機")



摘要: 介紹GNC61 數控係統在大(dà)連科(kē)德數控(kòng)有(yǒu)限(xiàn)公司生產的ZK600H 小型立式加(jiā)工中心上(shàng)的應(yīng)用。討論了機床設計(jì)的方案,給出(chū)了係(xì)統調(diào)試(shì)的具體方法,如PLC 調試、NC 調試等,為(wéi)GNC61 數控係統在此類機床上的應用提供了(le)有益的參考。
關鍵詞: GNC61 數(shù)控係統; 立式加工中心(xīn); 機床應用; 調試
大連光洋科技工程(chéng)有限公司設計、生產製造的BT30 小型立式加工(gōng)中心ZK600H,除了鑽孔和攻絲加工(gōng)外,還(hái)可以進行銑(xǐ)削、鏜孔加工,廣泛服務於機械、汽車零部件、IT 精密零件、精密模具、模型等各個行業,加工領域也可根據客(kè)戶的要求不斷擴大(dà)。大連光洋科技工(gōng)程有(yǒu)限公司(sī)是同行業(yè)中國際上(shàng)首家在一家(jiā)企業實現完整數控技術產品產業(yè)鏈的企業,構建完成具(jù)有(yǒu)國(guó)際競爭(zhēng)力的(de)完整數控技術鏈和產業鏈,具備了從係統的角度去(qù)規劃、設計、分析、優化(huà)高檔數控機床的能力。此機床集高效生產、穩定運行、節約空間等優勢於一體,更是大連光洋科技工程有限公司強大(dà)係統集成實力的體(tǐ)現。
1、 機床設計方案
1. 1 機床情況簡介
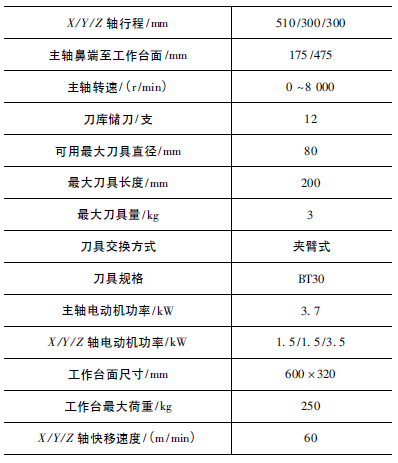
該機床有X、Y、Z 這3 個進給軸,1個主軸,1個容(róng)量為12 把刀的刀(dāo)庫,進給軸(zhóu)采(cǎi)用GONA 交流伺服(fú)電動機驅動,主軸采用超同步異步伺服電動機,具體設計指標見表1。
表1
1. 2 數控係統的選擇
GNC61 光纖總線開放式高檔數(shù)控係統集NC、PLC、HMI、機床鍵盤、係統鍵盤於一體,係統與伺服之(zhī)間采用以光(guāng)纖為(wéi)介質的GLINK 全數字總線方式進行連接,配合模塊(kuài)化伺服驅動(dòng)結構,實(shí)現了(le)安全(quán)、可靠、最少化的布線。GNC61 光纖總線開放式高檔數控係統(tǒng)的(de)核心部件———數控(kòng)係統主控單元,它(tā)集成了數控係統和PLC的控製,包括相(xiàng)應的數(shù)控軟件和PLC 控製軟件,並帶有手輪及測量接口、IO 擴展接口、USB、以太網等設備總(zǒng)線接口,通過設備(bèi)總線(xiàn)接口可實現工廠集成控製。
1. 3 GNC61 數控係統(tǒng)的應用方案
GNC61 數控係(xì)統在此機床的應用原理圖如圖1所示。GNC61 數控係統具有係統鍵盤、機床鍵盤和手輪接口,可通過專用電纜與手輪連接。機床鍵盤的所有信號( 包括按(àn)鍵、主軸倍率、進給軸倍率信號和指示燈信號) 均為數字(zì)量,通過大連光洋自主知識(shí)產權的GLINK 協議總線與數控係統主控單元連接。整個機床的邏輯控製部分是由PLC 完成的,PLC 程序在GNC61 數控係統中循環執行(háng),所有的(de)輸入/輸出量均通過GLINK 協議傳送。
模塊化光(guāng)纖總(zǒng)線式(shì)驅動器(qì)是大(dà)連(lián)光洋科技工程有(yǒu)限公司推出的新一(yī)代交流(liú)伺服驅動產品。可以實現高精度、高性(xìng)能的伺服控製功(gōng)能。它不僅能控製同步(bù)伺服電(diàn)動機,還能控製三相異步電動機、力矩電動機及直線電動機。采(cǎi)用光纖作(zuò)為通信介質,具有適應(yīng)能力強,不怕外界強電磁(cí)場和強電場的幹擾(rǎo)等優點。采用(yòng)共直流母線技術(shù),集中供電,電動機軸之間的能(néng)量共享、降低用戶用電成本。集成可編程PLC 功能,可用於機床電氣控製,代替了外置獨立的PLC 模塊(kuài),大大減少了機床內部連線。
1. 4 係(xì)統配置清單
根據機床的設計(jì)要求(qiú),經過詳細的(de)計(jì)算選型,主要的電氣元件清單如表2 所示(shì)。
表2

