


擇選相適配的螺紋(wén)刀片
2021-7-6 來源:伊斯卡 作者:-
前言
螺紋連接部位的生產(chǎn)製造是金屬加工行業的一種常見應用。大多數金屬加工行(háng)業製造的產品都具有外螺紋或內螺(luó)紋的特征,螺紋應用(yòng)小到牙螺釘,大至油(yóu)氣工業相關的管道螺紋接頭。螺紋的類(lèi)型(xíng)種類繁多(duō),還涉及國家標準(zhǔn)及國際標準。各牙型螺(luó)紋(wén)在形狀及尺寸上各(gè)有不同;各標準定義了其特定的螺紋類型。在諸多案例中(zhōng),螺紋(wén)牙型的標準特征是(shì)滿足某一工業細分領域或主要應用領(lǐng)域的特定需求。例(lì)如,UNJ及MJ螺紋牙型標準與航空工業相關,NPT及BSPT螺紋(wén)牙型標準與油氣(qì)工業的管道、管接頭及備件相(xiàng)關(guān)。
螺紋車削
螺紋車削是(shì)加(jiā)工旋轉工件上螺(luó)紋的最高效最(zuì)普(pǔ)遍的生產方式之一。當今的可轉位刀片市場提供了(le)種類(lèi)眾多的螺紋車削刀具及(jí)刀片。刀片具有不同的幾何形狀及裝夾方式是(shì)有好處的(de),可以為各應用挑選相適配的刀片。成功(gōng)的螺紋車削應用取決於選取相適配的螺紋加(jiā)工刀具。正確(què)地擇取出可轉位螺紋加工刀具依循簡單的步驟:首先,確認所加工的是外螺紋(wén)還是內螺紋,並進一步確認需要挑(tiāo)選右旋刀具還是左旋刀(dāo)具;在選出(chū)對應螺紋類型的進給方向後,需依據工件圖紙及應用決定螺紋刀具規格。
通常而言,螺紋型號依據螺紋類型標準,分為公製或英製。在(zài)許多案例中,螺紋型號包(bāo)括以下參數:分類標準;螺距;螺紋頭數;名義直徑;螺紋長度(dù);公差等級(jí)。
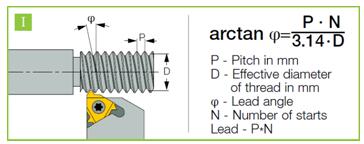
當收集齊螺紋有效直徑,螺距,螺紋頭數後,就能計算出螺紋導程角(螺旋角(jiǎo))φ。如果是采用平裝式刀片提供解決方案,螺紋導程(chéng)角(jiǎo)(螺旋角)φ有效值對於下一步刀墊的選擇非常重要。對於這樣的刀(dāo)具,導程角(螺旋(xuán)角)的數值決定了刀墊的選擇。
除了能正確地設定出導向角(螺旋角)φ,刀墊還起著支撐刀片及在刀片破損時能保護刀具的作用。
有兩種螺紋刀片類型:全牙型和通用牙型(xíng)。全牙型刀片(piàn)用於製造特定螺紋(wén)類型,如,依據DIN 405標準的圓螺紋(Rd),BSW英製惠氏牙(yá)型。通用牙型刀片需(xū)要事先對工件外(wài)圓或內孔的底孔直徑(jìng)進(jìn)行預車削。
平裝刀片
伊斯卡(kǎ)為各螺紋(wén)標準(zhǔn)的內孔及外圓加工提供平裝式螺紋刀(dāo)片。平裝刀片可分(fèn)為三種主要類型:1.G-型,通(tōng)用型刀片帶斷屑台,用於各種(zhǒng)工(gōng)程(chéng)材料的(de)螺紋加(jiā)工,也包含短切屑材料的(de)生產製造。(圖1)
2.M-型(xíng),帶壓製燒結成型斷屑槽的刀片實現高效切屑控製。盡管刀片為壓製成型,卻能確保加工出與精密磨製G型刀(dāo)片相同的螺紋(wén)精度。當螺紋切削深度太小,斷屑槽不(bú)能充分發揮斷屑作用,此時(shí)不推薦采用M型刀片(piàn)。
3.B-型(xíng),帶壓(yā)製斷屑槽,周邊磨製的刀片。鋒利切削刃(rèn)與高效(xiào)切(qiē)屑控製的優質組合適用於長(zhǎng)切屑材料的加工,為ISO M不鏽鋼材料的加(jiā)工提供了首(shǒu)選方案。在小規格(gé)零(líng)部件的加工(gōng)中,帶斷屑槽和鋒利切削刃的刀片能在降低切削力方麵受益,進而防振。
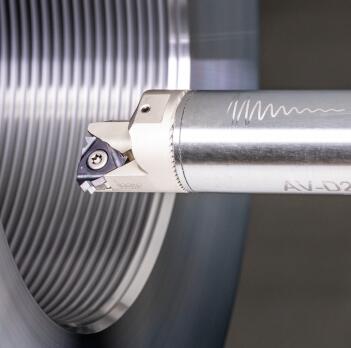
刀具用(yòng)戶最常見的目標之一是提高生產率(lǜ)。因此,作為對上述三種主要刀片類型的補充,開發出(chū)多齒刀片(piàn),係G型子係列。開發多齒刀片的主要目標是通過縮短加工周期(qī)進(jìn)而(ér)提高生產率。多齒刀(dāo)片配置有兩齒或(huò)三(sān)齒,每一齒均(jun1)起著不同(tóng)的作用。在使用多齒(chǐ)刀片前,確保螺紋加工區域不接於台肩非(fēi)常重要,或沿工件(jiàn)完成(chéng)整個螺紋的加工有著寬的退刀槽。(圖(tú)2)

