


高速(sù)重載列車車輪加工刀具材料的研發
2019-7-18 來(lái)源:成都工(gōng)具研究所有限公司 作者:朱國麗(lì),張平,彭前飛,劉芸
摘要: 采用掃描電鏡、光學金(jīn)相顯微鏡、洛氏硬度計、鈷磁檢測儀、矯頑磁力檢測儀(yí)和抗彎強度(dù)檢測儀等方法,對比研究了 3 種國外進口輪轂刀的基體和塗層,並根據分(fèn)析結果自主研發出了針對車輪加(jiā)工的材質 Z263 和塗層19H。
研究結(jié)果表明: 三種國外進口輪轂刀的基體都屬於低鈷合金,並含有 Ta 和(hé) Nb,硬度 HRA
均大於 91. 5; 基體是表麵富鈷(gǔ)的梯度合金,塗層均為 CVD 多(duō)層複合(hé)塗層。采用自(zì)主開發的(de)低鈷細晶合金(jīn) Z263 搭配 19H 塗層生產的32 輪轂刀,現場試用壽命達到國外進口刀片水平。
關鍵詞: 列車車輪; 硬質合金; 刀具; 低鈷合(hé)金; CVD 塗層
1 、引(yǐn)言
車輪作為影響列車運行安全性、穩定性(xìng)的關鍵部(bù)件(jiàn)之一,隨著列車(chē)運行(háng)速度和載重的(de)不斷提升,在行駛時有(yǒu)可能會出現各種影響安全性(xìng)的問題(tí)。客(kè)運高速列車車輪在高(gāo)速運(yùn)動條(tiáo)件下受到速度效應和製動方式的(de)製約,其(qí)受力狀態發生了(le)很(hěn)大變化,從而對強韌性(xìng)、耐(nài)磨(mó)性、抗熱裂性、抗疲勞性、抗剝離性提出了(le)更高(gāo)的要求(qiú); 貨運重載列車由於輪軌接觸應力的增加,車輪製動熱負荷(hé)上(shàng)升,引起車輪剝離失效,在運用中最突出的問題是(shì)車輪踏麵剝(bāo)離(lí)嚴重。
因(yīn)此,對車輪材料來說,既要求高強度、高硬度和耐磨(mó)性能(néng),又要求高(gāo)的韌性和耐熱性等多種(zhǒng)性能(néng)的(de)組合。
目前降低(dī)碳含量並結合微合金化是國內高速車(chē)輪(lún)用鋼發展的主要趨勢。在數控機床中,列(liè)車車輪需要在高切速(sù)、大用量和幹式( 或濕式) 切削的苛刻條件下進行粗(cū)、精切削加工,這對加工刀具提(tí)出了更為嚴格的要求。刀具必須是具有高強度、高耐磨(mó)性、高紅硬性(xìng)、高壽命的塗層硬質合金刀具。
本文以加工(gōng)高速、重載列車車輪用刀具為載體,結合進口先進輪轂刀的分析結(jié)果,從刀具材質及製備工藝、刀具塗(tú)層及工藝等技術入(rù)手,通過進一步技術創新,開發出適合於高速切削、重力(lì)切削條(tiáo)件下的高速、重載列車車輪加工刀具,以實現國產化,替代同類進口刀具產品。
2 、試驗過程(chéng)
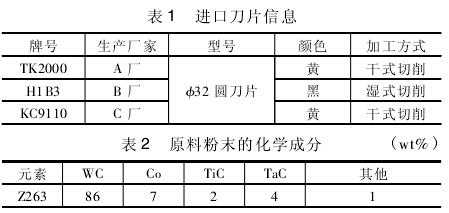
( 1) 試(shì)樣製備如表 1 所示,對進(jìn)口輪轂刀片的基體、塗層和結構進行分(fèn)析研究。根據進(jìn)口刀片的分析結果,研(yán)發出相應的基體和塗(tú)層牌號。按照表 2 中的成分將原(yuán)料進行混合,在 45k N 的壓力下(xià)壓製 1 組試樣。采用低 壓 燒 結(jié),在 350℃ 下(xià) 脫 蠟 1h,然 後 加(jiā) 熱(rè) 到1425℃ ,真空燒結 0. 5h,再快速充入 氬氣,加壓(yā)燒結(jié) 0. 5h,最後冷卻至常溫,製得試樣 Z263。