2 、係統調試
機床裝配完畢後,進入到機床調試環節,主要的調試工作分成以下幾部分:
2. 1 係統連接
正確的連(lián)接是係統調試順利(lì)進行的基礎。係統的連接包括係統(tǒng)各(gè)部件的連(lián)接( 如個人計算機、牛耳排線、24 V 直流穩壓電源、手(shǒu)輪) 、光纖總線的連(lián)接、驅動係統和伺服電動機連接等。GNC61 是基於GLINK 總線的數控係統。輸入輸出信號是通過(guò)GLINK 傳送的,位置調節( 速度給定和位置反饋信號) 也是通過GLINK 完成的,因而GLINK 的正確連接非(fēi)常重要(yào)。
2. 2 係統上電
在確定係統的連接和(hé)供電(diàn)部分沒有錯誤後,將三相交流電接入電(diàn)源模(mó)塊,合上係統的主電源開關,GNC61 數控係(xì)統以及(jí)驅動器均通(tōng)電。其中,GNC61 主控單元為24 V 直流供電,伺(sì)服電源模塊為3 相380 V供電。第一次通電後(hòu)要(yào)檢測GNC61、伺服電源及驅動器狀態是否正常。若GNC61 進入係統界麵有報警顯示,則要根據報警信息確定(dìng)報警(jǐng)原因後再進行係統調試。
2. 3 PLC 調試(shì)
PLC 程序在(zài)數控機床係統中起(qǐ)著關鍵的作用,數控機床正常的運轉需要PLC 程序的參與,PLC 通過伺服上的I /O 口及係統內部的子程序和程序接(jiē)口向係統(tǒng)發出執(zhí)行(háng)動作命令(lìng),啟(qǐ)動(dòng)數控機床。在GNC61 係統中(zhōng),用(yòng)戶無需自我搭建(jiàn)PLC 應用程序,在調試數控機床之(zhī)前(qián),PLC 程序(xù)已編寫完成,根據機床運(yùn)行的狀態不斷修改PLC 程序,完成數控機床的PLC 程序調試及數控(kòng)機床的調試(shì)。
在數控機床調試過程中,GNC61 係統中通過GPLCIDE-2 軟件(jiàn)來編寫及修改PLC 控製程序。同(tóng)時GPLCIDE-2 軟件提供(gòng)了應用於PLC 的子(zǐ)程序庫(kù),可視化界(jiè)麵編譯等模塊,數控機床調試者可根據(jù)自己的需要調用模塊中程(chéng)序,編(biān)寫相對應的(de)數控機床程序(xù)。由於ZK600 數控機床為三軸立式數(shù)控機床,故其PLC 程序相對不是很複雜,動作執行功能塊較少。主要包(bāo)括急停功能塊( SyEmergenc) 、複位功能塊( SyReset) 、主軸功能塊( Axis - Rotate) 、手輪功能塊( Axis-HandWhl) 、機床冷(lěng)卻模塊( Cooling) 、機床潤滑模塊(Lubricate) 、刀庫模塊( TOOL) 、MST 模塊( MST _ Cool) 、鍵盤模塊( Key-Board) 和其他模塊( 比如機床限位模塊,機(jī)床照(zhào)明(míng)及警示燈模塊) 等模塊。針對數控係統上各按鍵的功能(néng)實現,主要是編寫在PLC 鍵盤(pán)模塊子(zǐ)程序中; 機床NC 編(biān)程(chéng)中使用到的MST 代碼編寫在MST 模塊子程序(xù)中; 數控(kòng)機床中(zhōng)各輸入輸出(chū)信號編寫在(zài)各對應的功能塊子程序中。
ZK600 立式加工中心PLC 程(chéng)序編寫完成之後,將其文件拷入GNC61 數(shù)控係統(tǒng)中(zhōng),然後通過編程軟件GPLCIDE-2 加載到數控係統中,實現機床的(de)操作。加載程(chéng)序完成後,運用軟件中的調試模式對PLC 程序進行調試。
2. 4 驅動器調試
驅(qū)動(dòng)器作為(wéi)數控機床中一個重(chóng)要的驅動部件,其(qí)性能的好壞直接關係(xì)著電動機是否能夠(gòu)正常的運轉。調試驅動器需要使(shǐ)用(yòng)光洋自主研發的驅動器調試軟件。進入(rù)界麵後,點擊調(diào)試選項,輸入驅動器相關參數,通過驅動器調試軟(ruǎn)件旋轉(zhuǎn)電動機,調整驅動器及電(diàn)動(dòng)機相關參數,完成驅動器調試。
