太克(kè)")



基於機器視覺的(de)車床(chuáng)主軸徑向跳動誤(wù)差測量方法研究
2020-3-6 來源:主軸; 徑向跳動誤差; CCD; 亞像(xiàng)素 作(zuò)者:彭凱 楊澤青 楊偉東 劉麗冰
摘 要: 非接觸測(cè)量是(shì)解決主(zhǔ)軸在線測量的途徑。為此研究一種機器視覺係統用於機床主軸徑向跳動誤差的(de)測量。該係統由(yóu)麵陣(zhèn) CCD 相機、鏡(jìng)頭、光源、計算(suàn)機和圖像處理軟件組成。CCD 傳感器記錄主軸邊緣點的跳(tiào)動(dòng)圖(tú)像(xiàng),經過圖像數(shù)據處(chù)理得到邊緣點的跳動數值。設計長像(xiàng)距鏡頭,使得物(wù)象比例接近 1,結合亞像(xiàng)素定位算法,提高邊(biān)緣實際定位精度。經過分析驗(yàn)證,係統測量得到的(de)徑向跳動誤差達亞微米(mǐ)級(jí)。表明該方法可(kě)以用於檢測機床徑向跳動精度,適用於轉速較低的加工機床主軸跳動誤差在線測量(liàng)。
關鍵詞: 主軸; 徑向跳(tiào)動誤差; CCD; 亞像素
主軸是機床整(zhěng)機係統中極其重要的部件,對於主軸的研究、測試及實驗(yàn)[1-3],就是為了主軸係統能達到(dào)基本設計要求。機床主(zhǔ)軸的運動誤(wù)差是評價機床動態性能的一項重要指標,直接影響(xiǎng)其(qí)加工工件的幾何精度和表麵粗糙度。對於機床主軸徑向跳動誤差的(de)測試,可以判斷機床在理想加工條件下的加工精度等級。測試結果在線反饋給數控係統則能夠部(bù)分補償回轉誤差帶來(lái)的精度(dù)損失。因此主軸徑向跳動誤差測試方法一直為廣大學者和工程技術(shù)人員所關注。
在(zài) 20 世紀 60 年代,日本的大園成夫提出了基於三點法測量回轉誤差,即對安裝在主軸上的標準球進行單點或多點測量,采集的數據受到標準球的安裝和形(xíng)狀誤差的幹擾,需進行誤(wù)差分離才能得到主軸回轉誤差,其關鍵技術在於誤差分離[4-7]。基於誤差分離技術的傳統測量方法很多,基本以圓度誤差檢測與(yǔ)誤差分離方法應用最廣,隨著現代測量技術的發展已經相當完善。基於機器視覺的測量方法,盡管精度相對較低,但是其非接(jiē)觸測量(liàng),測量(liàng)係統結構簡單,為(wéi)部(bù)分研究人員(yuán)所(suǒ)關注,並(bìng)設計了一些(xiē)機器視覺方法測量主軸回轉誤(wù)差的係統(tǒng),通過在主軸上設置標誌點(diǎn),實現離線的(de)主軸回轉誤差測量[8-9]。
本文在此基(jī)礎上提出邊緣聚焦測量(liàng)主軸跳動誤差,並(bìng)且可以在線進行該誤差(chà)測量。
1 、測量(liàng)原理(lǐ)
主軸的跳動誤(wù)差從宏觀表(biǎo)象即是主軸繞軸線轉動(dòng)過程中存在一(yī)定的(de)跳動,該跳動可以從(cóng)主軸(zhóu)邊(biān)緣(yuán)的跳動觀察到。因此隻需要能觀察到邊緣跳動的數據,即可計算得到主軸跳動的誤差。機器視覺是模擬人眼觀察外界場景的變化,主軸的跳動測量可以轉化(huà)為主軸邊緣圖像(xiàng)的(de)測量,通過測定主(zhǔ)軸在回轉過程(chéng)中主軸邊緣位置的變化得到跳動誤(wù)差。
攝像機成像測量基本(běn)原(yuán)理是針孔成像,即物像關係滿足高斯公式( 1) :

相機拍攝的(de)物距一般遠(yuǎn)大於像距,因此往往成像要比(bǐ)實際物體小,為了獲得邊緣的高精度定位,需(xū)要(yào)增(zēng)加像距,則物距(jù)變短,對應的景深也會減(jiǎn)小。經過測算,物距與像距相等時,景深值大約 2 mm 左右,所以在構(gòu)建測量係統時,調整鏡頭與物像位置將比較困難。