立裝刀片
除了ISO標準平裝刀片,伊斯卡還提(tí)供(gòng)高剛性設計的(de)立裝螺紋刀片。立裝螺紋刀片根據應用分為內螺紋(wén)加工及(jí)外螺紋加(jiā)工。與ISO標準平裝刀片係列相反,這些刀片後角均為磨製。
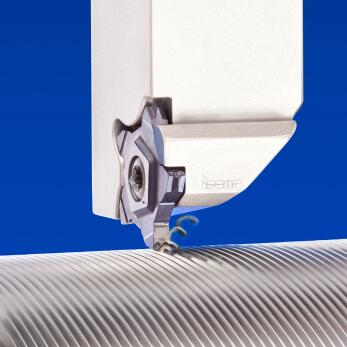
PENTACUT五角霸王刀是伊斯卡成功的立裝螺紋刀片係列之一。PENTACUT螺紋刀片帶來以下優勢:帶5個切削刃,提供高(gāo)性價比解決方案;配置有壓(yā)製斷屑槽,實現(xiàn)高效切屑控製;強固設計,實現更高(gāo)切削參數,提高(gāo)生產(chǎn)率;通用牙型刀片的設計用於接近於台肩的加工,切削刃可任意切換;用於加工右旋螺紋及(jí)左(zuǒ)旋螺紋;具有加工外槽槽底(dǐ)處螺紋的能力。(圖3)
牌號
選擇正確的合金牌號是螺紋(wén)加工的重要(yào)一步。牌號的選用與工件(jiàn)材料,加工穩定性,應用特性息(xī)息相關。推薦合金牌號參見伊斯卡樣本(或電子樣本)。記住,選取出正確的合金牌號(hào)能顯著提高刀片使用壽命。
結語
伊斯卡豐富多樣的刀片可以滿足市麵上標準螺紋(wén)絕大多數的加工需求。伊斯卡能為任何用戶的需求提供非標定製解決方案,為每一(yī)特(tè)定應用提供前沿的解決方案。伊斯卡在螺紋加(jiā)工應用上多年以來沉澱(diàn)的經驗為金屬加工行業帶來(lái)巨大(dà)成就。(圖4)

作者:伊斯(sī)卡助理產品經理Shai Leibushor
螺紋車削、銑削及絲錐產品經(jīng)理 Yuri Sorkin
投稿箱:
如果您有機床行業、企業相關新聞稿件發表,或進行資訊(xùn)合作(zuò),歡(huān)迎聯係本網編輯部, 郵(yóu)箱:skjcsc@vip.sina.com
如果您有機床行業、企業相關新聞稿件發表,或進行資訊(xùn)合作(zuò),歡(huān)迎聯係本網編輯部, 郵(yóu)箱:skjcsc@vip.sina.com
更多(duō)相關信息
州金馬(mǎ)")
業界視點
| 更多(duō)

行業數據
| 更多
- 2024年11月 金屬切削機床產(chǎn)量數據
- 2024年11月 分地區金(jīn)屬切削機床產量數據
- 2024年11月 軸承出口情況
- 2024年11月 基本型乘用車(轎車)產量數據
- 2024年11月 新能源汽車(chē)產量數據
- 2024年11月 新能(néng)源汽車銷量情況
- 2024年10月 新(xīn)能源汽(qì)車產量數據
- 2024年10月 軸承出口情況
- 2024年10月 分地區(qū)金屬切削機床產量(liàng)數據(jù)
- 2024年10月 金屬切削機床產量數據
- 2024年(nián)9月 新能源(yuán)汽車(chē)銷量情況
- 2024年8月 新(xīn)能(néng)源(yuán)汽車產量數據
- 2028年8月(yuè) 基本型乘用車(轎車)產量數(shù)據