


新型組合式斷(duàn)屑刀具在曲軸沉孔加工(gōng)中(zhōng)的應用
2021-7-13 來源(yuán):上汽通用五菱(líng)汽車股份有限公司 作者:覃明龍
摘要:為減少加工(gōng)過程中造成(chéng)的不斷屑問(wèn)題,本文通過對用於(yú)形狀複雜(zá)的曲軸沉孔鑽削加工的刀(dāo)具結構研究,發現采用一種新型組合式帶斷屑槽(cáo)的刀具,可有效解決不斷屑問(wèn)題,提高生產效率,降低刀具成本。
關鍵詞:曲軸 沉孔(kǒng) 斷屑槽(cáo) 斷(duàn)屑
1、曲軸(zhóu)加工(gōng)刀具使用現狀與問(wèn)題
在曲軸製造過程中,通常麵臨複雜的法蘭(lán)端沉孔結構,而且多為盲孔加工。為(wéi)減少加工(gōng)節拍(pāi),目前國內外發動機(jī)工廠通常使用一體式成形刀具,將多個不同直徑階梯及帶(dài)倒角的沉孔(kǒng),進行一次性加工。此類成形刀具的材質通常采用整體硬質合金,成本較高,並且在第 2 或第 3 階梯無法修磨(mó)斷(duàn)屑槽,易導致韌性(xìng)較高的鍛鋼曲軸無(wú)法有效斷屑,堆積造成機床加工倉堵(dǔ)塞,影響生產效率,已成為鍛鋼曲軸量產的瓶頸(jǐng)和重大技術難關。
2、原因與解決方案分析
針對不斷屑問(wèn)題,對刀具和(hé)鐵屑結構進(jìn)行分析,主要在刀具的第 2 階梯刃口不斷屑(xiè),見圖(tú) 1,進而導致在鑽削加工過程中,無法有效斷屑,導致長鐵屑的產生(shēng),加速刀具的磨損,影響零(líng)件加工質量,造成機床加工倉內部堵塞,影響生(shēng)產效率。

圖1 整體硬質合金鑽頭第2階梯刃口不斷屑(xiè)
方案(àn)一,提高鑽削加工進給參數。其(qí)主要通過增大切屑的厚度,由於厚度變大,鐵屑內外層的變形差變大,通(tōng)過這種變形差別,可(kě)以(yǐ)引起切屑卷曲。當切屑卷曲半徑達到一定值時,切屑底層受到(dào)的張(zhāng)應(yīng)力也相應增(zēng)大,而當超過切(qiē)屑的斷裂極限時,則切屑(xiè)折斷,斷屑形成。但(dàn)是,在考慮刀具加工壽命和成本上,提高(gāo)鑽削加工進(jìn)給參(cān)數,在一定程度上,加速刀具刃口的磨損,刀具壽(shòu)命也相應減弱,刀具符合率降低,最(zuì)終導(dǎo)致刀具成本升高。
對(duì)於大批量(liàng)生產的(de)工廠,更側重成本上的控製。因此,該方案不采納。
方案二,通過優化(huà)刀具結構方式,解決不斷屑問題,即在原來刀具上修磨相應的斷屑槽,但是目前的刀具由整體硬(yìng)質合金修磨而成,一方麵,第 2 階梯切削刃無斷屑槽,無法斷屑,另一方麵,由於刀具(jù)結構複雜,無空餘的位置留與砂輪進行(háng)修磨,易導致砂(shā)輪修磨時會與刀體發生幹涉,無法在第 2 階梯上修磨斷屑(xiè)槽,存在結構上無法彌補的缺(quē)陷,因此,該方案不采(cǎi)納。
方案三,從刀具結(jié)構分析,采(cǎi)用一種新型組合式斷屑刀具(jù),由模塊化鑽尖、刀體和帶斷屑槽刀片組成,見圖 2 和(hé)圖 3。主要通過刀片預製作的斷(duàn)屑槽(cáo)對鐵屑進行斷屑,其中模塊化鑽尖材質是硬質合金(jīn),鑽尖通過(guò)特(tè)殊旋轉的方式安裝到刀體上;第 2 和 3 階梯的刀片是可更換(huàn)式可轉刃刀片,且預修磨斷(duàn)屑槽後(hòu),再通過螺栓擰緊方式安裝到刀體上;刀體采用(yòng)調質鋼材質,仿形加工排屑槽,帶中央內冷孔,保證加工冷卻響(xiǎng)應及時性。因此,該方案可嚐試。
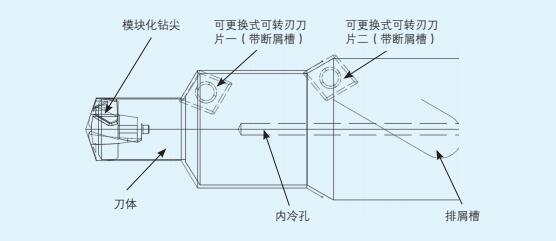
圖(tú)2 新型組合式斷屑刀(dāo)具示意圖

