太克")



西門子 828D 刀(dāo)庫功能解析及實現
2024-5-24 來源: 一拖(洛陽)柴油機有限公司 作者:張鋒,馬金衛,盧浩鵬,郭繼(jì)程(chéng)
摘要:刀庫換刀功能是數控加工中心一個不可或缺的功能,闡述西門子 828D 數控係統刀庫功能所需的(de)參數和數據表(biǎo)的含義,換刀步驟的(de)命令和(hé)響應過程,用實際改造項目進行輔助說明(míng)。
關(guān)鍵詞:828D;刀(dāo)庫;加(jiā)工中(zhōng)心;刀具管理
0 引言
一拖(洛陽)柴油機公司一台 ARROW500 加工中心故障率(lǜ)高,為了解決問題決定用西門子 828D 係統代替原有定(dìng)製數控係統。整個改造過程中,實現換刀功能是難度最大的部(bù)分。為實現(xiàn)刀(dāo)庫換(huàn)刀功能,技術人員查閱大量資料,投入大量時間和精力。要實現換(huàn)刀功能,首先要弄明白西門子 828D 數控係統(tǒng)換(huàn)刀過程中的數據傳遞,以(yǐ)及相關(guān)參數的含義(yì)。
1、換刀功能技術研究
全新的 828D 數控係統默認沒有“刀具管理”界麵,需要運行刀庫初始化文件 MAG_CONF.SPF 進行刀庫初(chū)始操作,刀庫初始化步(bù)驟在《828D 簡(jiǎn)明調試手冊》有詳細介(jiè)紹,按(àn)照步驟操作(zuò)即可。換刀子程序 L6.SPF 使用西門子提供的標準程序,根(gēn)據手(shǒu)冊複製到指定位置即可。
然後根據實際情況設定相關參數:MD10715[0]、MD10716[0]、MD10717、MD10760、MD20270、MD22550、MD22560、MD20310(bit9)、MD52270(bit7、bit8、bit9)、MD30600[0]、MD30600[1]和MD30600[2]。參數具體含義參(cān)考《SINUMERIK 828D,SINAMICS120 機床數據參數手(shǒu)冊》。
刀庫(kù)功能(néng)的實現(xiàn)是數(shù)控係統、PLC 程序、刀庫檢測信號之間精準配合完成的。換刀過(guò)程中,每一(yī)步都是由 NCK 發出動作開始命令(lìng),由 PLC 發出動作完成的應答信號來結束該步,NCK 進入下一步。
1.1 建立傳輸/響應步驟表
描述一個刀具的移動需要一(yī)個(gè)源地址和一個目(mù)標地(dì)址。新刀(dāo)是要換(huàn)上主軸的,目標地址(zhǐ)是固定的,就是主軸(zhóu)。新刀的源地址是刀庫,但(dàn)是刀位號是隨機的,可(kě)以是任意一(yī)個刀位。舊刀是要(yào)換回刀庫的,源地址是固定的(de),就是主軸。舊刀的目標地址是刀庫,但是刀位號是(shì)隨機的,可以是任意一個刀位。
在 PLC 程序中添加 3 個係統(tǒng) DB 塊(kuài),DB9900(常量傳遞表)、DB9901(變量傳遞表)和 DB9902(響應表),在表中定義刀具或刀庫的(de)所有可能的狀態。
1.1.1 DB9900 常量傳遞表
DB9900 常(cháng)量傳遞表列舉換刀過程中刀具經曆的刀庫變化,例如待換刀臂刀庫的刀具從刀庫到主軸,依次經(jīng)曆刀庫(真實刀庫)、換刀臂(緩衝區 2,西門子把緩衝區也看作一個刀庫)、主軸(緩衝區 1),刀(dāo)具經曆的刀庫和刀位在後麵詳細介紹。
設計 DB9900 常量傳遞表的步驟要點:
