),可見實際生產過程中氣門座圈和導管孔的加工較為困難。
表1座圈和導管加工工藝要求
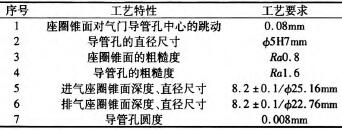
從(cóng)工藝上分析,座圈導(dǎo)管加工難度較大,導管孔孔徑小(xiǎo)且深,屬於深孔加工[21。加工刀具懸伸長,剛性不足,對刀具要求非常高。加工座圈和導管刀具的配備選用目前世界(jiè)上主流的德國MAPAL公司的剛性複合刀具,可在(zài)一次進刀完成座(zuò)圈和導管的加工‘3 3(見圖1)。
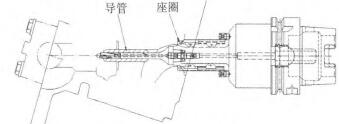
圖1座圈導管加工情(qíng)況
刀具的設計原理是利用支承導條(tiáo)來吸收切削產生(shēng)的振動和阻力(lì),類似普通車(chē)床的跟刀架,避(bì)免(miǎn)加(jiā)工中產生(shēng)“讓刀”造成導管孔中心線相對座圈跳動超差。導管加(jiā)工部分采用精密研(yán)磨(mó)的PCD刀片,鉸刀杆上鑲有兩塊PCD導條,在刀片進入導管(guǎn)約0.2mm之後,PCD導條(tiáo)也進入到已加工導(dǎo)管的表麵起到支撐作(zuò)用,並吸收切削所(suǒ)引起的振動,從而(ér)保證加工內孔的圓度和圓柱度。PCD導條在切削(xuē)過程中(zhōng)還起到擠壓修光作用,使工件表麵更光滑。該加工工藝由兩步組成:①用弘.90mm雙刃引導刀(dāo)對導(dǎo)管(guǎn)孔進行預(yù)加(jiā)工,類似於做一個鑽套,保證後續刀具位置度;②用單刃(rèn)PCD鉸(jiǎo)刀和座圈(quān)鏜刀一(yī)次成形M J。
2、MAPAL刀(dāo)具在加工導管孔中出現的問題
自正式投產以來,裝配線常(cháng)發現有氣缸蓋有個別導管(guǎn)孔氣門插(chā)不進,造成氣缸蓋無法進行裝配現(xiàn)象,平均每個(gè)月約出現20件,數量多的每個月達到(dào)40件,嚴重影響生產效率,員工抱怨較大。個別(bié)缸蓋氣門稍用力能插入完成裝配,但裝(zhuāng)配後氣門運動不(bú)暢,則發(fā)動機有可能發生氣門卡死,引發安全(quán)事故。圖2就是售後反饋發動機抖動有(yǒu)異響,拆解(jiě)後發現的氣門撞傷活塞問題。
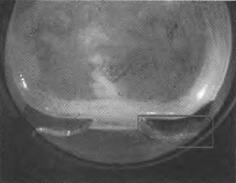
圖2氣門撞傷活塞問題
為查清問題所在,解決安(ān)全(quán)隱患,對配氣係統零件(jiàn)氣門和導管孔(kǒng)展開(kāi)了調查。首先對氣門進行了隨機抽樣檢測(cè),抽檢發現所有氣門尺寸均符合圖紙公差,可排除氣門問題。
再(zài)重點關注導管孔加工過(guò)程中產生的問題。將(jiāng)售後和裝(zhuāng)配退回的多個問題零件拆解後拿回生產線測量導管孔直徑發現,同一個零(líng)件上並不是(shì)所有(yǒu)導(dǎo)管孔都發生撞活塞或者氣門運動(dòng)不暢情況,一般隻有1—2個孔存在該問題。線旁檢具測量問題孔時發現導管孑L存在(zài)上截麵小下截麵大的情(qíng)況(kuàng),合格(gé)孔孔徑均為上截麵大下截麵(miàn)小。
為什麽測量會出現(xiàn)這樣的差(chà)異呢?氣缸蓋生(shēng)產線精加工工位SPC檢測站導管檢(jiǎn)具采用無錫愛錫量儀(yí)有(yǒu)限公司的氣動(dòng)檢具,測量點為離孔口(kǒu)大約3~4mm的上下兩個(gè)截麵(見圖(tú)3),氣動量儀利(lì)用了(le)這樣一個物理原理(lǐ):流量與壓力都與間(jiān)隙的大小成比例關係,同時壓力和流量相互(hù)之間成反比例關係。導管氣動(dòng)量儀是當要測量的導(dǎo)管孑L壁與測頭噴嘴間隙(xì)越小時反饋讀數越小,反之越大。正常能插進(jìn)氣門孔測量一(yī)般都是上截麵測(cè)量數值大於下截麵測量數值,或上下截麵數值相差不多的情形[5]。
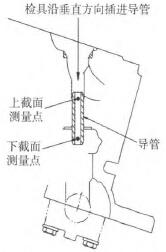
圖3氣缸(gāng)蓋生產線(xiàn)精加工工位SPC檢測站導管檢具
當出現氣門插(chā)不(bú)進時,測量氣門插不進(jìn)孔的孔徑值多(duō)數情況下讀數為(wéi)上截(jié)麵數值比下截麵數(shù)值(zhí)小,即“上小下大”情況,但(dàn)同一個缸蓋中的8個導管孔不是每個孑L都出現氣門(mén)插不進現象,隻是其中(zhōng)的一個或者兩個孔出現異常,且發生氣門插不進工件不(bú)是連續出現,而是(shì)間斷出現,因(yīn)此過程質量監控困難。線上操作員工為避免出現批量報廢事故,隻能增加工件抽檢(jiǎn)頻(pín)次,另外測量時一旦發現(xiàn)“上(shàng)小下大”的情形隨即換刀,造成換刀輔(fǔ)助時間的增多,影響(xiǎng)生產產量,操作(zuò)員工勞動強度大。
3、問題分析(xī)及改進方案
3.1原(yuán)因分析
將出現“上小下大”且氣門插不進的導管孑L用三坐標測量導管孑L內壁的真實形狀,發現其不是真正意義(yì)的上截麵直徑小下截麵直徑大,而(ér)是導管孔下端出現彎曲,即導管孔直線度不好,如(rú)圖4所示。

