


泥水盾構刀具刀筒及聯接螺栓損壞(huài)原因及對策
2020-3-5 來源:中鐵十四局集(jí)團有限公司 作者: 趙國(guó)棟
摘 要(yào): 係統總(zǒng)結了大(dà)直徑泥水(shuǐ)盾構(gòu)在土(tǔ)岩複合地層中掘進時其配備的常壓可更(gèng)換(huàn)刀具、刀筒(tǒng)及聯接螺栓的失效問題(tí),分(fèn)析了造成其失效的原(yuán)因,提出了有針對(duì)性的改進措施,並取得了良好的改進效(xiào)果。
關鍵詞: 刀具(jù),刀筒,複合地層,大直徑泥水(shuǐ)盾構
0 引言
隨著我國地(dì)鐵事業的蓬(péng)勃發展,地鐵隧道修建區域地質條件也越來(lái)越複雜,上土下岩複合地層就是近年來比較常見(jiàn)的(de)複雜地層。該地質條件下(xià),開挖麵介(jiè)質(zhì)軟硬不均,大直徑泥(ní)水(shuǐ)盾構在土岩(yán)複合地層中修建時常常麵臨各部件磨損嚴重的問題,然(rán)而(ér)對於這(zhè)方(fāng)麵的研究還有所欠缺。在刀具非正常磨損方麵,竺維彬等[1]係統總(zǒng)結了複合地層掘進過程中滾(gǔn)刀的磨損情況,定性分析了(le)滾刀(dāo)的磨(mó)損並提(tí)出相應對策; 王瑤等[2]對滾刀的(de)磨損情(qíng)況進行了分析,並總結了相關規律; 王永喜[3]、劉曉毅[4]、林師俊(jun4)[5]、海鷗[6]、梁戰平[7]等分析了土壓平衡盾構在(zài)土(tǔ)岩(yán)複合地層中滾刀的損壞情(qíng)況及相應原因,劉高峰等[8]大體分析了刮刀磨損特點,並提出了一些改進措施; 唐歡[9]、董伯讓[10]等基於工程實例,對盾構刮刀常見的失效(xiào)形式及原因進行了分析,但(dàn)上述研究成果(guǒ)與常(cháng)壓(yā)可更(gèng)換刀(dāo)具研究無關,目前也尚無針對刀筒及(jí)刀具固定螺栓失效的研究。鑒於此,本文立足於武漢軌道交(jiāo)通 8 號線越江隧道盾構段,對工程(chéng)施工過(guò)程中遭遇到的常壓可更換刀具、刀筒及聯接螺栓的非正常損壞情況進行總結,分析造成(chéng)其失(shī)效的原(yuán)因,提出有針對性的具體改進措(cuò)施。
1 、工程概況
1. 1 工程簡介
武漢軌道交通 8 號線越江隧道盾構段全長 3 186 m,穿越的地層(céng)有粉(fěn)細砂、泥質粉砂岩、強風化礫岩、弱膠結礫岩、中等膠結礫岩、圓礫土(tǔ)、中粗砂等,其中江中段(duàn)上部為粉細砂、中間 1 365 m 為強風化礫岩(yán)、中下 750 m 為弱膠結(jié)礫岩、底部 430 m 為中等膠結礫岩,屬(shǔ)典型的上軟下硬複合地層; 中等膠結(jié)礫岩侵入隧道斷麵最高達 4. 5 m,最大抗壓強度達 40 MPa。
該(gāi)隧道采用直(zhí)徑(jìng) 12. 5 m 的泥水平衡盾構機,刀盤外側 45%區域布置有滾刀或齒刀( 可互換) ,中(zhōng)心(xīn) 35% 區域布置(zhì)有中心刀, 之間 20% 區域布置有正麵先(xiān)行刀,刮刀則密(mì)布於(yú)除中心 20% 區域以外的區域。
1. 2 遭遇的工程難題