單獨設計新刀移動的步驟,即刀具從刀庫到主軸的過程步驟。例如,帶換刀臂的刀庫,新刀移(yí)動到主軸有(yǒu)兩步:刀(dāo)庫→換刀臂、換刀臂→主軸。
單(dān)獨設計舊刀移(yí)動的步驟(zhòu),即刀具從主軸(zhóu)到刀庫的過程步驟。例如,帶換刀臂的刀庫(kù),舊刀(dāo)移動到主軸有兩步:主軸→換(huàn)刀臂、換刀臂→刀庫。
DB9900 的步驟數=新刀移(yí)動的(de)步驟數+舊刀移(yí)動的步驟數。因此帶換刀臂(bì)刀庫(kù)的換刀步驟有 4 步。
1.1.2 DB9901 變(biàn)量傳遞表
DB9901 變量(liàng)傳遞表列舉刀具在真(zhēn)實刀庫中刀位的變化,一般都是把(bǎ)目標到位(wèi)號調到可以離開刀庫的(de)位置,步驟比較少,步驟號從 101 開始與(yǔ) DB9900 步驟(zhòu)號從 1 開始不同。
1.1.3 DB9902 響應表
DB9902 響應表的(de)步驟不是每次換刀都全部執(zhí)行,而是根據主(zhǔ)軸無刀抓新(xīn)刀、主軸有刀(dāo)換刀、還刀 3 種情況執行不同的步驟,響應對應的信號即(jí)可完成換刀過程。
DB9902 響應表建立要點:
建立響(xiǎng)應表應該窮舉出主軸(zhóu)無刀抓新刀、主軸有刀換刀、還刀這 3 種刀庫動作的所有狀態。有(yǒu)共同的狀態合成同一步,不同的狀態需要全部列舉出來放入 DB9902 中。每一步都要指明新刀和舊刀的動作(zuò),如果(guǒ)沒有動(dòng)作,起始值設為零。
響應表(biǎo)中的新/舊刀要執行相應的(de)動作,動作起始(shǐ)值填寫DB9900 中編寫動作步驟的步驟號。
刀庫結構(gòu)越複雜,換(huàn)刀的中間狀態越多,建(jiàn)立的響應表步驟越多。
響應表還要建(jiàn)立刀庫旋轉的步驟和換刀(dāo)終止的步驟。刀庫(kù)旋轉舊(jiù)刀沒有動作,新刀動作的起始值要和 DB9901 中相應動作的步驟號相同。
真實刀(dāo)庫中的某個刀位用刀位號表示,但是(shì)刀庫中的刀位往往(wǎng)較多(duō),很難逐個列出。所以(yǐ)用“0,1”代表新(xīn)刀源地址,實際地址在 DB4300.DBW6 和 DB4300.DBW8 中;用“0,2”代表舊刀目標地址,實際地址在 DB4300.DBW18 和 DB4300.DBW20 中(zhōng)。
在緩衝區中用“9998,1”代(dài)表主軸,“9998,2”代表卡爪 1,“9998,3”代表卡爪 2。一般(bān)刀庫(kù)裝刀點都(dōu)是主軸(zhóu),用“9999,1”表示,如果還有第二裝刀點,則用“9999,2”表示。
1.2 自動換(huàn)刀命令和應答
刀庫換刀相關命令讀取地址見表 1。
表 1 自動換(huàn)刀命令信(xìn)號接口

DB4300.DBX0.0 是(shì)命令(lìng)位,代表當前有命令。DB4300.DBB1中的每一位對(duì)應不同的命令內容。
自動(dòng)換刀過程中,DB4300.DBX1.0~DB4300.DBX1.6 中的信號來自(zì) NCK,結合換刀程(chéng)序的信息和刀具管理表的實際情況(kuàng),向 PLC 發出不同的信號。例如:換刀程序執行時主軸上無刀(dāo),則(zé)DB4300.DBX1.4 置 1;執行(háng)換刀程序 T0,則 DB4300.DBX1.3 置1;換刀執行到需要刀庫旋轉找刀時,DB4300.DBX1.2 置 1。