圖4導管孔下端(duān)的彎曲現象
氣動(dòng)檢具(jù)是根(gēn)據測量噴嘴孔與(yǔ)孑L壁(bì)之間的間隙的變化反饋孔徑尺寸,如果導(dǎo)管孔出口端(下截麵)產生彎(wān)曲變形,測量噴嘴(zuǐ)孔與孔壁之間的間隙也會隨(suí)之變大,氣(qì)檢反(fǎn)饋其(qí)讀數偏大,而(ér)上截麵直(zhí)線度(dù)好,與孔壁間隙不變,測量讀(dú)數正常,即出現“上小(xiǎo)下大”情形(見圖5)。直線度超差嚴重時,導管檢具會在下端麵和導管孔壁接觸無法轉動,通常出現這樣的情形氣門也無(wú)法順利通過導管。
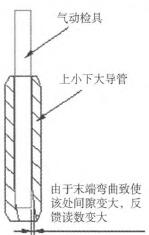
圖5“上小下大”情形(xíng)
為了查清導管孔加(jiā)工彎曲的原因,對氣(qì)缸蓋導管(guǎn)孔加工刀具進行分析。氣缸蓋導管采用MAPAL單刃複合刀具加(jiā)工,刀具采用可換刀片(piàn)式(shì)結構,不但(dàn)可以節約(yuē)刀具加工成本,且刀具直徑可以通過調(diào)節機構控製,調節方便快捷,較適(shì)合大批量生產中使用。通常將導管PCD刀片預(yù)設壽命為1200件,一(yī)旦到達壽命後則強製更換新刀片。統計發現(xiàn)導管刀片更換新刃口(kǒu)時較容易(yì)出現“上小下大”情況,這類刀具如(rú)果上(shàng)下(xià)截麵孔徑值相差不是很(hěn)大,不做任何處理將該刀重新放到機床使(shǐ)用(yòng)後“上小下大(dà)”情況消失,經長期使用跟蹤發現,當導管刀片到達一(yī)定壽命後基本不出現上小下大氣門插不進情況,表2是統計(jì)2011年1月至(zhì)5月出(chū)現“上小下(xià)大”次數和對應的壽命區間。
表2“上(shàng)小下大(dà)”次數和對應的壽命區間表