2. 5 NC 調試(shì)
在PLC 調試及驅動器調試完成後,進入到係統調(diào)試界麵(miàn)中,首先要對(duì)係統上(shàng)基(jī)本的數控(kòng)機床(chuáng)參數進行對應的設定及配置。如: 數控機床(chuáng)總線參數配(pèi)置,各軸狀態配置,各軸位置環參數(shù)配(pèi)置,各軸電動機性能配置,各軸運動性能配置,回參考點配(pèi)置,坐標係的配(pèi)置,軟限(xiàn)位(wèi)參數設定(dìng)等。然後點(diǎn)擊GNC61 係統調(diào)試,進入調試界麵,根據係統上繪製各監(jiān)視參(cān)數曲線及各軸運動狀(zhuàng)態,調整相(xiàng)對應的參數設定值,完成對數控機床狀態的調試。待調試完(wán)成後,數控機床進入到最佳的運行狀態。
2. 6 刀庫調試
GNC61 數控係統通過M 代碼及T 代碼來實現數控(kòng)機床的換刀過程。實現的代碼為M06TXX,字母T後麵為需(xū)要(yào)換的刀號。在調試(shì)刀庫(kù)之前,需要向數控係統(tǒng)刀庫文件中輸入本機床上使用(yòng)的刀具信息( 如刀具類型,刀具號,刀座號) ,係統會將根據設定輸入的刀具信息以及(jí)PLC 程序傳輸的(de)刀具信息(xī)進行相(xiàng)應的換刀動(dòng)作。
在GNC61 數控係統中,用戶可采用二種方式進行換(huàn)刀操作,一種為手動方式(shì),一種為自動方式。但是(shì)在進行換刀之前,用戶必須要對刀(dāo)庫進行回零動作,將刀庫上當前的刀位移植到1 號刀位上方可進(jìn)行相應的操作。
由 於ZK600 立式加(jiā)工中心采用12 把刀位的機械性(xìng)刀庫,故在每次(cì)換刀的時候係統會根據當前的Z 軸位置判(pàn)斷是否能進行換刀(dāo)操作,如果不能進行(háng)換刀(dāo)動作,用(yòng)戶需根據係(xì)統提示(shì)將(jiāng)Z 軸(zhóu)移動(dòng)到可換刀的位置上。待用戶移到換刀點後,點擊係統界麵上的MDI 按鍵,輸入M06TXX,再點(diǎn)擊(jī)執行當前行段,數控機床便自(zì)動(dòng)進行相對應的換刀動作。
自動換(huàn)刀完成後,用戶可通過數控係統鍵盤上製定的換刀按鍵(jiàn)進行手動換刀(dāo)。在數控係統上通過按鍵K1、K2、K3 這3 個按鍵進行相應的換刀動作。
在調試刀庫的時候,要注意數控機床實際運行的距(jù)離和PLC 程序中設定的距離是否一(yī)致,如發(fā)現各軸運行(háng)位置異常,需及時調整各軸位置或PLC 上設定的程序,以便(biàn)進行相應的換刀(dāo)動作。
3、 結語
該機床經過調試(shì)完全達到了設計指標,半年來運行情況(kuàng)良好,加工性能穩定。是大連(lián)光洋科技工程(chéng)有限公司GNC61 數(shù)控(kòng)係統在立式加工(gōng)中(zhōng)心的一次成功應用。再次證明了大連光洋科技工程有限公司具備了從係統的角度去規劃(huá)、設計(jì)、分析、優化各種高檔數控(kòng)機床(chuáng)的能力。
如果您有機床行(háng)業、企(qǐ)業相關新(xīn)聞稿件(jiàn)發(fā)表,或進行資訊合作,歡迎聯係本網編輯部, 郵(yóu)箱:skjcsc@vip.sina.com
馬")

- 2024年11月 金屬切(qiē)削機床產(chǎn)量數據
- 2024年11月 分地區金屬切削機床產(chǎn)量數據
- 2024年11月 軸承出口(kǒu)情況
- 2024年11月 基本型乘用車(轎車)產(chǎn)量數據
- 2024年11月 新能源汽車產量數據
- 2024年11月 新能源汽車銷量情況(kuàng)
- 2024年10月 新能源汽車產量數據
- 2024年10月 軸承出(chū)口(kǒu)情況
- 2024年10月 分(fèn)地區金屬切削機(jī)床產量數據
- 2024年10月(yuè) 金屬切削(xuē)機床產量數據
- 2024年9月 新能源汽車銷量情況
- 2024年8月 新能源(yuán)汽車產量數據
- 2028年8月 基本型乘用車(轎車)產量數據