正常情況下換刀程序(xù)執(zhí)行 M206 指令後,DB4300.DBX1.1一直置(zhì) 1,刀庫換刀位的刀號和主軸上刀具的原刀(dāo)位不相同時,DB4300.DBX1.1 不會置 1,還有其他條(tiáo)件也可能導致 DB4300.DBX1.1 不(bú)會置 1,需要多加觀察。
自動換刀各個步驟應(yīng)答地址見表 2。
表 2 自動換(huàn)刀應答信號接口
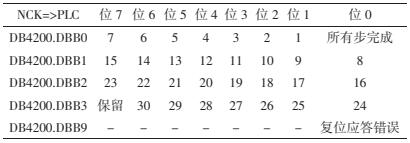
表 2 中數字對應 DB9902 中(zhōng)的步驟數。例如 DB4200.DBX0.1中(zhōng) 1,對應(yīng) DB9902 中的第 1 步,當換刀過程中執行到 DB9902中的第 1 步,如果 PLC 將 DB4200.DBX0.1 置 1,表示(shì) DB9902 中的第 1 步完成,否則(zé)刀具管理表(biǎo)認為這一步沒有完成,不會進行下一步動作。
響應信號使用置位線圈(S),其接通後,在下一個 PLC 掃描周期自動複位(wèi),因此不需要複位的 PLC 程序。
響應信號存在的實(shí)際非常短暫,隻有(yǒu)一個 PLC 掃描周期,因此在 PLC 程序(xù)監控中看不到響應信號接通,需要添加輸出或者(zhě)中繼點的(de)置位線圈進行輔助顯示。
如果不借助輔助顯示信號,直(zhí)接監控到(dào)一個響應(yīng)信號一直存在,則表示該響應信號的命令沒有出現,先出現了響應信號。這種情況下即使(shǐ)響應信號的條件(jiàn)已經不滿足,該信號在下一個PLC 掃描周期也不會自(zì)動複位(wèi),需要接通 DB4200.DBX9.0 來複位該信號。
響(xiǎng)應信號其實就是告(gào)訴刀(dāo)具管理表,換刀的某個動作已經完成,可以進行(háng)下一步動作。
2、ARROW500 的換刀功能設計
ARROW500 刀庫(kù)為沒有換刀臂的鬥笠式刀(dāo)庫,換刀時主(zhǔ)軸直接(jiē)在刀庫(kù)裏(lǐ)抓刀,換刀步驟(zhòu)比較簡單。換(huàn)刀 PLC 程序(xù)根據個人的思(sī)路,各有(yǒu)不同。主要說明 PLC 中傳送/響應步驟表的建(jiàn)立(lì)。
2.1 DB9900 常(cháng)量傳遞表
由於(yú) ARROW500 沒有換刀臂,換刀的步驟比(bǐ)較少。新刀移動步驟隻有一步:刀庫→主軸;舊刀(dāo)移動步驟也隻有一步:主軸→刀庫。因此 DB9900 中隻設計2 步就(jiù)可以(yǐ),ARROW500 的DB9900設(shè)置如圖 1 所示。

圖 1 ARROW500 的 DB9900 設置
步驟 1 表示刀具從(cóng)刀庫(kù)到主軸的過(guò)程。其中(zhōng) DB9900.DBW0 和B9900.DBW2 的數值“0,1”代表源刀庫號(hào)和源刀位(wèi)號。DB9900.DBW4 和 DB9900.DBW6 的數值“9998,1”代(dài)表目標刀庫號和目標刀位號,也就是主軸。
步驟 2 表示刀具從主軸到刀庫的過程(chéng)。其中 DB9900.DBW8和 DB9900.DBW10 的數值“9998,1”代表(biǎo)源(yuán)刀庫號和源刀位號,也就是主(zhǔ)軸。DB9900.DBW6 和(hé) DB9900.DBW8 的數值(zhí)“0,2”代表(biǎo)目標(biāo)刀庫號和目標刀位號。