自 590 環( 1 180 m) 起,盾構機進入以中等膠結礫岩為主的複合(hé)地層,這期間掘進(jìn)外在表(biǎo)現為: 分離石子增多,驅動扭矩變大,貫入度變小,掘進速度降低; 陸續出現刀具( 滾刀、刮刀) 崩裂或偏磨、刀筒( 滾刀、刮刀) 磨損或開裂、聯(lián)接螺栓鬆(sōng)動(dòng)或斷裂等。
2 、刀具損壞
2. 1 損壞情況總結
主(zhǔ)要表現為: 中心刀根部掏空,刮刀與先行刀(dāo)崩(bēng)齒、偏磨,二合一齒刀出現兩頭崩齒、中間嚴重磨損,滾(gǔn)刀出現嚴重磨損、偏磨甚至刀圈(quān)斷(duàn)裂,詳見圖 1。
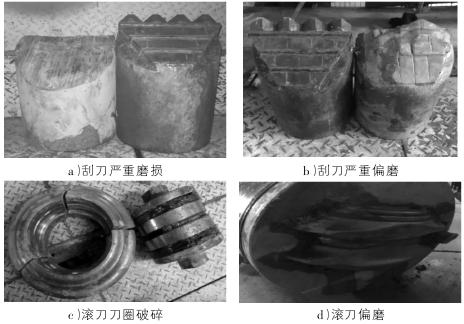
圖 1 刀具磨損情況
2. 2 原(yuán)因(yīn)分析
1) 原刀(dāo)具刀刃偏鈍,對前部泥土擠壓大(dà)於切削。2) 刀盤布置281 把刀(dāo),每個軌跡(jì) 2 把 ~ 6 把,刀密度偏大(dà),特別是刀盤中心區域。3) 刀具材質未兼(jiān)顧硬(yìng)度與剛度的平衡; 刀具形狀(zhuàng)未兼顧到銳角與(yǔ)鈍角的平衡(héng); 刀刃與其背後母體不成比例; 刀圈及刀刃的材質不太適應複合地層。4) 齒刀及球齒滾刀不適用於中等膠結礫岩(yán)地層。5) 先(xiān)行刀釺焊工藝質(zhì)量問題導致其刀刃(rèn)整體脫(tuō)落。6) 刀具損壞明顯呈(chéng)現由某軌(guǐ)跡向兩邊輻射的特點: 21 /22 滾刀使用周期過長失效,19 號(hào)刮刀處於(yú) 21 /22 滾刀軌跡之間(jiān),因 21 /22滾刀失(shī)效,其承載力大增導致過載; 19 /20 球齒滾刀因打孔鑲齒及焊接原因刀(dāo)圈強度減弱,同時使用周(zhōu)期過長而失效,18 號刮刀處於 19 /20 滾刀軌跡之間,因(yīn) 19 /20 滾刀失效,其(qí)承載力大增導致過載; 17 /18 滾(gǔn)刀鄰近 18 號刮刀(dāo),受其失效影(yǐng)響,導致嚴重偏磨。7) 由於滾刀與刮刀的設計受力分別為 310 k N,100 k N,底部的中等膠結礫岩強度遠大於詳勘(kān)的 24. 4 MPa,在(zài)貫入度均值 10 mm/rot 的情況下,由於操作不穩貫入度瞬間值高達 28 mm/rot ~ 36 mm/rot,任何(hé)刀(dāo)具都承受不了(le)如此大的瞬間衝擊力,滾(gǔn)刀(dāo)刀(dāo)圈首先(xiān)受(shòu)損,經多次衝擊後最終(zhōng)疲勞崩斷,失去(qù)切削功能,接著(zhe)把本應(yīng)滾刀承擔的切削力加到了相鄰軌跡的刮刀上(shàng),又導致刮(guā)刀超載而嚴重磨損甚(shèn)至崩齒(chǐ)。8) 操作人員對滾刀磨損傳感器報警(jǐng)不夠敏感,導致刀具檢查不及時。9) 刀盤副臂上(shàng)的大刮刀破損脫落導致(zhì)底部的礫石渣土堆積,造成刀具二次磨損。
2. 3 應對措施
