



動力(lì)卡盤(pán)對數控機床加工(gōng)精(jīng)度的(de)影響
2020-12-24 來源:焦作市技師學院 作者:秦偉
摘要:數(shù)控機床主軸的精度直(zhí)接影響數控機床的加工精度,目前其轉速要求越(yuè)來越高,現有的機床附件(jiàn)———動力卡盤與主軸的(de)高轉速形成了矛盾, 其中安全和精度(dù)是首先要考慮的因素,分析動力卡盤對加工精度的(de)影響,為動力卡盤的高速化提供參考,也為提高數(shù)控機床高速(sù)切削下的加工精度提供(gòng)解決途徑。
關鍵詞:動力卡盤;數控機床;加工精度(dù);影響分析
現代科(kē)學技術全麵發展, 對於(yú)機械產品的質量和精度要求逐步提升, 機械加工環節實現自動化控製就是提升加工質(zhì)量的重要(yào)方式, 所以也是人們重點研發的方向之一(yī)。從機械加工領域的實際情況分析,大批量生產並不是很常見的,而現代加工更是以小批量、單件
生產作為主要的形式(shì),尤其是船舶、航天等領域中,不僅(jǐn)要求加工質量(liàng)高,而且很多都是小批量、多樣(yàng)化的生產,這就需要數控(kòng)機床發揮其技術優勢,麵對複雜的零部件(jiàn)也能夠提高(gāo)加工的質量和水(shuǐ)平, 促進加工精(jīng)度的提升,達到完全(quán)自動化(huà)控製的標準。 因此,需要重點研究數控機床的加(jiā)工精度, 以更好地促進機械領域的發展和進(jìn)步。
1、機床加工精度的(de)發展演(yǎn)變
切削作為機械加工方式,其發展曆史是比(bǐ)較悠久的(de),特別是磨削,最早可以(yǐ)追溯到上古時代,但是應用(yòng)機床來(lái)加工,最(zuì)早出現在 18 世紀,當時所生產出來的機床結構簡單,並不具備拖板、進給絲杠等結構部分。 在 19 世紀中, 英國已經生產出(chū)通用機床, 使得工業發展更加的迅速。 在當時的生產中,雖然已經有蒸汽動力機(jī)的存在,但是為了防(fáng)止出現咬缸的問題, 必須要將氣(qì)缸與活(huó)塞間隙控(kòng)製在 5 mm 以下,所以限製了工業領(lǐng)域的發展。 隨著機床加工工藝的提升, 英(yīng)國所生產(chǎn)的機床就已經可以將氣(qì)缸(gāng)與活塞的間隙下降到 2 mm,有效地促進蒸汽機(jī)性能的提升,為(wéi)英國開展工業革命奠定了堅(jiān)實的基礎。
經過多年(nián)的發展,機床加工(gōng)精度有(yǒu)了很大(dà)提升,人們也開始全麵(miàn)重視這(zhè)一領域的研究。 最早提出精密加工的(de)是英國的維特瓦斯,其提出(chū)的是三塊板(bǎn)理論。這一理論沒有任何基準,進行(háng)相互配刮,同時建立(lì)了(le)比較高精度的直尺、角尺等基準件,使得加工(gōng)精度得到了(le)比較大的提升。發展(zhǎn)到 20 世紀之後(hòu),計算機技術出現,給各個領域都產生了(le)比較大的影響, 此時所研(yán)發出的數控機床有了顛(diān)覆(fù)性的發展, 其不(bú)僅可以提(tí)升機床加工自動化控製水(shuǐ)平,加工精度也得(dé)到很大(dà)的提升。計算機技術的應(yīng)用(yòng)使得機(jī)床可以實現在線補償, 該技(jì)術並不需要事先進(jìn)行誤差值的測量就(jiù)能夠實現精度(dù)的提升。 當前人們提出了神經網絡控製理念, 就是利用計算(suàn)機(jī)來模擬人腦思(sī)維過程,可以通過(guò)自主學(xué)習掌握一(yī)些技能,也就是(shì)在機床(chuáng)加工中如果存在錯誤可(kě)以及時地改進和糾(jiū)正,並(bìng)且分析誤差形成的規律,然後(hòu)總(zǒng)結出補償實施的方(fāng)案,可以有效地促進機(jī)床加工精度的提升。
2 、動力卡盤對於數控機床(chuáng)加工精(jīng)度的影(yǐng)響
對於理想(xiǎng)的數控機床來說,其應該確保在各個時刻內工件軸線和車床主軸中心線都是重合的, 從而可以使工件形位精度達到要求。 工件的形狀和位置會(huì)因為卡盤的夾持(chí)沒(méi)有達到要(yào)求而導致(zhì)精度不足, 這就是我們所說的夾(jiá)持精度,主要包含自定心精度、圓柱度、圓度等方麵。對於環形的工件來說,其圓度誤差如果超出標準,就會導致夾緊力超出標準而出現工件(jiàn)變形的情況。
動力卡盤是整個數控(kòng)機床自定心(xīn)的工件, 如果存在誤差,很可能是因為磨(mó)損(sǔn)、卡爪夾持表麵(miàn)存在形狀誤差等。 導致圓形零(líng)部件出現誤差(chà)的一個非常重要的因素(sù)就是卡盤夾(jiá)持的剛度比較小, 工件在加工中出現了傾斜、偏(piān)移(yí)或者移動的情況(kuàng),導致誤差的存在,影響加(jiā)工精度。因為動力卡盤精度分析(xī)和精度檢(jiǎn)驗非常重要(yào),是實行質量(liàng)控(kòng)製的主要環節, 因此(cǐ)應(yīng)該加強(qiáng)對動力卡盤的分析,保證卡盤製造、安裝精度。
2.1 分析夾緊(jǐn)力損失(shī)
夾緊力損失(shī)對於數控機床最終加工(gōng)精度有著直接的影響,是(shì)非常關鍵性的影響因素。 理想條件下,液(yè)壓動力卡(kǎ)盤的夾緊力在加工環節是保持(chí)恒定(dìng)的,不會變化;但是卡爪在離心力的影響下, 其夾緊力伴隨著轉速的增大而逐步的下(xià)降,此時就會導(dǎo)致夾緊(jǐn)力損失比較嚴重。
新(xīn)加坡的 Rahman 進行深(shēn)入的楔形動力卡盤(pán)動(dòng)態夾緊力的(de)研究,然後建立了如下的模(mó)型:
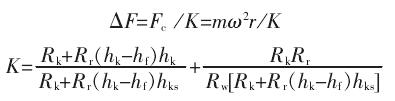