2 、實驗係統構建
係統結構(gòu)圖如(rú)圖 1 所示。
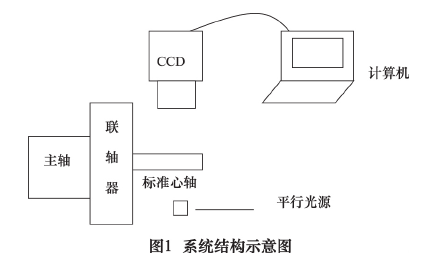
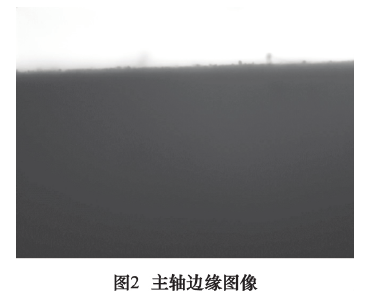
實驗係統由機床,平行投影光源(yuán),麵陣 CCD 攝像(xiàng)機和帶數據處理軟件的計算機組成。CCD 攝像機采(cǎi)用高速相(xiàng)機,能抓拍主軸旋轉時的清晰圖像; 鏡頭在標準(zhǔn) 50 mm 鏡頭的基礎上增加增距(jù)環,使得像距 150mm,這樣使得 CCD 相機能成清晰的像時,物距也接近80 mm,物像放大率接近 1。照明采用背光投(tóu)影方式,可以保證(zhèng)主軸邊緣與(yǔ)背景有最大的對(duì)比度,便於實現邊緣的高精度定位。即使得相機與單色平行光源布置於標準心軸兩側,調節相機的位置和鏡(jìng)頭焦距,將成(chéng)像共軛平麵調整(zhěng)至主軸最大直徑邊(biān)緣位置,拍攝主軸邊緣圖像如(rú)圖 2 所(suǒ)示。
3 、亞像素邊緣定位
確定主軸跳動量,關鍵在於精確(què)定位主軸(zhóu)圖像邊緣的位置。確定目標圖像的邊緣位置時,亞像素定位算法(fǎ)能有(yǒu)效提高邊緣的定位(wèi)精度[9]。采用背光投影法能提高圖像邊緣清晰度,但是由於邊(biān)緣散色效應,邊緣圖像仍然是呈現灰階過(guò)渡帶; 並且成像過程中增加像距(jù),相應的物距成倍減小,成像的景深也(yě)變得很小。僅(jǐn)成像共軛平麵附近能成清晰像,景(jǐng)深範(fàn)圍不超過 2mm,當(dāng)共軛平麵(miàn)對準主軸(zhóu)邊緣附近時,遠離 CCD 區域將成模糊圖像,靠近 CCD 區域僅景深範圍內清晰,其他區域因離(lí)焦成模糊圖像。主軸邊緣圖(tú)像(xiàng)呈現直線特征,因此利用 Hessian 矩陣算法實現直線邊緣的亞像素定位[10],定位精(jīng)度能達到 0. 2 pixel。周圍(wéi)的一些雜散點通過尺寸信息可以濾除,那麽亞像素邊(biān)緣點經過直線擬合,得(dé)到主軸(zhóu)邊緣投(tóu)影的位置信息。
一幀圖(tú)像可以獲得主軸邊緣在某(mǒu)個時刻的(de)位置信息,連續拍攝多幀(zhēn)圖像,這些圖像需(xū)要覆(fù)蓋主軸(zhóu)回轉的各個角度時的姿態,計算主軸在(zài)各(gè)個角度時的位(wèi)置(zhì)信息。兩幀(zhēn)圖像之間主軸邊緣的直線距離(lí)作為主軸跳動。
4 、相機參數標定
相機拍攝主軸輪廓位置(zhì),得到 CCD 上像素單(dān)位的長度數據(jù),主(zhǔ)軸的跳動值反應了像素數量的變化,實(shí)際跳動值與像素間(jiān)距和成像放大率均有直接關(guān)係。由於測量係統僅針對主軸邊緣處測量,測量位置相對於相機幾乎不動,因此(cǐ)僅需(xū)要在被測量平麵處放置一塊標定板,讓相機拍攝幾(jǐ)幅圖像,通過標定板上的標準方格尺寸,換算對應的成像像(xiàng)素數量,從而計(jì)算 CCD 像(xiàng)麵(miàn)象元間距對應水平和垂直方向物點的實際間距。
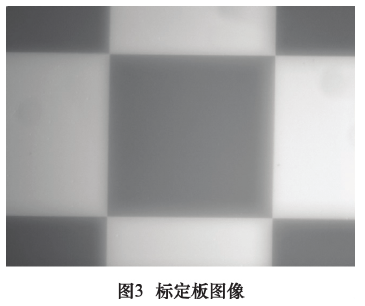
標定板的方格尺寸為 1 mm×1 mm,精度 1 μm,拍攝圖像如圖 3 所示,棋盤格圖(tú)像中一個方格的圖像經過亞像素算法計算(suàn)得到的尺寸為 608. 45 pixel×608. 02pixel,鏡頭焦距 50 mm,通過增加增距環,像距大約 150mm,對(duì)準物距大約 80 mm 左右,所以像麵上(shàng)兩個像元之間橫(héng)向與縱向(xiàng)距離對應棋盤(pán)格板(bǎn)位置的實際(jì)兩個物理點間距,對應分(fèn)別是 1. 643 μm 和 1. 645 μm。由於圖像邊緣(yuán)定位算法的精度約為 0. 4 pixel,於(yú)是該係統的邊緣定位精度在 0. 6 μm。