1) 根據地層變化適時改變(biàn)刀型、角度及尺寸(cùn)。2 ) 中心區域去掉部分刮刀,每個軌跡僅保留 2 把。3) 滾刀采用耐衝擊性更(gèng)強的光圓式而(ér)非球齒式(shì); 刮刀采用改進型,材質優(yōu)先考慮剛度(dù);正麵先行刀處於無滾刀覆蓋區域,宜加強釺焊工藝,兩端封(fēng)閉焊接保護; 采用改進型,材質兼顧硬度(dù)與(yǔ)剛度; 中心刀采用改進型,兩端封閉焊接保護,多考慮(lǜ)硬度及渣土(tǔ)流動性。4) 刀具廠家切實加強滾刀刀圈、刮刀刀刃的材質。5) 合理設置刀具檢查周期,並根據報警情況及時調整檢查。6) 擇機高壓進倉焊接安裝刀盤副臂上(shàng)的大刮刀(dāo),解決底部礫石堆積刀具二次磨損問(wèn)題(tí)。
3 、刀筒損壞
3. 1 損(sǔn)壞情況總結
滾刀失效( 斷裂(liè)或脫落) 後其刀筒(tǒng)嚴重磨損,最嚴(yán)重時(shí)掘進(jìn)13 環就損壞(huài) 15 把,呈現出以 21 /22 滾刀為中(zhōng)心,刀筒磨損最為頻繁,漸次向兩邊輻射遞減的規律; 軟(ruǎn)土刀( 刮刀、正麵先行刀、中心刀) 外刀筒頻繁開(kāi)裂,其中刮刀刀筒自法蘭拐彎處開裂 15 cm ~25 cm 不等,詳見圖 2。
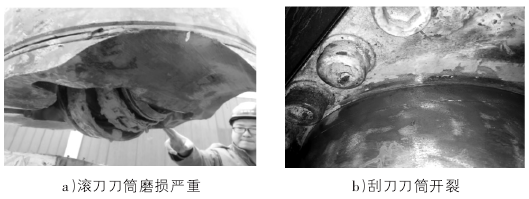
圖 2 刀筒損壞情況
3. 2 原因分析(xī)
1) 受地質因(yīn)素影響滾刀雙(shuāng)刃受力不均,加上滾刀(dāo)設計為不合(hé)理(lǐ)的單軸雙刃( 特別(bié)是刀盤外過渡圓弧處(chù)) ,導致滾刀嚴重偏磨,磨到一定高度後刀(dāo)筒相應部位隨之磨損。2) 底部的碎石卡在滾刀側麵導致滾刀不轉,轉到中上部粉細砂層時又(yòu)因反作(zuò)用力(lì)小導致滾刀不轉而平磨(mó),磨到一定高(gāo)度後刀筒相應部位隨之磨損。3) 滾刀固定螺栓部分或全(quán)部(bù)斷裂,導致滾刀失去支撐點而無法轉動,直接引起刀筒磨損。4) 滾刀失效(xiào)後,本該滾刀承受的(de)力(lì)瞬間(jiān)作用在與其臨近軌跡的刮刀上,過大的阻力首先傳遞到刮刀(dāo)內刀筒上(shàng),導致刮刀固定螺栓受力過大受剪易折(shé),嚴重者甚至將(jiāng)內刀筒端蓋頂出,造成高壓冒漿危險; 最終作用在刮刀外(wài)刀筒上,導致外刀筒閘門處開焊甚(shèn)至閘門法蘭變形漏漿。5) 以部(bù)分(fèn)刮刀(dāo)為例:13L 刮刀的切削軌跡在滾刀 9 /10 兩刃之間,809 環時,9 /10 滾刀(dāo)雖然正麵磨損僅(jǐn) 11 mm ~ 13 mm,但偏磨量卻高(gāo)達 60 mm,滾刀單刃失效直接導致(zhì) 13L 刮刀位於底部時需要破岩而過載,此(cǐ)時與13L 刮刀相連的內刀筒逆運動方向大幅度(dù)擺動,直接碰到了與其外端相連、中間隻有 1. 5 mm 間隙的刮刀外刀筒,經多次撞擊後,再(zài)加上力臂的(de)作用,過大的彎扭矩導致刮刀(dāo)應力最(zuì)集中處即薄弱的法蘭拐彎處開裂。以(yǐ)此類推,14R 刮刀的切削軌跡在滾刀 11 /12 兩刃之間,15R 刮(guā)刀的(de)切削軌跡在滾刀 13 /14 兩刃之間,18L 刮刀的切削(xuē)軌跡在滾刀 19 /20 兩刃(rèn)之間,17R 刮刀(dāo)的切削軌跡在滾刀 17 /18 兩刃之間,除了磨損量有所不同外,其刀筒開裂過程均同 13L 刮刀。
3. 3 應對措施
