



分析(xī)數控加工中心鬥笠式刀庫與自動換(huàn)刀裝置
2024-5-6 來源: 中國航發哈爾濱東安發動機有(yǒu)限公(gōng)司 作者:楊愷(kǎi)
摘要: 針對目前數控加工中心鬥笠式刀庫配合自(zì)動換刀裝置操(cāo)作時存在(zài)的問(wèn)題,文章從實踐(jiàn)角度出發,分析(xī)了鬥笠(lì)式刀庫與自動換刀裝置(zhì)的應用現狀,並提出了優化控製(zhì)的方(fāng)法策(cè)略,其目的是(shì)為相關建設者提供一些理論依據。結果表明,係統裝(zhuāng)置設計人員應(yīng)從問題角度出發,來提高換刀宏程序與 PMC 邏(luó)輯控製程序的配(pèi)合效果。
關鍵詞: 數控加工中(zhōng)心;鬥笠式刀庫;自動換刀裝置;FANYC Oi MD
0 引言(yán)
數控加工中心,作為保證工業化發展進(jìn)程的重要組成部分,其實踐應用(yòng)過程中,並不能滿足當前快速建設市場環境所提出的自動化運行(háng)控製需求。此情況下,相關人員應(yīng)將現有的科學(xué)技術(shù)成果充分利用起來,即在明確數控加工中心鬥笠式刀庫與自動換刀裝置應用(yòng)現狀的前提下(xià),找出自動化運行控製的實現(xiàn)方法。如此,工業建設背景下的製造業就能在此裝置設備(bèi)高效運行使用(yòng)的環(huán)境下,進而生產建設,最終服務於現代化經濟建設的全麵發展(zhǎn)進程。
1、研究數(shù)控加工中(zhōng)心鬥笠式刀庫與自動換刀裝置的現實意義
當前階段,工業化發展進程的不斷加快,使其對製造業與數控加工技術的應用發展(zhǎn)提出了要求,即為我國機械技術的應用發展提供安全穩定的(de)功能助力。具體來說,在開發智能(néng)機械加工技術過程中,因部件需要相互配合(hé)才能實現運轉,所以,相關人員應將自動化換(huàn)刀裝置作為優(yōu)化控製的關鍵(jiàn)[1]。但在實際運用過程中,數(shù)控加工中心自動(dòng)換刀裝置技術(shù)的應用(yòng)效果並不理想,仍處在發展完(wán)善階段。
科(kē)研人員應在(zài)借鑒國(guó)內外先進技術外,還要進行創新改進,以提高數(shù)加工中心自動換(huàn)刀裝置應用實踐的安全可靠性。為此,研究人員應以數控(kòng)加工中心鬥笠式刀庫為例,通過明確其與自動換刀裝置的應用現狀,以找出最(zuì)具效用的實踐控(kòng)製(zhì)策略。
2、數控加工中心(xīn)鬥笠式刀庫與自動換刀裝置的應用現狀
研究表明,由(yóu)於數控加工(gōng)中心是(shì)通過自動換刀係統的運行控製,來實現實際(jì)刀具使用的自動切換(huàn)的。這種情況下,刀(dāo)庫選取的差異性,將會對換刀(dāo)係(xì)統的控(kòng)製(zhì)帶來直接影響。目前,可供選擇的數據加工中心刀庫類型主要有三種,即鬥笠(lì)式、鏈條式與凸輪式。鬥笠式,作為(wéi)工業生產應用數據加工中心過程(chéng)較為常見(jiàn)的換刀裝置,其能夠簡(jiǎn)化換刀過程、提高(gāo)安裝便捷性以及強化管理維護(hù)工作開展效率。故,被廣泛運用於中(zhōng)小(xiǎo)型數據加工中心[2]。如圖 1 所示,為鬥(dòu)笠(lì)式刀庫內部構造。

