



細長軸加工工藝設計
2016-9-13 來源:山(shān)東常林機械(xiè)集團股份有限公司 作者:顏春(chūn)峰 張學春
摘(zhāi)要:在車床車削加工細長軸(zhóu)時,應采取適當合理的加(jiā)工方法來保(bǎo)證零件的加工精度、零(líng)件的使用性能,以便達到圖紙的設計要求。
關鍵詞(cí):細長軸(zhóu)兩爪(zhǎo)跟刀架螺(luó)紋回轉頂尖
長度與直徑之比大於25 倍的軸稱為細長軸。隨著機械行業的發展,在機械機構中細長軸的應用越來越廣泛(fàn),但其(qí)長徑比較大,在加工過程中具有一定的難度,在車削過程中會出現以下問題:
(1)工件受切削力、自重和旋轉時離心力的作(zuò)用(yòng),會產(chǎn)生彎曲、振動、嚴重影響其圓柱度和表(biǎo)麵粗糙度。
(2)在切削過程中,工件受熱伸長(zhǎng)產生彎曲變形(xíng),車削就很難進行,嚴重時會使工件在頂尖間卡住。
在日常工作中,由於(yú)沒有專用設備或專用工裝夾具來此類細長軸的工(gōng)件進行加(jiā)工製作,所(suǒ)以隻能用普通車床車削加工。
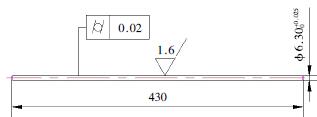
圖1 細(xì)長軸零件示意圖
圖1 是材料為45# 鋼的一種細長軸零件圖。零件直徑φ6.3mm,總長480mm(包含工(gōng)藝(yì)部分),長徑比達70,其外圓的尺寸(cùn)精度、形位公差、及(jí)表麵粗糙度的要求較高(gāo),在切削中容易彎曲、變形、振動、出現(xiàn)錐度的發生。
1、傳統加(jiā)工方案
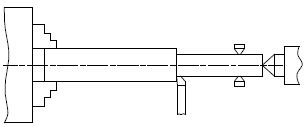
圖2
1.1 技術方案
(1)傳統(tǒng)的加工工藝(yì)我們采取一夾(jiá)一頂(如圖2 所示),利用三爪跟刀架加工,這種加工方法加工起來工件的表麵粗糙(cāo)度太高,有時有積屑瘤,已加工麵容易被切屑拉毛,切削時易產生振動。
(2)用兩頂尖夾裝細長(zhǎng)軸,能保證工件同軸度,但剛性差,易產生振動;精度不容易控製,經常會出現大(dà)小頭,很難達到圖紙要(yào)求。
1.2 原因分析
上述兩種加工方法單向(xiàng)受力、剛(gāng)性差、工件易產生振(zhèn)動、刀具安裝不(bú)合理、切削方向正(zhèng)常走刀、不易加工細長軸。
1.3 采(cǎi)取方法
可以使用兩爪(zhǎo)跟刀架把外(wài)來切削力抵消掉(diào)或者合理安裝(zhuāng)刀具,使刀具更(gèng)加合理,改變(biàn)切削方向也可以消除一部分(fèn)外力引起的變形振動。
2、實施方法
采用螺紋(wén)回轉頂尖如圖(3)所(suǒ)示(shì),拉製(zhì)切削反向走刀,兩爪跟刀架通過反複試(shì)製切削,同樣能加工出合(hé)格的產品,以便提(tí)高工(gōng)作效率。
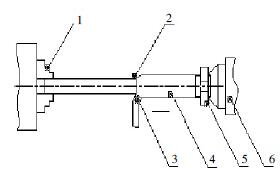
1.三爪自定心卡盤;2.兩爪(zhǎo)跟刀架;3.刀具;4.工件(jiàn);5.螺帽;6.螺紋回轉頂尖
圖3
在車削時用螺紋回轉頂(dǐng)尖拉(lā)緊工件反向走刀,用此方法加工(gōng)細長(zhǎng)軸類工件,能(néng)解決(jué)加工過(guò)程中由於切削(xuē)熱而產(chǎn)生的線膨脹和徑向切削力。
(1)由原來的一(yī)夾一頂(dǐng),回轉頂件尖通過增(zēng)加5、6(如圖3 所示),在加工過程中螺紋回轉(zhuǎn)頂尖拉緊工件,調整後將螺母背緊(jǐn),使(shǐ)工件受一個(gè)軸(zhóu)向力和切削力PX 方向一(yī)致的拉力,使(shǐ)工件繃緊不致被甩彎。
通過采用一夾一拉的方式(shì),使工件始終處於拉緊狀態(tài),解決了切削時產生的變形問題。
(2)跟刀架。在切削細長軸時,使用跟刀架是必要的,所以如何使用好跟刀架也很關(guān)鍵。兩爪跟刀架其兩爪軸線夾角大於90°,約為100°,而(ér)三爪跟刀架的三爪軸(zhóu)線的夾角均為90°。在正常的切削過程中(zhōng)通過我的實踐經驗認為(wéi),使用三爪跟(gēn)刀架沒有必要,使用好兩爪跟刀架,同樣能夠(gòu)車削(xuē)出合格的細長軸。車削時每次走刀前要在靠近卡盤一端車(chē)出跟刀架位置,這(zhè)一段直徑要(yào)與跟刀架的架子爪互研。
