



摘(zhāi)要: 以輪槽銑床主軸為(wéi)研究對象,采用APDL 語言建立了主軸的三維有限(xiàn)元模型(xíng),分析計算了(le)主(zhǔ)軸加工的受力變形,獲得(dé)了主軸的變形雲(yún)圖。同時,以軸承剛度、載荷及彈性模量為隨機(jī)輸入參數,應用基於超拉丁立(lì)方的蒙特卡洛(luò)法對主軸可靠性進(jìn)行分析,結果表明: 循環模擬500 次可以達到精度要求,輪(lún)槽銑床主軸可靠性為100%,降(jiàng)低主軸材(cái)料參(cān)數的分散性可以提高主軸可靠性。
關(guān)鍵詞: 輪槽銑(xǐ)床; 主軸; ANSYS; 蒙特卡洛法; 可靠性
0 、前言
汽輪機轉子是汽(qì)輪機的(de)核心部件,由於其難加工,精度要求高,長期以來作為汽輪機轉子加工的專用機床輪槽銑床(chuáng)一直依賴國外[1 - 2]。由(yóu)長征集團和東方汽輪機廠聯合自主研發生產的核電輪槽銑(xǐ)床填補了國內(nèi)空(kōng)白,為我國(guó)發電設備製造技術起到了重要的支撐和促進作用。由於輪槽銑床要具備主軸大功率,大扭矩,並(bìng)保證主軸精(jīng)度和加工穩定性,因(yīn)此主軸的可靠性分(fèn)析顯得尤為(wéi)重要,而國內對這種機床(chuáng)主軸的可靠性分析並不(bú)多(duō)見。文中以長征(zhēng)集團和東方汽輪機聯合生產的某型號輪(lún)槽銑床主軸,采用基於超拉丁(dīng)立方的蒙特卡(kǎ)洛法,對主軸的可靠(kào)性(xìng)進行分析(xī)。
1 、基(jī)於概率有限(xiàn)元法的可靠性分析
在常規有限元分析中,通常都是基於特定參(cān)數進行模擬仿真,實際中這些參(cān)數(shù)存在很多不確定性。為了解決某些不確定性參數對結構的影響,評判模型的可(kě)靠性,以常(cháng)規有限元法為基礎,結合概率(lǜ)評定的概率有限元(yuán)法解決了輸入參數普遍存在的統計隨機性問題,主要包括有限元結構分析和(hé)可靠(kào)性分(fèn)析部(bù)分[3 - 5]。ANSYS 可(kě)靠性分析的常用方法(fǎ)有蒙特卡洛法,響應麵法。其中(zhōng),蒙特卡羅法是一(yī)種適用麵最廣的方法。以ANSYS 進行可靠性(xìng)分析時,其過程由以(yǐ)下主要步驟組成: 生成(chéng)分析文件(jiàn)、可(kě)靠性分析階段、結果後處理,如圖1 所示。
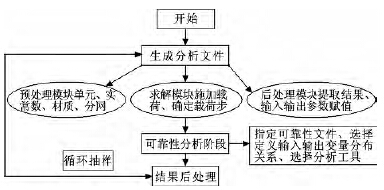
圖1 概率有(yǒu)限元計算流程(chéng)
2、 輪槽銑床主軸結構分析
2. 1 輪槽銑床主軸建模
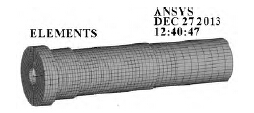
利用ANSYS 對輪槽銑床主軸進行可靠(kào)性分析,首(shǒu)先應建立合理(lǐ)的有限元模型,並進行主軸的結構分(fèn)析。根據輪槽銑床主軸的實體模(mó)型特點和運動中反映(yìng)的力學特性(xìng),主軸模型(xíng)采用麵- 旋(xuán)轉(zhuǎn)的方式建模。先用(yòng)MSHS200 劃分旋轉麵網格,再旋轉成體並賦予SOLID45 單元,可以(yǐ)得到較高網格質量。同時考慮軸承剛度(dù)對分析結果的影響,采用COMBIN14 單元將軸承簡化為三維(wéi)彈性- 阻尼支撐,一共產生32個彈簧單元。有限元模型如圖2。
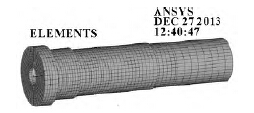
圖(tú)2 主軸的有限元(yuán)模型
2. 2 輪槽銑床的載荷(hé)及邊界條(tiáo)件
