賓太克(kè)")



基於機床數控係統的電主軸控製技術
2022-11-1 來源(yuán):沈陽機床(集團)有限責任公司 作者:張弛
隨著機床(chuáng)產業的不斷發展,電主(zhǔ)軸(zhóu)的應用越來越廣泛。電主軸上配(pèi)置(zhì)星角切換裝置(zhì)後(hòu),不但具(jù)有低轉速時高扭矩,還具備高轉速時大功率的特性。高(gāo)速運轉的電(diàn)主軸的主軸型式是將主軸電(diàn)機(jī)的定子、轉子直(zhí)接裝入主軸組件的內部,即把高速電機置(zhì)於精密主軸(zhóu)內部,電主軸的電機轉子就是主軸,主軸的殼體(tǐ)就是電機的機座,實現了變頻調速電機(jī)和主軸一(yī)體,電(diàn)機直接驅動主軸,形成電主軸。
電主軸取消(xiāo)了電機到主軸(zhóu)傳(chuán)動鏈中的齒輪、皮帶等中間(jiān)環節,動力源對(duì)主軸的直(zhí)接傳動,傳動鏈長度為(wéi)零,實現了機床主軸係統的 “零傳動”,具有高轉速、高精密、噪聲低、低溫升、體積小、安裝方便等特點,是現代高檔數控(kòng)機床主要(yào)的關鍵部件。它與早年應(yīng)用(yòng)於內圓磨床的內裝式電機主軸(zhóu)的區別是采用(yòng)了變頻調(diào)速(sù)技術,主軸有較大的驅動功(gōng)率和轉矩,並有一係(xì)列監(jiān)控主軸振動、軸承溫升(shēng)等參數的傳感器及其檢測控製係統。因此電主軸及(jí)驅動係(xì)統是一種技術含量很(hěn)高的機(jī)電一體化(huà)產品,涉及(jí)機械、電機、驅動(dòng)與控(kòng)製、支承(chéng)、潤滑、材料熱處理及振動等諸多領域,是一套相對獨立、完整的智能型功能部件。
本文基(jī)於機床數控係(xì)統的研究,研究了兩種控製電主軸星角切換的方(fāng)法,第一種方式是(shì)通過PLC 邏輯控製(zhì)程序,並(bìng)在加工程序中編輯相應 M代(dài)碼實現電主軸的星角切換 ; 第二種方式是通過數控係統 SINAMICS BICO 連接技術實現電主軸星角切換。
1. 邏輯程序控製的星角切換
邏輯程序控製電主軸星角切(qiē)換首先繪製控製(zhì)電主軸星角切換的電氣原理圖(見圖 1),其次是調用數控係(xì)統的(de)星角切換功能塊,最後編輯數控係統主軸部分星角切(qiē)換的電(diàn)機參數。
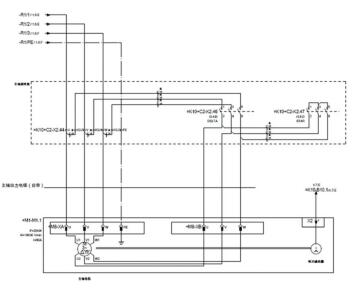
圖 1 星角切換原理圖
(1)星角切(qiē)換(huàn)原理
如圖 1 所示,接觸器 K2.46 吸合(hé),電主軸角連接 ; 接觸器 K2.47 吸(xī)合(hé),電主軸星型連接。
(2)邏輯控製程序
機床數控係統中集成(chéng)了控製星角切(qiē)換的(de)功能(néng)塊 FC17,編輯功能塊(kuài)生效的條件,如下所示 :
AN DB20.DBX 140.0; 是否調用(yòng)星角轉換功能塊
JC M003;DB20.DBX 140.0=1 星角轉換生效

綜(zōng)上所述,在 MDA 或(huò) AUTO 方式下,執行M54 時,切換到星連接 ; 執行 M55 時,切換刀角(jiǎo)連接。特點是操作簡單,執行 M 代碼就可實現電(diàn)主軸的星角切(qiē)換,但是切(qiē)換時需要主軸停(tíng)下來。這樣就降低了機床的工作效(xiào)率(lǜ)。
(3)星角切換主軸(zhóu)參數設(shè)置
由於參數設置與數控係統 SINAMICS BICO連接技術的參數設置基(jī)本相(xiàng)同(tóng),這裏就不贅述了。
2. 數控(kòng)係統 SINAMICS BICO 連接技術控製星角切換
(1) 控(kòng)製原理(lǐ)