圖 1 鬥笠式刀(dāo)庫內(nèi)部構造
但經實踐統計(jì)證實,數控加工(gōng)中心的鬥笠式刀庫對刀庫的定位要求較高,且在換刀動作中與軸進行配合。但PLC 無法直接參與數控軸的控製,為此,相關人員應以FANYC Oi MD 數控係統為例,即在係統運行控製過程,利用 NC 宏程序來實現軸與(yǔ) PMC 程序(xù)的有機結(jié)合,進(jìn)而使係統能夠(gòu)以一定的邏輯順序保證數控(kòng)加工係統的運行效率。這是促進工(gōng)業化背景下數控加工(gōng)中心生產建設(shè)領域快(kuài)速(sù)穩定(dìng)發展的關鍵,研究人員應將其充分重視起來(lái),以滿足工業化對其(qí)製造業發展的科學合(hé)理需求[3]。
3、優化數控加工中心鬥笠式刀庫與自動換刀裝(zhuāng)置的實踐分析
3.1 明確鬥笠式刀庫自動換刀動作過程 刀庫換刀動作是指(zhǐ),整個係(xì)統的(de)刀庫朝著主軸方向(xiàng)進行平行移動。如圖 2 所示,為鬥笠(lì)式刀(dāo)庫換刀(dāo)動作流程示意圖。
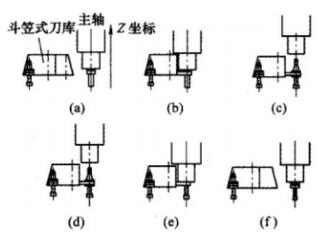
圖(tú) 2 鬥笠式刀庫換刀動作流程示意圖
即通過取下刀庫主軸上的原有的刀具,進(jìn)而使主軸刀庫進入刀庫相應的卡槽。如此,向上移動(dòng),即可脫硫刀具。當主軸移動至安全位置後,就能與(yǔ)其正下方進行對正,並通過下移操作,來將刀具置於主軸的錐孔內部。此時(shí),夾緊刀具,刀庫退回原位置(zhì),就完成了所有的換刀動作。
但在具體動作(zuò)中,首先,如刀(dāo)庫(kù)處於正常運行狀態,刀庫(kù)會(huì)停留(liú)在遠(yuǎn)離主軸(zhóu)中心的(de)位置。其位置需安裝信號傳感器,以將信息(xī)數據輸送至數控機床的 PMC 中,進而完成刀庫狀態的確定[4]。其次,係統(tǒng)應將目標刀(dāo)具號與主軸刀具號進行分析比對,以判斷數控機床運行是否處於鎖住狀態。
如,目標刀具號與主軸當刀具(jù)號(hào)一致,就可直接輸出換刀動(dòng)作信號;如不一致,或是機床未處於鎖住狀態,則應啟動刀庫的換刀程(chéng)序,來滿足(zú)數控係統的操作需求[5]。再次,在刀庫確(què)定抓刀後,數控(kòng)加工中心的主軸,就能對其進行吹氣鬆刀的控製。換句話說,就是通過(guò)在機床的主軸部位安裝起鬆刀功能作用的傳感器。這樣一來,一旦數控(kòng)機床接收到傳感器的反饋信號,就可執行(háng)相應的動作,並允許(xǔ)下一動作的(de)開始(shǐ)。最後,主軸(zhóu)下移至 Z 軸的第二參考點換刀位置,並(bìng)進行抓刀動作。當主軸刀具夾緊後,夾緊傳感器就可發出相應的信號(hào),以(yǐ)為係統(tǒng)判斷提供數據。當數控加工中心的刀庫向遠(yuǎn)離主軸中心位置進行側平移時,應直到(dào)PLC 接收到傳感器發出(chū)的反饋信號,來進行主軸定位解除與換刀動作結束等操作。