(3)仔細要調(diào)整好機床,要(yào)使尾座與(yǔ)主軸軸線同軸,溜板間(jiān)隙調整恰當等。
(4)車削時刀具要保持銳利、分粗精車進行,加注充分的(de)冷卻液。
(5)刀具(如圖4)。刀具材料選用YW1 硬質合金刀頭(tóu),或YT15,主偏角為75~93。粗車刀的幾何(hé)參數為:前角25~35°,後角8°,主偏角75~93°,副偏角45°,刃傾角取正(zhèng)值,rε=0.1~0.2mm,R=2~3mm 。精車用寬刃精車(chē)刀,刃口磨削要平整,刀具安裝(zhuāng)中心對準(zhǔn)主軸旋轉中心。
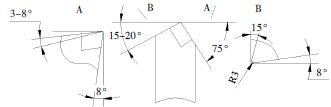
圖4
3、工序內容
(1)下料φ10×480mm,45# 鋼。
(2)熱處理、校直,全長直線度≤0.5 mm。
(3)一端用板牙套M10×1.5×10 的螺蚊(wén)(加工時工藝螺紋)。
(4)三爪自定心卡(kǎ)盤裝夾,一(yī)夾一拉裝夾工件,反向進給粗車外(wài)圓φ6.3mm,留餘量1.5mm。
(5)測量工件兩端直徑之差≤0.02mm,若不符合要(yào)求,應調整(zhěng)尾座予以保證。仍以反向進行精車φ6.3 外圓,留餘(yú)量0.2mm,並再次檢查圓柱度誤差,從而達到符合圖紙要求(qiú)。
(6)反向進給(gěi)以低速走刀,三爪自定心(xīn)卡盤裝夾精車到φ6.3 外圓達到圖紙要求,表麵粗糙(cāo)度為Ra1.6。
(7) 卡盤裝(zhuāng)夾車(chē)去(qù)兩端工藝部分, 保(bǎo)證總長430+0.200mm符合圖(tú)紙要求。
(8)去除毛刺並全檢。
4、注意事項
(1)在切削前,必須首先把卡爪研好,卡爪上弧麵直徑不能小於加工零件每次走刀時的直徑,調(diào)整架子(zǐ)爪時,兩個爪的力量均勻(yún),不能過大,並使兩弧麵形成與工件的同心圓。
(2)粗車時,刀尖要高(gāo)於工件圓心0.1mm 左右,精車時刀尖應等於工(gōng)件的中心。
(3)切削液采用高濃度(dù)浮化液即可,要連續澆注,以便更好的降低切削熱。
(4) 機床的(de)轉速應選擇250~400r/min,進給量取0.1~0.15mm/r。
5、特點
(1)易加工,提高了表麵精度,積屑瘤及切削拉毛(máo)、振(zhèn)動等現象得以消失。
(2)工件的幾何精度得到了控製,大小頭、直線度、同軸度等通過調整也得到了很好的控製。
6、結論
通過以上細(xì)長軸加工工藝方法,不但解決了細長軸的加工難題,而且有效的提高了生產效率。
參考(kǎo)文獻
[1] 車工技師培訓教材.機械工業出版社,2005.8.
[2] 車(chē)工工藝學.機械工業出版社,1996.8.
[3] 高級車工工藝學.機械工業出版社,2002.5
投稿箱:
如果您有機床行業、企業(yè)相關新聞稿件發(fā)表(biǎo),或進行資訊合(hé)作(zuò),歡迎聯係本網編輯部, 郵(yóu)箱:skjcsc@vip.sina.com
如果您有機床行業、企業(yè)相關新聞稿件發(fā)表(biǎo),或進行資訊合(hé)作(zuò),歡迎聯係本網編輯部, 郵(yóu)箱:skjcsc@vip.sina.com
更多相關信息
金馬")
業界視點
| 更多
查")
行業數據
| 更多
- 2024年11月 金屬切削(xuē)機床產量數據
- 2024年(nián)11月 分地區金屬切削機床產量數(shù)據
- 2024年11月 軸承出口情況
- 2024年11月 基本型乘用車(轎車)產量數(shù)據
- 2024年11月 新能源汽車產量數據
- 2024年11月 新能源汽車(chē)銷量情(qíng)況
- 2024年10月(yuè) 新(xīn)能源汽車產量數據
- 2024年10月(yuè) 軸承出口情況
- 2024年10月 分地區金(jīn)屬切削機床產量數據
- 2024年10月 金屬切削機床(chuáng)產量數(shù)據
- 2024年9月 新能源汽車銷量情況
- 2024年8月 新能源汽車產量(liàng)數據
- 2028年8月 基本型乘用車(轎車)產量(liàng)數據
博文選萃
| 更多