克")



浮選機主軸裝配關鍵技術研究
2020-3-13 來源:北礦機(jī)電科技有(yǒu)限責任公司 作者:孫 述
摘 要:為了解決大型浮選機主軸裝配技術難題,本文對(duì)大型浮選機主軸的(de)裝配工(gōng)藝進行了研究和探討,並闡述了主軸的裝配工藝,設計了一種拔軸器,保證了浮(fú)選機主軸的裝配質量,為浮選機的量產奠(diàn)定了基礎。
關鍵詞:浮選機;裝配工藝;主軸;拔軸器
充氣機械攪拌式浮選機市(shì)場應用廣泛,在選礦設備領域具有重要地(dì)位(wèi)。該型浮選機的關鍵部件是其主(zhǔ)軸部件,該部件集傳動(dòng)、充氣、攪拌等3項功(gōng)能(néng)於一身,其裝配質量對浮選機的工作效能起到決定(dìng)性的影響,是關乎整部浮選機運轉的核心因素 。主軸的裝配是重中之重,也是(shì)技術難點。為了解決浮選機(jī)主軸裝配技術難題,本文(wén)對其裝配(pèi)工(gōng)藝和定位控製技術進行了研究和論述。
1、 浮選機裝(zhuāng)配技術難點
浮選機裝配的主要(yào)參數及技術要求如下:
① 浮選機主軸(zhóu)部件應運轉(zhuǎn)靈活、平穩,不得有卡死現象,連續工作性能可靠;
② 各運動件內均(jun1)應添加2號鋰基潤滑脂,所有潤滑油路應暢通,並不得滲漏油;
③ 主(zhǔ)軸部件內的(de)軸承溫(wēn)升不應超過30℃,最高溫(wēn)度不應超過70℃;
④ 運轉時不得出現異響,工(gōng)作運轉時噪聲不應超過 85dB;⑤葉片的軸向和徑向擺動在(zài)10mm範圍以內。
以(yǐ)上技術要求是對浮選機傳動部件的基本要求,所以裝(zhuāng)配技術工藝的製定(dìng)和裝配操(cāo)作過程必須確保上述技術要求的實現。隻有(yǒu)在(zài)裝配過程中滿足上述技術要求(qiú),才會確保長時(shí)間連續穩定工作,性能可(kě)靠,零部件使用壽命長等優點(diǎn)。綜上,浮選機部件的(de)裝配(pèi)與控製技術研究製定(dìng)必須滿足上述技術要求,並以此作為裝配過程的指導性(xìng)綱領。
大型浮選機的關鍵部件是主軸傳動部件(jiàn),其(qí)中主要零件的裝配過程(chéng)如下:軸承體水平放置,主軸按照要求裝好定位環和(hé)軸承,然後將主(zhǔ)軸從軸承體的下(xià)法蘭口穿入,向軸承體上部移動,從(cóng)上法蘭麵穿出(chū),而上擋環從軸承體的上法(fǎ)蘭(lán)口裝入,向下移(yí)動,裝到軸承(chéng)體的上軸肩處,主軸和上擋環二者相向運動,既(jì)要二者各自到達相對軸承體的準確位置,又要達到二者的相對準確位置,使裝配完成後的位置符合技(jì)術要求 。
拔(bá)軸器,又稱拉馬,產品功能都是將主軸上的軸承或皮帶輪(lún)等與主軸緊密配合的零件拔離主軸。如圖 1 所示,主軸和被脫離件因為各種因素作用為過盈配合。拔軸器基本結構為三(sān)爪抓手抓住被脫離件,主體缸與頂杆為螺旋傳動或者液壓傳動,主體缸與三爪抓(zhuā)手固定為一體。工作時,主體缸驅動頂杆頂住主軸,同時(shí)三爪抓手牢固抓牢被脫離(lí)件,持續給頂杆施壓,這時一邊向(xiàng)下頂(dǐng)主軸,一邊向上抓被脫離件,二者發生相對移動,錯開達到分離(lí)的目的,即現有拔軸器都是將主軸頂住,將主軸上的配(pèi)合件(jiàn)拔離主軸(zhóu)。
通用拔軸器工作原理,如圖1所(suǒ)示。
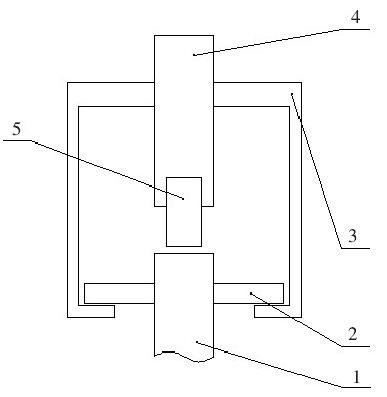
圖1 通用拔軸器工作原理
注:1.主軸 ;2.被(bèi)脫離件;3.三爪抓手;4.主體缸;5.頂杆。
而浮選機主軸(zhóu)為向(xiàng)上運動(dòng),上擋(dǎng)環為向下運動(dòng),這(zhè)與現有(yǒu)拔(bá)軸器使(shǐ)用過(guò)程中主軸不動,被脫離件向上運動的工況完全相反,所以現(xiàn)有拔軸器無法滿足(zú)工況需要,目前隻能靠裝配人(rén)員分(fèn)成兩(liǎng)組使用基本鉗工工具從兩個方向同時(shí)安裝。所以,急需一種裝(zhuāng)配技術解決這一難題。
