克")



一種台階軸式快速裝夾定位車床夾具(jù)的設計探討
2020-5-19 來源:中國人民解(jiě)放軍(jun1)駐 貴州航太精密製(zhì)造 作者:聶省偉(wěi) 秦元(yuán)毅
摘要:針對已往台階軸裝夾定(dìng)位車床夾具工裝的不足之處,從結(jié)構型式、原材料的選擇及熱(rè)處理(lǐ)控製、加工(gōng)控製、與機床的連接方(fāng)式、零件(jiàn)的裝夾幾方麵加以設計改進 , 有效地解決了(le)生產中的實際問題 , 設計了一套更加優(yōu)越的簡易、適用快速定位的工裝,具有高可靠、高精度(dù)、高質量的優點。
關鍵詞:航空(kōng)液壓係統;台階軸;裝夾定位;車床夾具;工裝
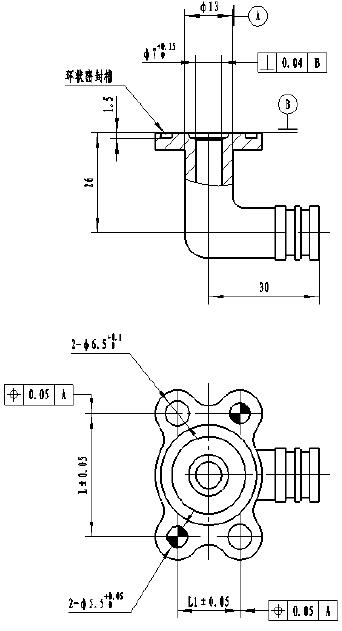
在航空液壓係統中,有很多如圖 1 帶安裝盤的管路零件。它與基(jī)體一(yī)般采用銷釘及螺釘相結合的方式連接在(zài)一起。裝配時將密封圈裝入密封槽內,然後用螺釘及銷釘(dìng)連接在基(jī)體上(shàng),實現密封和連接作用。2-φ5.5 的定位(wèi)銷孔及 2-φ6.5 的安裝孔與基準 A 的位置度為 0.05。由(yóu)於其位置及尺寸精(jīng)度較高,其工裝(zhuāng)的設計及加(jiā)工就非常關鍵。本文(wén)涉及一種高可靠、高精度、高質量的簡易工裝的設計探討。
1 、以往(wǎng)常用工裝分析
以往最常見(jiàn)的夾具,采用更換車床(chuáng)主軸上(shàng)的連接盤及三(sān)爪卡盤,重新(xīn)製作花盤,花盤與主軸連接後,然後將另外設計的車夾具通過過盈配(pèi)合及螺栓連接的(de)型式裝在花盤上。該方案的缺點是:
(1)製作周(zhōu)期長。(2)反(fǎn)複拆卸、安裝主軸連接盤,會降低(dī)主軸及連接盤的(de)尺寸精度,影響後續常規軸類零(líng)件的加工精度。(3)因機床型號不同,主軸及(jí)連接盤的接口型式及尺寸會不同,導致花盤的結構尺寸及型式也會不同。因此,如何克(kè)服以上夾(jiá)具存在的缺點,實現在車床上快速裝夾、定位,並能通過常規連接方式快速連接在不同的機床上,實現互換性,從(cóng)而提高生產效率,這是此類管接頭生產必須首(shǒu)先解決的難題。
2、 一種新(xīn)型結構
本文主要解決的技術(shù)問題是:設計一種互換性強,製(zhì)造周期短,且能(néng)在數控車(chē)床上快速裝夾、定位,提高加工質量及生產效率的台階(jiē)軸式車(chē)夾具。
3、 實現方式及原理
3.1 結構(gòu)型式
該發明采(cǎi)用采用(yòng)台階軸結構型式,用定位銷及螺釘連接安裝形(xíng)式。
3.2 原材料的選擇及熱處理(lǐ)控製
為了(le)保證該車夾具的可靠性,對裝置中(zhōng)關鍵零件的原材料及所要達到的各項性能指標,均作出了具體的要求。主體 5 采用 Cr12MoV,熱處理達(dá)到 56-60HRC;
3.3 加工控製
在數控車床上完成 C、D 兩處外圓加工(gōng),在加工中(zhōng)保證其同軸度控製在 0.02mm 以內;在加工中心上完成定位銷孔 4 及螺釘孔 1 的加工,保證 L 及 L1 的尺(chǐ)寸及位置精度。
3.4 與機床的(de)連接方式
通(tōng)過三爪卡盤直接夾持 D 部位,實現不(bú)同型號機床(chuáng)均能快速裝夾。
3.5 零件的(de)裝夾(jiá)
使(shǐ)用時,將零(líng)件上的孔插入定位銷 4 上(shàng),然後通過內六角螺釘 1 及墊圈 2 將零件 3 夾緊。
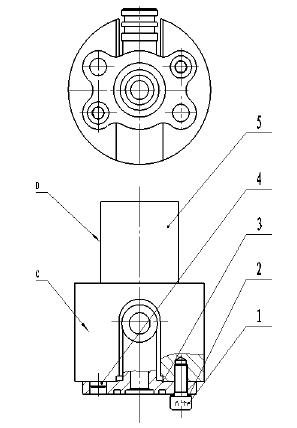
圖示說明:1- 內六(liù)角螺釘 2- 墊圈(quān) 3- 工(gōng)件 4- 定位銷(xiāo) 5- 主體
4、 優點
(1)工裝製造及(jí)加工周期短,采用數車及加工中心加工,能保證各尺寸及位置精(jīng)度,結(jié)構緊湊(còu)。
(2)產品加工質量可靠,生(shēng)產(chǎn)效率大大提(tí)高。
(3)能在(zài)不同類型機床上裝夾而不需增加其它裝(zhuāng)置,互換性強(qiáng)。
5、 小結
經試製驗證,設計(jì)方案可行,達到預(yù)期目的。
投稿箱:
如果(guǒ)您有機(jī)床行業、企業相(xiàng)關新(xīn)聞稿件發(fā)表,或進(jìn)行資訊合作,歡迎聯(lián)係(xì)本網編輯部, 郵箱:skjcsc@vip.sina.com
如果(guǒ)您有機(jī)床行業、企業相(xiàng)關新(xīn)聞稿件發(fā)表,或進(jìn)行資訊合作,歡迎聯(lián)係(xì)本網編輯部, 郵箱:skjcsc@vip.sina.com
更多相關信息

業(yè)界視點
| 更多
")
行業(yè)數據
| 更多
- 2024年11月 金屬切削機床產量數據(jù)
- 2024年11月 分地區金屬切削機床產量(liàng)數據
- 2024年11月(yuè) 軸承出口情況
- 2024年11月 基本型乘用車(轎車)產量數(shù)據
- 2024年(nián)11月 新能源汽車產(chǎn)量數據
- 2024年11月 新能源汽車銷量情況
- 2024年10月 新能源汽車產量數據
- 2024年10月 軸承出口情況
- 2024年10月 分地區金屬切削機床產(chǎn)量數據
- 2024年10月 金屬切削機床產量數據(jù)
- 2024年9月 新能源汽車(chē)銷量情況
- 2024年8月 新能源汽車產量數據
- 2028年8月 基本型乘用車(轎車)產量數據(jù)
博文選萃(cuì)
| 更多