2.2 DB9901 變量傳遞表
DB9901 主要顯示刀庫旋轉動作的(de)步驟。ARROW500 的DB9901 數據(jù)如圖 2 所(suǒ)示。
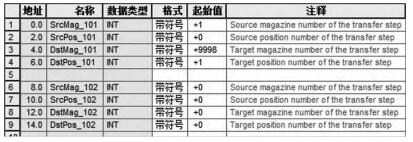
圖 2 ARROW500 的 DB9901 設置
該步驟隻有一步,從刀庫到主軸的數(shù)據傳遞。DB9901.DBW0和 DB9901.DBW2 中的數(shù)據“1,0”代表源刀庫號和源刀位號,表示刀庫中某個刀位,“0”會在 OLC 程序中修改為當前刀(dāo)位號DB9901.DBW4 和 DB9901.DBW6 的數值“9998,1”代表目標(biāo)刀庫號和目(mù)標(biāo)刀位號,也就主軸。
2.3 DB9902 響應表
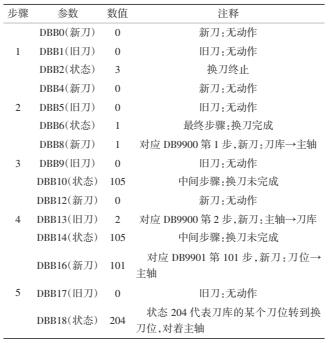
安裝每一步新刀和舊刀隻有一個可以動作的原則,響應表窮舉刀庫換刀的所有可能步驟(zhòu),鬥笠式刀庫響應表(biǎo)設計見表 3。然後根據表使用(yòng)填寫 DB9902 數據塊數據,ARROW500 中DB9902 響應表(biǎo)設置如圖 3 所示。

圖 3 ARROW500 中 DB9902 響應表設置(zhì)
執行不同的步驟,響應對應的信號即可完成換刀過程。例如:
(1)主軸無刀抓新刀步驟順序(xù)(以表 3 中步驟為例)為:步驟5→步驟 3→步驟 2。
(2)主軸有刀換刀步(bù)驟(zhòu)順序為:步驟 4→步驟 5→步驟 3→步驟 2。
(3)還刀步驟(zhòu)順(shùn)序為:步(bù)驟 4→步驟 2。
表(biǎo) 3 鬥笠式刀庫響應表設計
3、結語
通過對西門子 828D 換刀功能(néng)的探(tàn)索與實(shí)踐(jiàn),順(shùn)利(lì)完成ARROW500 加工中心的改造項目,並且對西門子數控(kòng)係統的數據流有了(le)更加深刻的認識,對與西門子數控係統的其他故障排除有很強的借鑒意(yì)義。
投稿箱:
如果您有機床行業、企業相關新聞稿件發表,或進行資訊合作(zuò),歡迎聯係(xì)本網編輯部, 郵箱:skjcsc@vip.sina.com
如果您有機床行業、企業相關新聞稿件發表,或進行資訊合作(zuò),歡迎聯係(xì)本網編輯部, 郵箱:skjcsc@vip.sina.com
更多相關信息

業界視點
| 更多(duō)
")
行業(yè)數據
- 2024年11月 金(jīn)屬切削機床產量數據
- 2024年(nián)11月 分地區金屬(shǔ)切削機床產量數據
- 2024年11月 軸承出口情(qíng)況
- 2024年11月 基本型乘用(yòng)車(轎車(chē))產(chǎn)量數據
- 2024年11月 新能源汽車產量數據
- 2024年11月 新能源汽車銷量情況
- 2024年10月 新能源汽車產(chǎn)量數(shù)據
- 2024年10月 軸承出口情況
- 2024年10月 分地區金屬切削機床產量數據
- 2024年(nián)10月 金屬切削機床產量數據
- 2024年9月 新能源汽車銷量情況
- 2024年8月 新能源汽車產(chǎn)量數據
- 2028年8月 基本型乘用車(轎車)產量數據