該模型能夠進行深入分析,主要是因為驅(qū)動(dòng)力輸入一側的卡盤在運行中是保(bǎo)持(chí)固定不動的(de)。 手動卡盤會有一定的自鎖功能,能夠保證模型分析可以順利的進行。但是目前所應用的楔形動力卡(kǎ)盤並未有自鎖功(gōng)能, 即使是回轉油缸中利(lì)用液壓鎖自鎖, 油液的壓縮性也會(huì)導致該模(mó)型不能進行有效的分析。此外,該模型進行計算時沒有分析摩擦(cā)力的影(yǐng)響,所有體積力都作為集中力進行處理,造成模型精度比較差,難(nán)以滿足分析的要求。
要想促(cù)進動力卡盤的運動精度提升, 就要全麵地提升核心部件的精度,保證形狀(zhuàng)精度、位置精度、幾何精度都要達到標準的要求(qiú), 從而(ér)使動力卡盤(pán)在運行中不(bú)會出現偏差過大的情況,提升總體的加工精度水平。
2.2 減(jiǎn)小傳動與齧合間(jiān)隙
以三爪自定心(xīn)卡盤(pán)作為案例進行分析, 其各個結構部(bù)分都是間隙配合的(de)。 比如卡爪工字槽和卡盤殼(ké)體會有滑動(dòng),弧(hú)形滑塊在滑槽內要進(jìn)行轉動,卡盤(pán)緊固(gù)在法蘭盤上會有徑向竄動量,這就(jiù)存在間隙,都會導致誤差,如果累(lèi)積到一起就會造成徑(jìng)向圓跳動情況的出現(xiàn)。隨著數控機床運行時間的延長,磨損會增加,各(gè)個(gè)結構部位的間隙也會明顯增大(dà),這就導致定心誤差的存在。此時(shí),需要選擇合適的處理方(fāng)式來消除間隙,或者通過補償方式避(bì)免間隙的影響。
2.3 減小卡盤磨損影響
動(dòng)力卡盤在(zài)運行中,極易出現磨損,比如工字槽磨損、卡(kǎ)爪前端磨損等。無論是哪個部分出現磨損都(dōu)會導(dǎo)致數控機床(chuáng)加工精度受到影響。從這一(yī)方麵出發,在數控機(jī)床的運行維護中,必須要(yào)減小卡盤磨損的影響,消除動力卡盤所存(cún)在的誤差問題, 從而可以有效促進數控機床加工精度的提升。
3 、結語
數控機床自研發和應用以來, 其加工精度就成為人們研究(jiū)的重點, 主要是對主軸精度與動力(lì)卡(kǎ)盤夾持精度的(de)關係展開(kāi)重點分析。主軸的加(jiā)工精度逐步提升,配合精度也會非常(cháng)高,主軸技術得(dé)到了很大的提升,能夠從一定程度上促進數控機床加工精度的提高。 但(dàn)是目前數控機床加工中(zhōng),動力(lì)卡盤作為(wéi)主要的夾持部件,容易在加工中出(chū)現問題而導致精度無(wú)法提升。 本文從實際出發,重點分析動力卡盤對於數控機床加工精度的影響,同時總結出可行的措施,希(xī)望可以(yǐ)應用到實踐中,以促進數控機床加工(gōng)精度的提高,提升機械製(zhì)造業水平(píng)。
投稿箱:
如果您有機床(chuáng)行業、企業相關新聞稿件發表,或進行(háng)資訊合作,歡迎聯係(xì)本網編輯部, 郵箱:skjcsc@vip.sina.com
如果您有機床(chuáng)行業、企業相關新聞稿件發表,或進行(háng)資訊合作,歡迎聯係(xì)本網編輯部, 郵箱:skjcsc@vip.sina.com
更多相關信息

業界視點
| 更(gèng)多

行業數據
| 更多
- 2024年11月 金屬切削機床產量(liàng)數(shù)據
- 2024年11月 分地區金屬切削機(jī)床產量數據
- 2024年11月 軸承出口情況
- 2024年11月 基本型乘用車(轎車)產(chǎn)量數據
- 2024年11月(yuè) 新能源汽車產量數據
- 2024年11月 新能(néng)源汽車銷量情況
- 2024年10月 新能源(yuán)汽車產量數據
- 2024年10月 軸承出口情況(kuàng)
- 2024年10月 分地區金(jīn)屬切削機床產量數據
- 2024年10月(yuè) 金屬切削機床產量數據
- 2024年9月 新能源汽車(chē)銷量情況
- 2024年8月 新能源汽車產量數據
- 2028年8月 基本型乘用車(chē)(轎車)產量數(shù)據