星角切換控製原理(lǐ)圖如(rú) 2、圖 3 所示,接觸器 Q120A 吸合,數控係統 NCU 上 X122.9 輸出繼電器 K120A 吸合(hé),從而實現接觸器 Q120A 吸合,電主軸星型連接,接觸器 Q120A 的反饋觸點將星型連接的狀態反饋到 X122.4; 數控係統NCU 上 X122.10 輸出繼電器 K120B 吸合,從而實現接觸(chù)器 Q120B 吸合,電(diàn)主軸三角型(xíng)連接,接觸器 Q120B 的反饋觸點將角(jiǎo)型連接的狀態反饋到 X122.3。
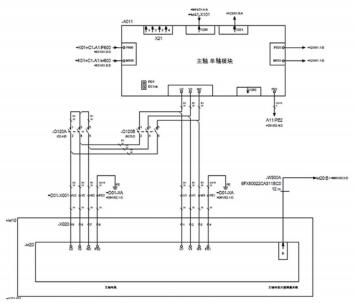
圖 2 電主軸星角連接原理圖
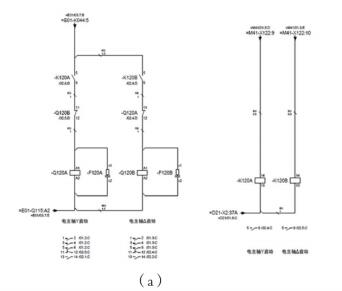
圖 3 電主軸星角切換原理圖
(2)X122 特性(xìng)設(shè)置
如星角轉換原理圖所示(shì),X122.3 為角型連接的(de)接觸器反饋,X122.4 為星型連接(jiē)的接觸器反饋(kuì);X122.9為星型(xíng)連接接觸器吸合輸出,X122.10為角型連接接觸器吸合輸(shū)出。那麽(me),數控係統的 X122.3/4 應設置為輸入端口(kǒu)(默認),X122 的9/10 設置為輸出(chū)(需要設置(zhì)控製單元數據更改為輸出端口)。X122 端口(kǒu)特性如表 1 所(suǒ)示。
表 1 數控係統 X122 接口特性
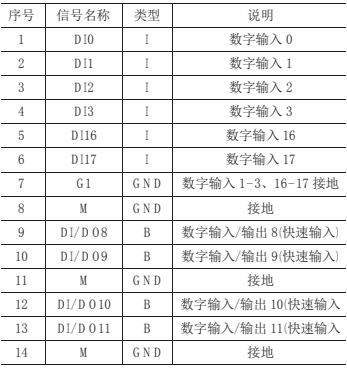
因為 X122 是控製單元 NCU 上的接口,所以要設置控(kòng)製單元(yuán)數據,控製單(dān)元參數 p728(CU數字輸入(rù)輸(shū)出狀態)根據(jù)電氣原理圖需求設定,X122.3/4 為數據(jù)輸入點(默認),9/10 為數據輸出點(相應(yīng)位設置為 1,代表更改為輸(shū)出端口)。
(3)增加驅動數據組 / 電(diàn)機(jī)數據組
配置時,對電主軸星角(jiǎo)分別對(duì)應的參數(shù)要進(jìn)行分別配置,因為星角切換相當於電(diàn)主軸擁有兩套驅動數據(DDS),在低(dī)轉速大扭矩時切換到(dào)星型連接,在高轉速大功率時(shí)切換(huàn)到三(sān)角型(xíng)連接。因此在配置星角兩套電機數據時,首先要添加(jiā)數據(jù)組(見表 2),然後進行分別配(pèi)置星型連接電機參數和角型連接電機參數,並分配電機(jī)編碼器數(shù)據。
表 2 數據組

數據組擴(kuò)展完畢,主軸驅動參數中的下列(liè)參數(shù)會(huì)自動設置 :
(4)配置電主軸星 / 三角連接參數
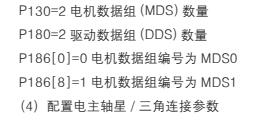
按照星角兩套數據組分別添加星角切換的兩套電機參數,以 KESSLER 品牌的(de) 18000r/min的電(diàn)主軸星角(jiǎo)切換的電機驅動數據為例(lì),如表 3所示。
表 3 KESSLER 18000r/min 電主軸星角切換的電機參數(shù)
分別在各個參數的 [0] 輸入星型連接電機(jī)參數,在 [1] 處(chù)輸入角型(xíng)電機參數。另外,從上表中可以看(kàn)出,星角切換(huàn)的臨界(jiè)轉速為 4700r/min。
(5)星角切換(huàn)關(guān)聯參數
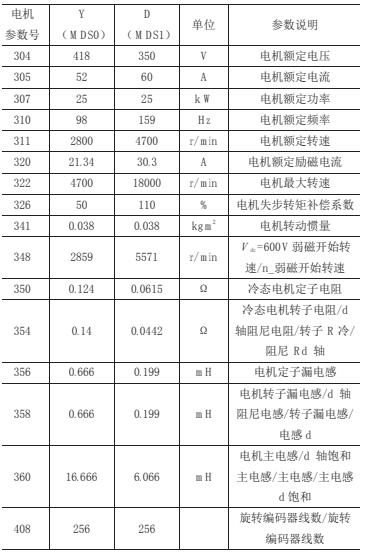
控製單元參數的設置如表 4 所示。
表 4 控製(zhì)單元數(shù)據的設置
主軸驅動數據 :p820[0] 驅動數(shù)據(jù)組選擇DDS 位 1/ 選擇 DDS 位 1。設置為(wéi) 63:2197.2,即當主軸實際轉速小於等於轉速閾(yù)值p2155中的設定值時,p820[0]=0,DDS0([0])數(shù)據(jù)組生效 ; 當主軸實際轉速大(dà)於(yú)轉速閾值 p2155 中設定的值,p820[0]=1,DDS1([1])數據組生效。
參數 r0051 中顯示(shì)激活的驅(qū)動數據組 DDS。p820參數特性如圖 4 所示。