1) 焊補(bǔ)、打磨,修複磨損的滾刀刀筒。2) 聯係專(zhuān)業廠家對刮刀刀筒潛在的裂痕進行探測。3) 預定成品滾刀、刮(guā)刀刀筒。4) 從閘門法蘭(lán)處用三角(jiǎo)鐵對刮刀外刀(dāo)筒進行加固。5) 從刀(dāo)臂內側對刮刀內刀筒端蓋壓塊進行圓鋼支撐。
4 、聯接螺栓損壞
4. 1 損壞情況總結
在中等膠結礫岩為主的複合地層中,刮刀刀頭聯接螺栓變形及(jí)滾刀固定螺栓斷裂頻繁; 地質由(yóu)中等膠結礫岩逐漸轉為弱(ruò)膠(jiāo)結時,滾刀螺栓頻繁鬆動斷裂,甚至滾刀掉入(rù)刀筒內( 見圖 3) 。因螺栓全斷先後造成 7 把滾刀、5 把齒刀、2 把刮刀脫落刀盤麵,直接經濟損失 30 多萬元。
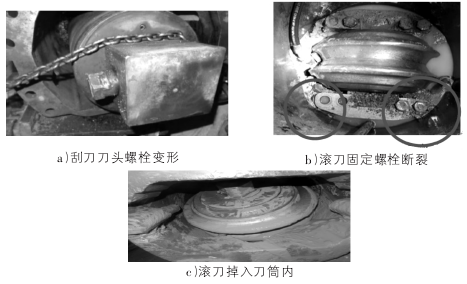
圖 3 聯接螺栓損壞情況
4. 2 原因分析
1) 底部局部礫岩過硬,超(chāo)過了 310 k N 的滾(gǔn)刀受力設計及100 k N 的刮刀受力設計(jì),直接造成其聯接螺栓過載。2) 由於軟硬不均,加上礫岩厚薄變化,貫入度在(zài)一定範圍內忽高忽低而不好控製,最終造成聯接螺栓受力不均,在高(gāo)點時過載。3) 底部弱膠結地層中存在著較大的塊石或礫岩,外緣滾刀由於處於過渡(dù)圓弧處(chù)結構受力複雜,再加上刀盤上支撐滾刀刀筒的外轂被嚴重磨損,滾刀刀筒外圈(quān)密封不良且側向受力增大,間接地影響到了滾刀的受力(lì)甚至軌(guǐ)跡,最終傳遞到滾刀單側聯接螺栓上(shàng),從而帶動滾刀及其聯接螺栓受(shòu)力及力矩增加甚至超載。4) 聯(lián)接螺栓拆裝次數遠超 6 次,內在組織已存在一定程(chéng)度的疲勞變形。5) 聯(lián)接螺栓拉伸強度(dù)不足或抗(kàng)剪切強度不足,硬度(dù)與剛度兼容度不好。6) 刀筒使用高達 20 次左右,並且多次取斷絲,刀筒內的螺栓內絲存局部受傷甚至疲勞; 另外安裝順序不合理、安裝步驟簡化、緊固力矩不勻等。
4. 3 應對措施
1) 適度控製貫入度,並隨著地質變化適(shì)時(shí)而變。2) 將內層反作用力不足的滾刀及時更換為齒刀。3) 擇機高壓進倉(cāng),焊修刀盤上與滾刀刀筒相配合的圓轂。4) 凡是拆卸超過 6 次的聯接螺栓,無論變形與否一律更換新的。5) 盡量采購盾構機原裝螺栓或國產著(zhe)名螺栓,嚐試更換更高等(děng)級的,加強驗收,利用第三方檢測機構分批抽樣進行破(pò)壞性試驗並出具報告。6) 加強螺(luó)栓安裝控製———裝刀前用絲攻對刀(dāo)筒(tǒng)上(shàng)的內絲進(jìn)行順絲修正,用氣或水將清理下來的雜物( 鐵屑、泥土) 衝(chōng)掉,最後用柴油清孔; 為了彌補齧合輕度偏離,擬在螺栓螺母齧合絲扣端(duān)部呈 180°。滴上兩滴(dī)螺紋防鬆劑; 螺栓緊固嚴格按自內而外、對角擰緊的原則; 緊固力矩嚴格按規定的(de)三步驟(zhòu)進行; 為了消除緊固(gù)力矩不均(jun1)勻(yún),采用風炮預(yù)緊、液壓扳手複緊的精準方式; 受傷較嚴(yán)重的母(mǔ)牙考慮攻絲擴孔,甚至考慮刀(dāo)箱報廢換新(xīn)。
5 、改進效果