考慮輪槽銑床主軸在精(jīng)銑中的受力變形,需要計(jì)算主軸所受的切削力,顯然(rán),在銑削(xuē)過程中,主軸主要受切向力的作用。相對於切向力,徑向力可忽略不(bú)計,軸向力(lì)為0。考慮加工時的(de)切削參數: 進給速度26 mm/min,銑刀直徑45 mm,轉速250 r /min,齒數4,銑刀寬度(dù)0. 2 mm,刀具材料M42 與被加工材料30Gr2NiMoV 的材料修正係數Kfz = 1. 1,由(yóu)文獻(xiàn)[6] 給出的計算(suàn)方(fāng)法並查閱《金屬切削手冊》可(kě)計算出銑刀(dāo)刀齒上單位長度切削力Ft = 214. 3 N,等效後施加到主軸刀柄內表麵的節點上(shàng)。
主軸前支撐(chēng)和後支撐采用內圈無(wú)擋邊圓柱滾子軸承,中間采用雙向推力(lì)球軸(zhóu)承,考慮前後支撐的徑向剛度,根據公式1 和2[7 - 8],可計算出(chū)前後軸承的徑向剛度分別為1 152 N/μm 和678 N/μm,中間軸承的徑向剛度497 N/μm,軸向剛(gāng)度(dù)734 N/μm。
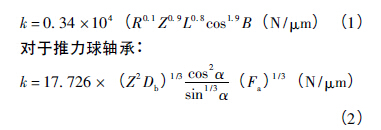
對於圓柱滾子軸承:
式(shì)中: R 為徑向載荷; Z 為滾動體數目; L 滾動體有限接觸長度; B 滾動體接觸角; Fa為預緊力; α 為接觸角。
對連接彈簧單元的外(wài)伸端節點(diǎn)全約束,對(duì)主軸尾部圓周上的節點約束切向運(yùn)動,從而(ér)限製主(zhǔ)軸的(de)剛體轉動。
2. 3 輪槽銑床主軸(zhóu)靜力分析結果
將所有的約束和載荷施加到主軸後,即可求解主軸的變形,如圖3 所示(shì)。從圖3 中可以看出,主軸的最(zuì)大變形發生在主軸外表麵,達(dá)到了3. 5 μm,並沿著主軸頭部向主軸尾部逐步減小。
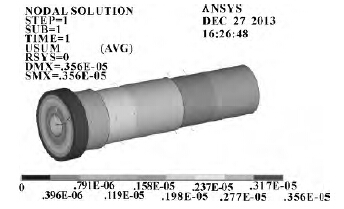
圖3 主軸的變(biàn)形雲圖
3 、輪槽銑床主軸(zhóu)可靠性分析
在前麵所做的(de)靜力分析基礎上可以(yǐ)對主(zhǔ)軸的可靠性進行分析,主要考慮前軸承徑向剛度K1,中間軸承徑向剛度(dù)K2和軸向剛度K3,後軸承徑向剛度(dù)K4,主軸彈性模(mó)量EX1,和施加在主軸上(shàng)的(de)載荷T 對主軸可靠性的影響。其分布參數見表1,其(qí)中高斯分布參數1 為平均值,參數2 為標準差; 均勻分布參數1 為(wéi)下限值,參數2 為上限(xiàn)值。
表1 隨機輸入參(cān)數(shù)的概率分布類型

根據主軸的失(shī)效準則,主軸最大變形量不容許超(chāo)過需用變形量[L] = 0. 005 mm,定義極限(xiàn)狀態函數為:
法,對模型進行500 次抽樣分析,得出失效概率及敏感度的分析結果。
3. 1 模擬精度檢測
利用(yòng)隨機變量均值和標準差的抽樣(yàng)曆史,可(kě)以確定基於超拉丁立(lì)方抽樣(yàng)的蒙特卡(kǎ)洛法模擬是否(fǒu)達到想要的精度,判斷標準就是抽樣的曆史曲線應該趨於水平。圖(tú)4 表示在置(zhì)信水平為95% 情況下,最大(dà)位移的(de)抽樣曆史曲線。從圖中可以看(kàn)出,隨(suí)著抽樣次數的增加,曲線趨於水平,滿足精度要求。
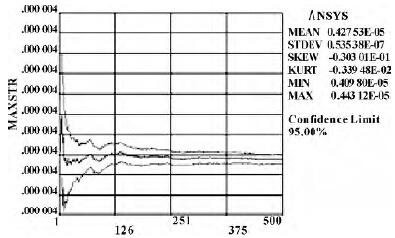
圖(tú)4 最(zuì)大變(biàn)形的曆史分布曲線
3. 2 失效概(gài)率和累計(jì)分(fèn)布函數
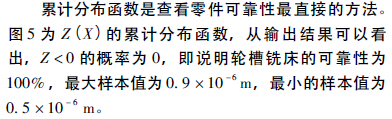
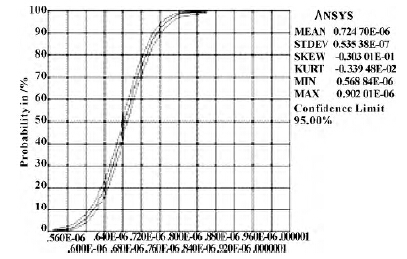
