


汽車發動機製造行(háng)業刀具自主設計製(zhì)造的技術應用
2019-8-7 來源: 上汽通用東嶽動力總成有限公(gōng)司工廠技術支 作者:黨戰國,張秀磊,張敏坤(kūn)
摘 要:隨著國內外發動機製造及機加(jiā)工行業的發展(zhǎn),硬質合金類刀具應用日趨廣泛,行業內主要分銑刀類、鑽頭類、鉸刀類、絲錐類,如圖 1。主要用於銑麵、鑽孔、鉸孔、攻(gōng)絲最終製(zhì)造出合格產品,以滿足客戶需要。目前在國(guó)內外發動(dòng)機製造行業內,硬質合金類刀具依舊是從刀(dāo)具專業製造廠家選購(gòu),即(jí)使(shǐ)具備修磨設備,因技術保(bǎo)密及能力限製無法實現刀具自主設(shè)計製造,所以發動機(jī)製造廠家如果能夠具備刀具自主設計製(zhì)造能力,將在行業內是一個新突破。
關鍵詞:硬質合金;刀具;自主設計製造
1 、項目簡介
上汽通用東嶽動力總成有(yǒu)限公司在(zài)行業內創領(lǐng)了刀具自(zì)主設計製造業務並已穩定應用於工廠使用,實現刀具優化的深度突破(pò)降本。
針對 SGM-DYPT 硬(yìng)質合金刀具自(zì)主設計製造項目的推廣(guǎng)應用,刀具團(tuán)隊不斷進行技術總結,並將整理成冊用於公司自主產權並(bìng)計劃申請專利進行技(jì)術(shù)保護及推廣應用。
2、關鍵(jiàn)技術
硬(yìng)質(zhì)合金類刀具自主設計製造項目的關(guān)鍵技術(shù),重點分以下幾個方麵:
2.1 項目攻關難(nán)點
(1)核心參(cān)數選型
刀具製造核心參數廠家保密(mì),刀具自製(zhì)需掌(zhǎng)握(wò)全工序的所有參數選型能力。

圖 1 常用硬質合金刀具
(2)修磨設備產能緊張
刀(dāo)具修磨業務(wù)產能緊張,在(zài)線自製程序研究、調試、試製需占用很大設備產能。
2.2 製造工藝規(guī)劃
2.2.1 國內大型刀具製造廠家(jiā)製造工藝(yì)
傳統的刀具製造工藝大多從原材(cái)料鎢粉開始,經過原材料微(wēi)量元素(sù)的配比混料,然(rán)後(hòu)烘幹高溫高壓成型成為毛坯棒料(liào),然後再根(gēn)據刀具加工材質及工況,選擇(zé)不同的(de)加工工藝
進行粗磨。最終實現刀具製造成品交付最終客戶使用。全(quán)周期工藝流程(chéng)如圖 2:

圖 2 傳統刀具(jù)製造工藝
2.3 大多數(shù)刀具製造廠家製造工(gōng)藝規劃
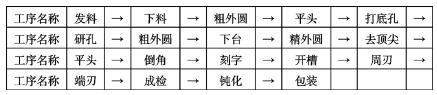
目前大多數(shù)刀具製(zhì)造廠家直接外(wài)購毛坯棒料進行製作刀具。鑽頭、銑刀類生產工藝流程如表 1:
表 1 鑽頭銑刀類傳統製造工藝流(liú)程

鉸刀生(shēng)產工藝流程(chéng)如表 2:
表 2 傳統鉸刀製造工藝流程
絲(sī)錐生產工藝(yì)流程如表 3:
表 3 傳(chuán)統絲錐製造工藝流程
2.4 上汽通用東嶽動力總成工藝規劃
從 2014 年開始,上汽(qì)通用東嶽動力總成開始研究刀具自主設計製造。
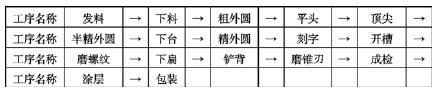
基於刀具團隊具備刀具(jù)自主修複經(jīng)驗,結合公司修磨設備及技術能力,為快速推進刀具自主設計製造業務。刀(dāo)具團隊進行(háng)了製造工藝精簡如圖 3,並針對刀具進行了結構設(shè)計
優化降本,在滿足生產需求的(de)情況下大幅降低製造周期及成本。
圖 3 精簡工藝流程
3、 模擬設計軟件應用(yòng)
刀具製作工藝選(xuǎn)定後針對刀具參數的設計運用的大量的模擬仿真及模擬製造軟件,提前規避風險,提高成功率。 刀具設計初期使用(yòng) WALTER 磨床模擬軟件如圖 4、Third wave 切削仿真軟件如圖 5,降低刀具在線試(shì)製及試切成本。

圖 4 WALTER 模擬(nǐ)製造軟件
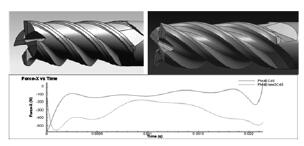
圖(tú) 5 THIRD WAVE 切削仿真(zhēn)軟件
4 、製造關鍵參數選擇
核(hé)心製造參數選型:經過查閱資料及交流總結(jié),辨識出刀具 30 種以上製(zhì)造參數,重點如圖 6:

圖 6 重點刀具製造參數
5、棒料的選擇方案對比
表 4 棒料方案選(xuǎn)型案例

棒料選材:結合加工材料及刀具棒料規格對比(bǐ)國內外多家棒料樣本,作各種方案對(duì)比,舉例如表 4。
6、工藝(yì)參數的選擇
針對關鍵參數製定各(gè)種不(bú)同方案對比驗證,舉例(lì)如(rú)表 5:
表 5 刀具設計參數選型方案案例

7 、上線加工驗(yàn)證

圖 7 刀(dāo)具前刀麵磨損寬度對比

圖 8 刀具後刀麵磨損寬度對比(bǐ)
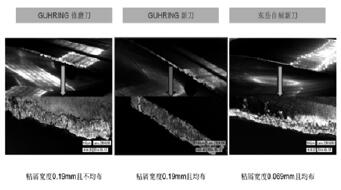
圖 9 刀具後(hòu)刀麵粘屑寬度(dù)對比
刀(dāo)具試製並切削驗證(zhèng):488001 為試(shì)點刀具(jù)進行刀具試製,按(àn)照相同刀具壽命前刀麵磨損如圖 7、後刀麵磨損如圖 8及粘屑情(qíng)況如圖 9,經多輪方案(àn)反複試製及試切驗證,最終判定刀具(jù)設計製造質量表現。
8 、製造參數總結
經(jīng)自製驗證每款刀(dāo)具總(zǒng)結(jié)出合理參數,以 488025 銑刀為例最終參數選型如表 6:
表 6 刀具設計參(cān)數選型定點

9 、影(yǐng)響性及效益水(shuǐ)平
9.1 銑(xǐ)刀(dāo)柄部側冷方案已推廣至所有(yǒu)生產線,可推(tuī)廣(guǎng)至其他基(jī)地。
9.2 新刀自製業務使(shǐ)刀具團隊修磨人員技能大幅(fú)提升。
9.3 2015 年新刀自製業務累計降本 103 萬;2016 年自製業務累計降本 165 萬;2017 年截至到 8 月份自製(zhì)業務降本 143 萬。
10 、結語
作為(wéi)汽車發動機製造行業,刀具自(zì)主設計製造項目將不僅在刀具成本降低上釋放效益,針(zhēn)對刀具團(tuán)隊技能水平及整體業務核心競(jìng)爭力將同(tóng)樣受益匪淺,項目影響性及收益將伴隨上汽通用東嶽動力總(zǒng)成有限公司刀具業務的繼續拓展不斷釋放,不斷為公司釋放效益。
投稿箱:
如果您有機床行業、企業相關新聞稿件發表,或進行資訊合作,歡迎聯係本網(wǎng)編輯部, 郵箱(xiāng):skjcsc@vip.sina.com
如果您有機床行業、企業相關新聞稿件發表,或進行資訊合作,歡迎聯係本網(wǎng)編輯部, 郵箱(xiāng):skjcsc@vip.sina.com
更多相關信息

業界視點
| 更多(duō)

行業數據
| 更多
- 2024年11月 金屬切削機床產量數據
- 2024年11月 分地(dì)區金屬(shǔ)切削機(jī)床產量數據
- 2024年11月 軸承出口情況
- 2024年11月 基本型乘用車(轎車)產量數據
- 2024年11月 新能源汽車產量數據
- 2024年(nián)11月 新能源汽車銷量情(qíng)況
- 2024年10月 新能源汽(qì)車產量(liàng)數據
- 2024年10月 軸(zhóu)承出口情(qíng)況(kuàng)
- 2024年10月 分地區金屬切削機床產量數據
- 2024年10月(yuè) 金(jīn)屬切削機床產量數據
- 2024年9月(yuè) 新能源汽車(chē)銷量情況
- 2024年8月 新能源汽車產量數據
- 2028年(nián)8月 基本(běn)型乘用車(轎車)產量數據(jù)
博文選萃
- 機械加工過程(chéng)圖示
- 判斷一(yī)台加工中心精度的幾(jǐ)種(zhǒng)辦(bàn)法
- 中走絲線(xiàn)切(qiē)割機床(chuáng)的發展趨(qū)勢
- 國產數控係統和數控機床何去(qù)何從?
- 中國的技術工人都去(qù)哪裏了?
- 機械老板做(zuò)了十多年,為(wéi)何還(hái)是小作坊?
- 機(jī)械行業最新(xīn)自殺性營銷,害(hài)人害己(jǐ)!不倒閉才
- 製造業大逃亡
- 智能時代,少談點智造,多談點製造
- 現實麵(miàn)前,國人沉默。製造業的騰飛,要(yào)從機床
- 一文(wén)搞懂數控車(chē)床加工刀具(jù)補償功能
- 車床鑽孔攻螺紋加工方法(fǎ)及工裝設計
- 傳統鑽削與螺旋銑孔加工工藝的區別(bié)