圖3 新型組合式斷屑刀(dāo)具(jù)實圖(tú)
3、方案效果驗證
通過(guò)以上(shàng)方案(àn)分析,按方案三驗證,采用此新型組合式斷屑刀具代(dài)替原來的整體硬質合金鑽頭加工,安裝(zhuāng)新刀片,調整刀(dāo)具跳動,保證節拍,按(àn)原加(jiā)工(gōng)參數加工,按正常加工1+5+50 件驗證,鐵屑(xiè)均可有效斷屑,而且鐵屑(xiè)長度從原來的 60mm 縮短到 5mm 以內。斷屑(xiè)效果明顯,這(zhè)將是對新型斷屑刀具最(zuì)好的詮釋。
除此之外(wài),在設備上,相比之(zhī)前的(de)整體合金鑽頭加工方案,開(kāi)動率提高 50%,有效地解(jiě)決了不斷屑導致的加工倉堵塞問題;在(zài)加工質量上,降低鐵屑不斷導致的係列質量(liàng)風險,大(dà)大降低返修和報廢率。從(cóng)刀具成本上,兩種刀具成(chéng)本比(bǐ)較,新型組合式斷屑刀(dāo)具單(dān)件刀具成本降低近 30%,這(zhè)無疑到達了降本增效的效果。這也證明了方案三的可行性與有效性。
4、新型組合式(shì)斷屑刀具切屑斷(duàn)屑原理
與舊刀具相比,新型組合式斷屑刀具自帶斷屑槽刀片,其有效切屑斷屑關鍵在於斷屑槽相關參數的優化,金屬材料加工過(guò)程中會產生大量切屑,切屑控製不良直接影響員(yuán)工人身安全,降低(dī)產品質(zhì)量,損壞夾具,降低刀具壽命,增加輔助節拍(pāi)等。目前,刀片預製的斷屑槽作為最常用的方(fāng)法控製切屑使(shǐ)鐵屑得以有效折斷,其斷屑原理是由於金屬材料在加工(gōng)過程中出(chū)現硬化作用,切屑工件時會受衝擊和擠壓變形,會產生應變量(liàng),當應變量大於或等於材料的斷裂應變,最終形成切斷,到達(dá)斷屑目(mù)的(de)。
在金屬切削過程中,斷屑槽(cáo)的槽型、前角、寬度、刃口(kǒu)高度、斜角(jiǎo)、凸台、底(dǐ)角、槽(cáo)底圓弧半徑等在切屑過(guò)程中的也會對斷屑起到不同的作用,通常(cháng)根據不同的加工要求,通過優化各個幾(jǐ)何要數,可以實現(xiàn)可靠的斷屑。其中,斷屑槽的槽型來說,其曲率越小,切屑的卷曲半徑變小,切屑變形會相應加大(dà),越容易折斷。斷屑槽的前角也是一個比較(jiào)重要參數,當前角很大時,意味著槽型的卷曲(qǔ)半徑(jìng)越小,切屑彎曲力增大,切屑容易折斷;斷屑槽的寬(kuān)度越小,切屑的卷曲半徑越小,切屑彎曲力增大,切屑容易折(shé)斷;斷屑槽(cáo)的刃口高度越低(dī),可(kě)加(jiā)大切屑變形,加大斷屑(xiè)趨勢;斷屑槽的斜角,一般采(cǎi)用外斜式斷屑槽的斷屑(xiè)效果(guǒ)較好;斷屑槽的凸台離切削刃近,則凸(tū)台起到斷屑效果更明顯;斷屑槽的底角(jiǎo)較小時,切屑的卷曲(qǔ)半徑也相應變小(xiǎo),切屑容易折斷;斷屑槽的槽底圓弧(hú)半徑較(jiào)小(xiǎo)時,切屑的卷曲(qǔ)半(bàn)徑相應變小,切屑變形(xíng)增大,容(róng)易(yì)產生(shēng)折斷。當然各種幾何(hé)參數(shù)優化,更重要在於何種切屑工況,在複雜加工工況下,則綜合考慮各個幾何參數之間的配合。
5、新型(xíng)組合式斷屑刀具的創新點