當標準心軸圓(yuán)度誤差極小時,測得值可以直接處理為(wéi)回(huí)轉(zhuǎn)誤差,否則需要分離回轉誤差和圓度誤差。由於檢測是標準心軸邊緣數據,其圓度誤差可忽略,可以認為測得數據的圓度誤差即為主軸跳動誤(wù)差。
5、 實驗
選取(qǔ)數控車床作為實驗平台,使用(yòng)高速 CCD 傳感器采集主軸邊(biān)緣圖像,采集幀率 30 幀/s。以任意位置作(zuò)為起始點,連續(xù)拍攝 50 幅主軸背光投影圖像。由於主軸以(yǐ)勻速轉動,所采集的圖(tú)像均(jun1)以固定角度轉過,采集到的數據為均勻(yún)等角(jiǎo)度分布在主(zhǔ)軸外徑上。被測量主軸直徑(jìng) 12 mm,設定主(zhǔ)軸轉速(sù) 50 r/min。
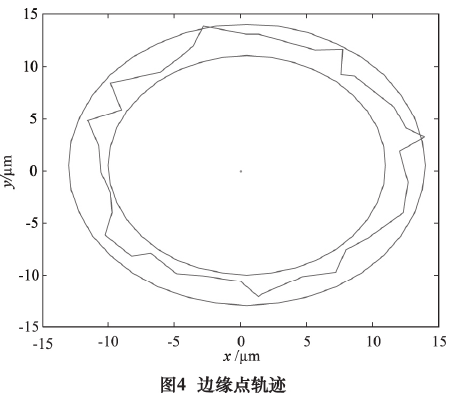
CCD 連續拍攝(shè)主軸邊緣數據,將邊緣位(wèi)移數據疊加(jiā)到基準圓上形成的測量圓數據(jù)。將 50 個主(zhǔ)軸邊緣(yuán)跳動數據導入標準圓上,如圖 4 所示,進行圓(yuán)擬合和回轉誤差分離。為了更加(jiā)清晰顯示跳(tiào)動值大小,標準圓直徑並非采用 12 mm 直徑,而是將(jiāng)跳動值按等角度(dù)添加到標準圓上(shàng)。再用區域圓擬合法,其中內圓為最大外接圓,外圓為最(zuì)大內接圓,用最小區域法評價圓度誤差,徑向跳動誤差接近 3. 251 μm。
6、 結語
本文(wén)提出一(yī)種機器視(shì)覺的方法測量機床主軸徑向跳動誤(wù)差(chà)。利用 CCD 相機連續拍攝邊緣圖(tú)像(xiàng),計算主軸跳動數據,經過(guò)誤差分離獲得徑向跳動誤差,由於不需要安裝標準軸或(huò)者標(biāo)準(zhǔn)球,避(bì)免引入偏心誤差。且通過 CCD 傳(chuán)感器獲取主軸回轉誤差,能實現遠距離非接觸測量,可以實現在(zài)線主軸徑向跳動誤差測量。為了獲得更準確跳動誤差,可以連(lián)續采集更多(duō)主軸回轉圖像參與跳動誤差評(píng)價。
投稿箱:
如果您有機床行業、企業相(xiàng)關(guān)新(xīn)聞稿件(jiàn)發表,或進(jìn)行資訊合作,歡迎聯係本網編輯(jí)部, 郵(yóu)箱:skjcsc@vip.sina.com
如果您有機床行業、企業相(xiàng)關(guān)新(xīn)聞稿件(jiàn)發表,或進(jìn)行資訊合作,歡迎聯係本網編輯(jí)部, 郵(yóu)箱:skjcsc@vip.sina.com
更多相關信息(xī)
馬")
業界(jiè)視點
| 更多

行業數(shù)據(jù)
| 更多
- 2024年11月 金屬切削機(jī)床產量(liàng)數據
- 2024年11月 分地區金屬切削機(jī)床產量(liàng)數據
- 2024年11月 軸承出口情況
- 2024年11月 基本型乘(chéng)用車(chē)(轎車)產量數據
- 2024年11月 新能源汽車產量數(shù)據
- 2024年(nián)11月 新能源汽車銷(xiāo)量情況
- 2024年10月 新能源(yuán)汽車產量(liàng)數據
- 2024年10月(yuè) 軸承(chéng)出(chū)口情況
- 2024年10月 分地區金屬切削機床產量數據
- 2024年10月 金屬切削機床產量(liàng)數(shù)據
- 2024年(nián)9月 新能源汽車銷量情況
- 2024年8月 新(xīn)能源汽車產量(liàng)數據
- 2028年8月 基(jī)本型乘用車(轎車)產量數據
博文選萃
| 更多