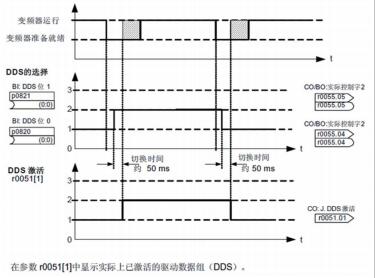
圖 4 參數 p820 特性
注意 : 在更改上述參數時,隻有把參(cān)數 p922改成(chéng) 999 自定義報文,不能再改回原來的 136 報文,否則參數 p820 參數(shù)更改失敗。
星角(jiǎo)切換延(yán)時時間,推薦 100ms,隻有在出現星(xīng)角切換時間報警時設置,否則可不設(shè)置。
p2155[0] 電主軸星角切換轉速閾值(zhí) 從KESSLER 電主軸參數表中(zhōng)顯示應設置 4700r/min;
p2155[1] 電主(zhǔ)軸星(xīng)角切換轉速(sù)閾值 從KESSLER 電主軸參數表中顯(xiǎn)示(shì)應設置 4700r/min;
p2140[0] 轉速閾值回差,磁(cí)滯速度,不應太小,推薦為 90r/min;
p2140[1] 轉速閾值回差,磁滯速度,不應太(tài)小(xiǎo),推薦為(wéi) 90r/min;
p2000 電主(zhǔ)軸最大轉速,從 KESSLER 電主(zhǔ)軸參數表中顯示應設置為 18000r/min,配置完成後,該參(cān)數(shù)應(yīng)該自動寫入最大轉速 18000r/min,如果沒有自動寫入,可手動輸入。
3. 結束語
綜上所述(shù),PLC 邏輯控製程序控製的星角(jiǎo)切換,每(měi)次切換時,主軸會將速度降為 0,再進行(háng)切(qiē)換,會花費機床加工時間,降低機床(chuáng)工作節拍(pāi)和工(gōng)作效率 ; 數控係統 SINAMICS BICO 連接技術控製的電(diàn)主軸星角切換,實現了切換時的(de)無級變速,節約了時間,提升了機床(chuáng)的工(gōng)作效率,推薦使用這種切換方式。
投稿箱:
如果(guǒ)您有機(jī)床行業、企業相關新聞稿件發表,或進行資訊合作,歡迎聯係本網(wǎng)編輯部(bù), 郵箱:skjcsc@vip.sina.com
如果(guǒ)您有機(jī)床行業、企業相關新聞稿件發表,或進行資訊合作,歡迎聯係本網(wǎng)編輯部(bù), 郵箱:skjcsc@vip.sina.com
更多相關信息

業(yè)界視點
| 更多
牌調(diào)查")
行業數據
| 更多
- 2024年11月 金屬切削(xuē)機床產量數據
- 2024年11月 分地區金(jīn)屬切削機床產量(liàng)數據
- 2024年11月 軸(zhóu)承(chéng)出口情況
- 2024年11月 基本型乘用車(轎車)產量數據
- 2024年11月 新(xīn)能源汽(qì)車產量數據
- 2024年11月 新能源汽車銷量情況
- 2024年10月 新能源汽車產量數據
- 2024年10月 軸承出口情(qíng)況
- 2024年10月 分地區(qū)金屬切削機床產量數據
- 2024年(nián)10月 金屬切削機床產量數據
- 2024年9月 新能源汽車銷量情況(kuàng)
- 2024年(nián)8月 新能源汽車產量數據
- 2028年8月 基本型乘用車(轎車)產量數據
博文選萃
| 更多
- 機械加工過程圖示
- 判斷一(yī)台(tái)加(jiā)工中心精度的幾種辦法
- 中走絲線切割機床的(de)發展趨勢
- 國產數控(kòng)係統和數控機床何去何從?
- 中國的技術工(gōng)人都去哪裏了?
- 機械老板做了十多年,為何還(hái)是小作坊?
- 機械行(háng)業最新自殺性營銷,害人害(hài)己!不倒(dǎo)閉(bì)才(cái)
- 製造業大逃亡
- 智能時代(dài),少談點智造,多談點製造
- 現實(shí)麵前,國人沉默。製造業的騰飛,要(yào)從機床
- 一文搞懂數控車床加工刀具補償功能
- 車床鑽孔攻螺紋加工方(fāng)法(fǎ)及工裝設計
- 傳統鑽削與螺旋銑孔加工工藝(yì)的區(qū)別