第一(yī),無需修磨。新型組合式斷屑刀具由模塊化鑽尖、刀體和帶斷屑槽刀片組(zǔ)合而成,模塊化鑽尖和刀片為易損部件(jiàn),使用一定壽命後更換;相比整體硬質合金階梯鑽,在加工到壽(shòu)命後,必須返回刀具廠進行修磨刃口,才能到(dào)達反複利用的(de)效果,刀具(jù)平均可修(xiū)磨 4次(cì) /支,中(zhōng)間存在增(zēng)加修磨成本問題,以及修磨後的加工性能(néng)是否能與新刀保(bǎo)持一致(zhì)的問題。新(xīn)型組合式斷屑刀具,無需修磨,直(zhí)接換新鑽尖和刀片即可,不存在這類問題。
第二(èr),成本較低。新型組合式斷(duàn)屑刀具體材料為調質鋼,僅鑽尖部分為硬質合金,製造成本低;相比整體硬質合金階梯(tī)鑽,毫無疑問,就是整個刀體材質都是(shì)硬質(zhì)合金,而新型組合式斷屑刀具的鑽尖采用的是模塊化鑽頭,製(zhì)造成本明顯降低。同時,模塊化鑽頭,采用高(gāo)精數控設備(bèi)加(jiā)工,製造質量(liàng)的一致性也可以的得到有效的保證。
第三,更換(huàn)方便。新型組合式(shì)斷(duàn)屑刀具的刀片,使用螺釘(dìng)等緊固(gù)件,安裝到刀體上,便於更換,提高刀(dāo)片更換效率。
第四,可修磨斷屑槽。新型組合式斷屑刀具的刀片,通過粉末冶金(jīn)技術,預先製(zhì)作好斷屑槽(cáo)後,再安裝到刀體上,解決了(le)整體式刀具由於砂輪幹涉無法修磨斷屑槽(cáo)的難題,起到良好的斷(duàn)屑效果。
第五,刀片利用率高。新型組合式斷屑刀(dāo)具的刀片采用”C”型刀片,呈菱形狀,開有 4 個(gè)斷(duàn)屑(xiè)槽,提高了刀片的利用率,有效的降低刀具成本。
6、結語
采用組合式斷屑刀具加工鍛鋼曲軸沉孔方案,能夠保證獲得良好的斷屑效(xiào)果,對於後期新(xīn)線新產(chǎn)品加工形狀結構複雜的沉孔項目來(lái)說不失為一個可行的(de)低成本方案,同時,為刀具選型方麵,提供了很好(hǎo)的經驗,從而達到提高生產效(xiào)率和降低刀(dāo)具成本的(de)目的。
投稿箱:
如果您(nín)有機床行業、企業相關新聞稿件發表,或進行資(zī)訊合作,歡迎聯係(xì)本網編輯部, 郵箱:skjcsc@vip.sina.com
如果您(nín)有機床行業、企業相關新聞稿件發表,或進行資(zī)訊合作,歡迎聯係(xì)本網編輯部, 郵箱:skjcsc@vip.sina.com
更多相關信息

業界視點
| 更多

行業數據
| 更多
- 2024年11月 金屬切削機床產量(liàng)數據
- 2024年11月 分地區金屬切削機(jī)床產量數(shù)據
- 2024年(nián)11月 軸承出口情況
- 2024年11月 基本型乘用車(轎車)產(chǎn)量數據
- 2024年11月 新能源汽車產量數據
- 2024年11月 新能源汽車銷量情況
- 2024年10月 新能(néng)源汽車產量(liàng)數(shù)據
- 2024年10月 軸承出口情況
- 2024年10月(yuè) 分地區金(jīn)屬切削機床產量數據
- 2024年10月 金屬切削機床產量數(shù)據
- 2024年9月 新能源(yuán)汽車銷量情(qíng)況
- 2024年8月 新能源汽車產量數據
- 2028年8月 基(jī)本型乘用(yòng)車(轎車)產(chǎn)量數據
博文選萃
| 更(gèng)多