在分析常壓可更換刀具( 滾刀(dāo)、刮刀) 損壞、刀筒( 滾刀、刮刀)損壞、聯接螺栓(shuān)損壞原(yuán)因的基礎上,對盾構機存在的刮刀磨損或偏磨、滾(gǔn)刀崩裂或平磨、滾刀刀筒磨損、軟土刀外刀筒開裂、刮刀(dāo)聯接螺栓變形、滾刀螺栓斷裂等典型問題進行了(le)有針對性的(de)處理措施,取得了顯著的(de)改進效果: 在地質幾乎沒有變化的條件下,改進(jìn)後,刀具、刀筒及聯(lián)接螺栓有效使用(yòng)壽(shòu)命成倍提高,刀具(jù)、刀筒、聯接螺栓更換次數大大降低,盾構日掘進量也由 2 環 ~ 3 環提高至 4 環 ~ 5 環,提高了工作效率,追趕了工期,節約了盾構耗材成本,最為重要地降低了盾構施工的江底風險。
6 結語
本文通過(guò)對(duì)武漢軌道(dào)交通 8 號線越江隧道盾構機在(zài)複合地層經曆(lì)的刀具(jù)、刀筒及其聯接螺栓損壞(huài)的大量案例(lì),由表及裏深入淺出的剖析,較詳(xiáng)盡(jìn)地闡述了從(cóng)現象到檢(jiǎn)查過程再到原因分析直至處理措施的全過程覆蓋,是一份不可多得的同類地質掘進可參考的(de)作業指導手冊,必將發揮出其更大的經濟效益及社會效益。
投稿箱:
如果您有機床行業、企業相(xiàng)關新聞稿件發表,或進行資訊(xùn)合作,歡迎聯係本網編輯部, 郵箱:skjcsc@vip.sina.com
如果您有機床行業、企業相(xiàng)關新聞稿件發表,或進行資訊(xùn)合作,歡迎聯係本網編輯部, 郵箱:skjcsc@vip.sina.com
更多相關信息

業(yè)界視點
| 更多
牌調查")
行業數據
| 更多
- 2024年11月 金屬切削機(jī)床(chuáng)產量數據
- 2024年11月 分地區金屬切削機床產量數據
- 2024年(nián)11月 軸承出口情況
- 2024年11月 基本型乘用車(轎車)產量數據
- 2024年11月 新能源(yuán)汽車產量數據
- 2024年11月(yuè) 新(xīn)能源汽車銷量情況
- 2024年(nián)10月 新能(néng)源汽車產量數據
- 2024年10月 軸承出(chū)口情況
- 2024年10月 分地(dì)區金屬切削機床產量數據
- 2024年10月 金屬切削機床產量數據
- 2024年9月 新能源汽車銷量情(qíng)況(kuàng)
- 2024年8月 新(xīn)能源汽車產量(liàng)數據
- 2028年8月(yuè) 基本型乘用車(轎車)產量數據
博文選萃
| 更多
- 機械加工過程圖示
- 判斷一台加工中心精度的幾種辦法
- 中(zhōng)走絲線(xiàn)切割機床的發展趨勢
- 國產數控係統(tǒng)和(hé)數控機床何去(qù)何從?
- 中國(guó)的技術工(gōng)人(rén)都去(qù)哪裏了?
- 機械老(lǎo)板做了十多(duō)年,為何還是小作坊?
- 機械行業最新自(zì)殺性營銷,害人害己!不倒(dǎo)閉才
- 製造(zào)業大逃亡
- 智能時代(dài),少談點(diǎn)智造(zào),多(duō)談點(diǎn)製造
- 現實麵前,國人沉默(mò)。製造業(yè)的騰飛,要從機床
- 一文搞懂數控車床加工刀(dāo)具補償功能
- 車床鑽孔攻螺紋加(jiā)工方法及工(gōng)裝設計
- 傳統鑽削與螺旋銑孔加工工藝(yì)的區(qū)別