3.2 換刀宏程序設計 當(dāng)係統檢測到程序換(huàn)刀指令後,NC 係統會自動調用換刀宏程序,並對 T 代碼進行譯碼處理。一方麵,宏程序與 PMC 程序執行換刀動作,是采用應答工作方式,以(yǐ)使(shǐ)宏程序向 PMC 發(fā)出刀庫具(jù)體(tǐ)動作的命令。當 PMC 執行完畢後(hòu),就可(kě)將完成信(xìn)息反饋至換刀宏程序中,進而執行下麵的換(huàn)刀程序。另一(yī)方麵,PMC 與 NC程序的配合,應在 PMC 的整個換刀過程中控製刀庫的正反轉、鬆刀緊刀閥的動(dòng)作以及換刀動作順序等。此過程,主軸的上升、下降以及(jí)定位(wèi),均是由 NC 係統程序控製完成的。首先,應對宏(hóng)變量對(duì)應的代碼與機(jī)床鎖住信號進行處理,以使信(xìn)號置 1 時的機床鎖住宏程序(xù)跳轉至換刀結束,進而返回主程序。其次,判(pàn)斷刀(dāo)庫(kù)中目標刀號與當前刀號的一致性,如,換(huàn)刀宏程序變量對應的代碼信號,就可跳轉至換刀結束,進而完成主(zhǔ)程序(xù)的返(fǎn)回動作。最後,對於宏程序中刀庫的前(qián)進後退、正(zhèng)反轉與緊刀閥等動(dòng)作,應通過代碼來實現控製。值得注意的(de)是,要想實現這一係統控製目標(biāo),需將代碼置於 PMC 中進(jìn)行譯碼處理。如此,換刀(dāo)宏程(chéng)序才(cái)能著手(shǒu)進行下一步的執行操作。
3.3 PMC 邏輯控製程序設計 由於 PMC 邏(luó)輯控製程序基於 FANYC Oi MD 數控係(xì)統與鬥笠式刀庫的(de),因此,程序設計人員應綜合多方麵因(yīn)素,來進行設計控製。如此,當數控機床運行使用過程出現了急停或(huò)是斷電問題,刀庫仍能將當前係統的運行(háng)信息數據保存在相應的區域(yù)內,並不存(cún)在丟失問題。此過程,為提高施工使用的便捷性,相關(guān)人員應按(àn)照如下(xià)要求進行 PMC 邏輯控製程序的設計。首先,當數控加工中心的刀庫調試過(guò)程存在異常問(wèn)題,程序設(shè)計人員通過調整參數 K,來將刀庫的運行動作回零。其次,根據(jù)刀庫的容量,來計算(suàn)數控加(jiā)工中心刀庫的旋轉步數。這樣(yàng)一來,係統就能在最短時間內,找到目標刀號,進而提高鬥(dòu)笠式刀庫的運行效率。最後,在加工期間,應設計允許手動(dòng)轉(zhuǎn)動刀庫,以使(shǐ)其不會(huì)出現亂刀問題現(xiàn)象[7]。
4、結束語
綜上所述,數控加工中心鬥笠式刀庫自動換刀裝置應用控製目標的實現,相關人員應以 FANYC Oi MD 數控係統為(wéi)例,即將換刀宏程序設計與 PMC 邏(luó)輯控(kòng)製程序設計綜合起來,以使換刀裝(zhuāng)置能夠以自動化的狀態作用於實踐。事實證明,隻有這(zhè)樣,才能將(jiāng)最具效用的數控加工中心作用於工業化產品的生產建設,以提高涉及市場環境的經濟效益,進而強化整個工業建設(shè)的快速發展水平。故,研究人員應將上述分析內容與科研成果應用於工業快速發(fā)展背景下的(de)機械製造業(yè),最終滿足行業領域發(fā)展所提出的高生產效率需求。
投稿箱:
如果您有機床行業、企業相關新聞稿件發表(biǎo),或進行資訊合作,歡迎聯係本網編輯部, 郵箱:skjcsc@vip.sina.com
如果您有機床行業、企業相關新聞稿件發表(biǎo),或進行資訊合作,歡迎聯係本網編輯部, 郵箱:skjcsc@vip.sina.com
更多相關信息

牌調查")