從數(shù)據(jù)可以看出:
2011年(nián)1月至5月,導管刀具共出現“上小下大”171次,其(qí)中:新刀片首件所(suǒ)占的比例為45%,總壽命低於100件(包括首(shǒu)件(jiàn))所占的(de)比(bǐ)例為:86%,刀片總壽命高於100件時所占的(de)比例為:8.8%。
新刀片前50件出現“上小下大(dà)”次數較多,而在(zài)加工(gōng)了100件之後(hòu)基本沒有再出現“上小下大“問題。從該現象(xiàng)分析應(yīng)該是新刀片刃口過於鋒利,切削輕(qīng)快(kuài),徑向力小,當毛坯硬度不均或者其他原(yuán)因導致導條輕(qīng)微脫離已加工表麵,導條失去引導(dǎo)作用,導致導管孔直線度差,嚴重的氣(qì)門無法插入。而加工(gōng)了100件以後刃口已有一定程度的磨鈍,其徑(jìng)向力增(zēng)加,使得PCD導條能夠與已(yǐ)加工表麵貼合更加良(liáng)好,發揮導條的引導作用,保證導管(guǎn)孔的(de)直線度(見圖6)。綜合以上分析,增大新刀片的切削力,保證導條良好貼合,可以解決該問題。
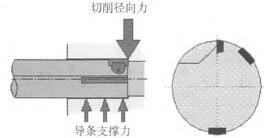
圖6加工過(guò)程中的受力分析
3.2精加工刃口鈍(dùn)化(huà)處理
增(zēng)大新刀片的切(qiē)削力,可以通過刃口鈍化(huà)來實現。MAPAL導管(guǎn)加工刀片刃口部分可劃分為3部分,75。部分為粗加工采(cǎi)用和引導刀一樣的形式(shì),去除大部分餘量,15。偏角部分為精加工,修光刃為零度偏角,對已加工表麵進一步修光,如圖7所示。
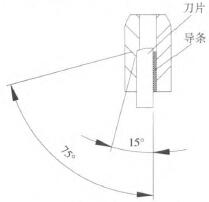
圖7 MAPAL導管加工刀片
為證實上述分析是否正確,MAPAL做了(le)5片鈍化刀片(piàn)做驗證。這5片鈍化處理刀片將精加工和修光刃兩部分用刷子打磨進行刃口鈍化處理(lǐ)‘61,如(rú)圖8所示。


新刀片 鈍化刀片(piàn)
圖8鈍化精加(jiā)工和修光刃刀片
測試方(fāng)法是將這5片刀片上(shàng)機床使用,並記錄前麵加工的13件工件中的第(dì)1件、第2件、第3件、第5件、第10件(jiàn)工件(jiàn)的各孔的直徑(jìng)數據值,同時(shí)觀察是否有氣門插不進現(xiàn)象發生。測試數據顯示這5片在低於(yú)13件壽命之(zhī)前全部出現(xiàn)“上小下大”,且出現“上(shàng)小下大”頻次和孔徑與未(wèi)進行鈍化之前相差不大,雖(suī)然未出現氣門插(chā)不進現象,但和目前(qián)在用的(de)未鈍化刀片數據對比沒有(yǒu)改善,測試失敗。數據見(表3)。
表3未鈍化(huà)刀片和鈍化精加工刀片測試數據
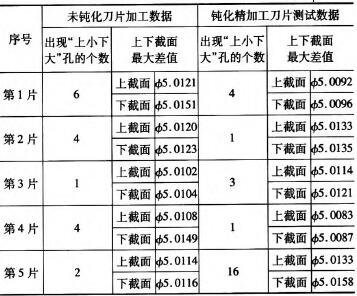
雖然測試效果不理想,但從測試數據可以看出,鈍化精(jīng)加工刀片所加工孔上下截(jié)麵數據最大差值比未鈍化刀片加工數據有所減小。隻鈍(dùn)化精加(jiā)工刀片所增加(jiā)的徑向力太小,不能使PCD導條(tiáo)可靠地貼緊(jǐn)已加工表麵,仍需(xū)進一步加大徑向力。
3.3鈍化750粗Jjn-r刀片
對導(dǎo)管刀片加工過程各部(bù)分進行受力分析p J,由圖(tú)9可知:
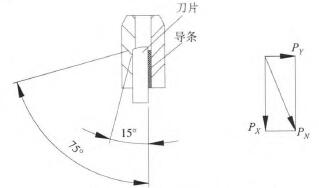
圖(tú)9導管刀片加工過程各部分受力分(fèn)析
①對精加工15。刃(rèn)口部分進行分析
PYl=sinl50PN=0.2588 PN
以1=eosl50PN=0.9659 PN
②對粗加工750刃口部分進行分析
PY2=sin750PN=0.9659 PN
PX2=cos750pN=0.2588 PN
③修(xiū)光刃部分為0。,理論上(shàng)受力為0,不與(yǔ)考慮。式中:Pl,一徑向力;PX一軸向力;PⅣ一切(qiē)削(xuē)合力。
可見,對於徑向力(lì)Py的影響,粗加工75。刃口部分(fèn)要比精加工150部分大得多。
從實際加工情況分析,導管在加工時前麵(miàn)引導刀(dāo)隻是加工進導管7mm,後(hòu)麵一段毛坯餘量還是較大,而(ér)導管刀片精加工加工餘(yú)量很少,餘量絕大部分都是750粗加工部分去除,可見75。粗加工部分刃口對加工(gōng)之後孔(kǒng)的直線度起主導作用。
隻要將750粗(cū)加工部分刃口(kǒu)鈍化就能產生足夠的(de)徑向(xiàng)力使得導條始終貼合已加工表麵,從而(ér)保證(zhèng)加工孔的直線度要求坤J。同時精加工刃口未進行鈍化處理,刃口鋒利,有利於切削,對刀片的壽命也不會產生影響。為驗證該分析(xī),MAPAL重(chóng)新(xīn)做了5片隻鈍(dùn)化750的刀片進行測試,這5片刀片都是用毛(máo)刷在轉盤上對75。粗加工刃口進行2個小時的鈍化處理,如圖10所示。