2、 主軸(zhóu)裝配(pèi)關鍵技術目(mù)標
根(gēn)據大型浮選機的結構和裝(zhuāng)配特點,設(shè)計一種全新的拔軸器——逆(nì)向拔軸(zhóu)器,通過一步操(cāo)作,簡單(dān)、高效地將主軸與上擋環(huán)同(tóng)時裝配到位,既保證裝(zhuāng)配精度,又節省時間、人力,保證裝配快速(sù)、準確到位,提高產品質量和生產效率。
3、 主軸裝配關鍵技術方案
根(gēn)據主軸部件結構(gòu)特點,設計一種逆向(xiàng)拔軸器,該逆向拔軸器由主體支(zhī)撐架、轉動手(shǒu)柄、拉動(dòng)螺杆組成。主體支撐架由3根立柱將上下兩法蘭通過焊接連成一體。為保(bǎo)證強度,每根立柱都焊有加強筋。拉動螺杆(gǎn)的螺紋由(yóu)兩段組成,上部為便於傳(chuán)動的梯形螺紋,下部為主軸軸頭內孔(kǒng)配合的普通螺紋。轉動手柄的內梯形螺紋孔與拉(lā)動螺杆的上部梯形螺紋配合,兩側焊接旋轉手柄,並(bìng)配有加力杆(gǎn)。組裝完成後如圖2所示。
基本原(yuán)理依靠螺旋傳動將水平方向的扭矩轉化為垂直方向(xiàng)的拉拔力。轉動手柄和拉動螺(luó)杆為梯形螺紋配合;將主體支撐架(jià)水平放置,下部頂(dǐng)在軸承體內的上擋環上,拉動螺杆下端的普通(tōng)螺紋與主軸的軸頭上(shàng)內孔螺紋旋合到位(wèi),此時準備(bèi)工作完成。進行拉拔(bá)時,順時針轉(zhuǎn)動手柄,手柄與(yǔ)拉動螺杆產生相對運(yùn)動,因為手柄與主體支撐架為(wéi)台肩接觸,無法向下移動,螺杆隻(zhī)能反向向上移動,將扭轉力轉化為摩擦力,摩擦(cā)力轉化為旋合(hé)拉拔力,將主軸拔(bá)起,同時支撐架壓緊上擋環,將上擋環裝配(pèi)到位。
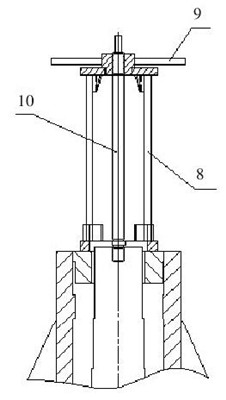
圖2 逆向拔軸器示意圖
注:8.主體支撐架(jià) ;9.轉動(dòng)手柄 ;10.拉動螺杆 。
4 、主軸裝配技術的關(guān)鍵點
① 逆向拔軸器是在部件安裝時使用,將軸上附屬(shǔ)件向下裝配到位,同(tóng)時將軸向上拉拔到位,二者相對運動方向為軸向外、附屬件向(xiàng)裏,與普通拔軸器的軸向裏(lǐ)、附屬件向外的相對運(yùn)動方向完全相反。
② 一(yī)次安裝,同(tóng)時完成兩次主(zhǔ)要零件的裝配工序,即壓緊的同時完(wán)成(chéng)拉(lā)拔 ]。
5 、結語
在實際生產中,通過上述(shù)裝(zhuāng)配工藝(yì),順利完成浮選機的裝配工作,保證了浮選機的裝配質量,提高了生產效率。生(shēng)產實踐證明了該主軸(zhóu)裝配關鍵技術行之有效(xiào)、可靠(kào),為批(pī)量化(huà)生產和繼續深入研究奠定了基礎。
投(tóu)稿箱:
如果(guǒ)您(nín)有機床行(háng)業、企業相關新聞稿件發表,或進行資訊合作,歡迎(yíng)聯(lián)係本網編輯部, 郵箱:skjcsc@vip.sina.com
如果(guǒ)您(nín)有機床行(háng)業、企業相關新聞稿件發表,或進行資訊合作,歡迎(yíng)聯(lián)係本網編輯部, 郵箱:skjcsc@vip.sina.com
更多相關信息

業界視點
| 更多
查")
行業數據
| 更多
- 2024年(nián)11月 金屬(shǔ)切削(xuē)機床產量數據
- 2024年11月 分地區金屬切(qiē)削(xuē)機床產量數據
- 2024年11月 軸承出口情況
- 2024年11月 基本型乘用車(轎(jiào)車)產量數據
- 2024年11月 新能源汽車產量數據
- 2024年11月(yuè) 新能源汽車銷量情況
- 2024年10月(yuè) 新能源(yuán)汽(qì)車產量數據
- 2024年10月 軸(zhóu)承出口情況
- 2024年10月 分地區金屬切削機床產量數據
- 2024年10月 金屬切削機床產量(liàng)數據
- 2024年9月 新能源汽車銷量情況
- 2024年8月 新能源汽車產量數據(jù)
- 2028年8月 基本型乘用車(轎車)產量數據