圖5 輸出參數Z 的累計分布曲線
3. 3 靈敏度分析
對靈敏度的分析可以看出各個參(cān)數對結構可靠性的影響,從而修正模(mó)型,在確保結構可靠性的情(qíng)況下,指導結構的優化設計。從圖6 的最大變形靈敏度(dù)分(fèn)析發現,載荷T 和彈性模量對輪槽銑床的可靠性(xìng)影響最大,而軸承剛度對主軸(zhóu)可靠性(xìng)的影響很小。
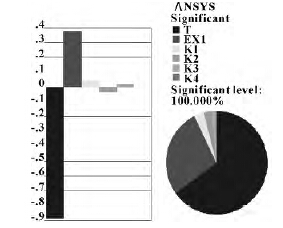
圖6 隨機參數的靈敏度
圖7 和圖8 分別(bié)是載荷T、彈性模量與最大變形的散點圖(tú),其中載荷T 與最(zuì)大變形的線性相關係數(shù)為88. 7%,彈性模量與最大變形的線性相關係(xì)數為(wéi)- 37. 8%。因此控製輪槽銑床主軸材料的質量,可以提高主軸的可靠(kào)性。
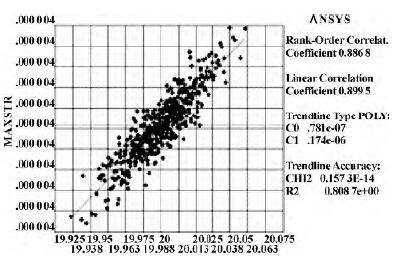
圖7 載(zǎi)荷與最大(dà)變形(xíng)的(de)散點圖
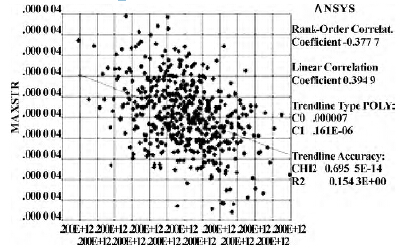
圖8 彈性模量(liàng)與最(zuì)大變形的(de)散點圖
4 、結論
( 1) 利用ANSYS 結構分析模(mó)塊,建立了輪槽銑床主軸模型,並結合銑削加工參數(shù),計算了主軸的受力,獲得了輪槽銑床主軸的變形雲圖。
( 2) 結合ANSYS 的概率有限元模塊,得到了主軸軸承剛度(dù)、載荷、彈性模量影響下的最大變形分布函數,結果表明(míng): 循環模擬500 次,能夠達到精度要求,輪槽(cáo)銑床主軸可靠性為100%。
( 3) 通過對輪槽銑床(chuáng)主軸靈敏度分析可(kě)知(zhī): 載荷和彈性模量對主軸的可靠性最為明顯(xiǎn),而軸承剛度(dù)相對很小。因此適當的控製輪槽銑床主軸材料質量,降低材料參(cān)數的分散性可以提高主(zhǔ)軸可靠性。
如果您有機床行業、企業相關新聞稿件發表,或進行資訊合作,歡迎(yíng)聯(lián)係本(běn)網編輯部, 郵箱:skjcsc@vip.sina.com


- 2024年11月 金屬(shǔ)切削機床產量數據
- 2024年11月 分地區金屬切削機床產量數據
- 2024年(nián)11月 軸承出口情(qíng)況
- 2024年(nián)11月 基本型乘(chéng)用車(轎車)產量數據
- 2024年11月 新能源汽車產量數據
- 2024年11月 新能源汽車銷量情況
- 2024年10月 新能源汽車產量數據
- 2024年10月 軸承出口情況
- 2024年10月 分地區金屬切削機床產量數據
- 2024年(nián)10月 金屬切削機床產量數據
- 2024年9月 新能源汽車銷量情況
- 2024年8月 新能源汽車產量數據
- 2028年8月 基本型乘用車(轎車)產量(liàng)數據
- 機械(xiè)加工過程圖示
- 判斷一台加工中心(xīn)精(jīng)度的(de)幾種辦法
- 中走絲線切割機床的發展趨勢
- 國(guó)產數控係統和數控機床何去(qù)何從?
- 中國的技術工人(rén)都去(qù)哪裏了?
- 機械老板(bǎn)做了十多年,為何(hé)還是小作坊?
- 機械行業(yè)最新自(zì)殺性營銷,害人害己!不倒閉才
- 製造業(yè)大逃亡
- 智能時代,少談點智造,多談點(diǎn)製造
- 現實麵前,國人沉默。製造業的騰飛,要從機床
- 一文(wén)搞懂數控車(chē)床加(jiā)工刀具補償功能
- 車床鑽孔攻螺(luó)紋加工方(fāng)法及工裝設計
- 傳統(tǒng)鑽削與螺旋銑孔加工工藝(yì)的區別