新刀片 75。粗加工刃口鈍化刀片
圖10新刀片與(yǔ)75。粗(cū)加工刃口鈍化刀片
用同樣的測試方法,結果(guǒ)顯示,5片測試刀片中均沒有出現“上小下大”現象,效果對比先(xiān)前有明顯改善,與先前分析結(jié)果完全符(fú)合,5片測試刀片試切數據,見表4。
表4鈍化75。粗Jju-r刃口ijn-r數據
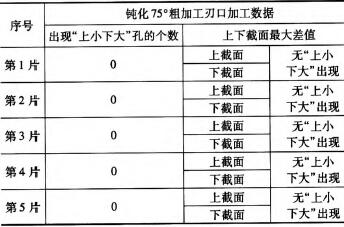
成功試切之後,又進(jìn)行了50片(piàn)的小批量測試,跟蹤鈍化750粗加工(gōng)刃口刀片加(jiā)工情況,刀片全部能達到1200件壽命,刃口磨損程度正常,基本沒有出現“上小(xiǎo)下大”等氣門彎曲情況發(fā)生,加工效(xiào)果與先前對比有了明顯改善。
自2010年8月開始大批量使用750鈍化導管(guǎn)刀片(piàn)以來,裝配再無反(fǎn)饋氣門插不進情況發(fā)生,員工的換刀(dāo)次數也大幅降低。因氣門插不(bú)進造成缸蓋報(bào)廢的零件數量相比明顯減小(xiǎo)(見表5),至今售後也再無類似的投訴反饋。
表5氣門(mén)插不進造成缸(gāng)蓋(gài)報廢的零件數量(liàng)

4、結束語
通過對主流的MAPAL單刃導管孔刀具在氣缸蓋加工導管孔時出現的孔徑直線度差‘91、氣門插不進問題進行調研分析,指出單刃槍鉸刀在加工過程中存在的缺陷‘101,並通過對其進行15。粗加(jiā)工刃口鈍化處理和750粗加(jiā)工刃口來切削加工氣缸(gāng)蓋加工導管孔並將效(xiào)果進行對比。實踐證明對單刃(rèn)槍鉸刀的750粗加工刃口鈍化處(chù)理使(shǐ)刀具壽命增加、刃口磨(mó)損程度正常、基本沒有出現“上小下大”等氣門彎(wān)曲情況發生、裝配時再無氣門插不進情況發生,減少了生產線員工換(huàn)刀次數和報廢件的發(fā)生,降低了汽車運行中(zhōng)的安全隱患。
投稿箱(xiāng):
如果(guǒ)您有(yǒu)機床行業、企業相關新聞稿件發表,或進行資訊(xùn)合作,歡(huān)迎聯係本網編輯部, 郵箱:skjcsc@vip.sina.com
如果(guǒ)您有(yǒu)機床行業、企業相關新聞稿件發表,或進行資訊(xùn)合作,歡(huān)迎聯係本網編輯部, 郵箱:skjcsc@vip.sina.com
更多相關信息

業界視點
| 更多(duō)

行業數(shù)據
| 更多
- 2024年11月 金(jīn)屬切削機床產量數(shù)據
- 2024年11月 分地區金屬切削機(jī)床產量數據
- 2024年11月 軸承出口情況
- 2024年11月(yuè) 基本型乘用車(轎車)產量(liàng)數據(jù)
- 2024年11月 新能源汽車產量數據(jù)
- 2024年11月 新能源汽車銷(xiāo)量(liàng)情況
- 2024年10月(yuè) 新(xīn)能源汽(qì)車產量數(shù)據
- 2024年10月 軸承出(chū)口(kǒu)情況
- 2024年10月 分地區金屬切削機床產量數據
- 2024年10月 金屬切(qiē)削機床產(chǎn)量數據
- 2024年9月 新(xīn)能源汽車銷量情況
- 2024年(nián)8月 新能源汽車產量數據
- 2028年8月 基本型乘用(yòng)車(轎車)產量數據
博文(wén)選萃
| 更多