( 2) 檢測方法試(shì)樣燒結後,試樣條( 10 根) 經金剛石砂輪磨削(xuē)至 30mm × 5mm × 5mm。 采 用 三(sān) 點 彎 曲 法 在RGM100 液壓式萬能試(shì)驗機上測量抗彎強度,跨(kuà)距20mm,各測定 10 個試樣,去(qù)掉最高值及最低(dī)值(zhí)後取算術平均值; 在 THR - 150DXC 型數字洛(luò)氏硬度計上測(cè)量洛氏硬度,一(yī)個試樣測 5 點,取算術平均值;用 OLYMPUS DP71 光學顯微鏡評價燒結體的孔隙度和顯微組織; 用 VEGA3 SEM 掃描電鏡觀察合金基體顯微組織和塗(tú)層形(xíng)貌(mào); 直接用(yòng)分析天平測量並計算合金密度; 用鈷(gǔ)磁(cí)檢測儀、矯頑磁力檢測儀分別測量合金的磁飽和值和矯頑磁(cí)力。
3 、試(shì)驗結果與分析
3. 1 進口(kǒu)輪轂刀片牌號的分析結果(guǒ)
表 3 為進(jìn)口刀片基體的主要性能參數(shù)。由表中的分析結果可知,三種進口刀片合金的 Co 含量都低於6% ,屬於低鈷合金,硬度 HRA 均大於 91. 5,從平(píng)均晶粒度可以推斷,三(sān)種合金基體均屬於細晶硬質合金。
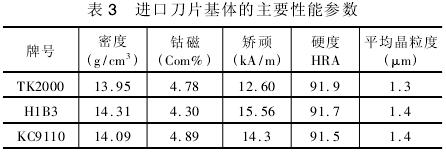
表 4 列出了(le)三種進口刀片基體的 EDS 分析結果( 因 不能測試碳含量,所以該數據(jù)是經過換算的金屬碳化(huà)物成分) 。從表中可以看出,在三種進口刀片基(jī)體中除硬質相 WC 和粘接相 Co 外,還有不同含量的(de) Ti C、Ta C 和 Nb C,其中 KC9110 中含(hán)有少量的 Cr。在(zài)合金中,Ta C 或(huò) Nb C 的(de)主要作用是提高合金的高溫(wēn)硬度與強度,同時還可(kě)以提高合金的常溫硬度、抗氧化能(néng)力、抗月牙窪磨損和抗後刀麵磨損能力。
此外,Ta C 還可提高 WC - Ti C - Co 類合(hé)金的抗彎強度與衝(chōng)擊韌性,增加刀刃強度,提高刀刃抗碎(suì)裂和(hé)抗(kàng)破損能力。這樣(yàng)的基體(tǐ)成分是為了適應列車車輪加工時高切速、大用量和幹式( 或濕式)切削的苛刻條件。
圖 1 為三種進口刀片的基體(tǐ)斷口 SEM 照片。由圖可知,三種進口刀片基(jī)體(tǐ)都是由三相組成: α 相(xiàng)( WC) 、Co 相和 γ 相( 固溶體) 。其中,α 相為多角形黑灰色組織; Co 相是圍繞在(zài) WC 晶粒周圍的白色組織; γ 相是近似圓形的晶(jīng)粒。三相分布均勻、組織致密。
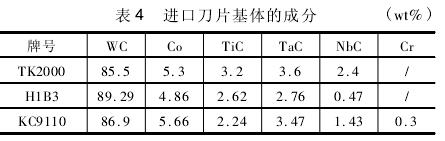
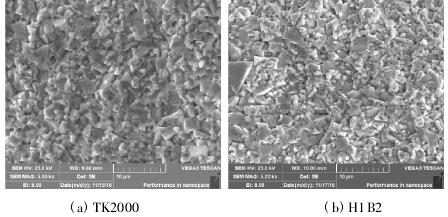
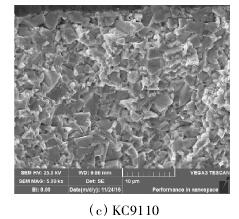
圖 1 三種進口刀片的基體斷口 SEM 照片
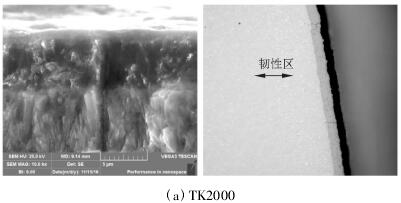
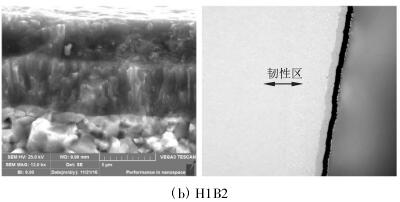
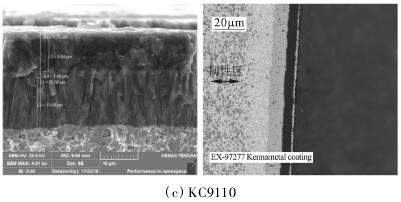
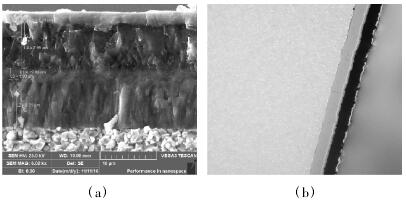
圖 2 三種進口刀片的塗層斷口 SEM 和金相照片(piàn)( 1500 × )
圖 2 為三種進口刀片的塗層斷口 SEM 照片。由圖可知,三種(zhǒng)進口刀片塗層(céng)均為多層複合塗層。TK2000 塗層分為 3 層(céng),塗層總厚度約為 13μm,主要(yào)結構是基體 - Ti CN-Al2O3-Ti N,其中 7μm 厚的 Ti CN是細(xì)密的柱狀晶形,具有很好的耐磨(mó)性能,而 Al2O3層厚度約 5μm,具有很好的(de)抗高溫性能,保障高速幹切削時刀片基體抗(kàng)塑性變形能力。由圖 2a 的金相結構可以看出,TK2000 基體表麵形成(chéng)缺立方相碳化物和碳(tàn)氮化物的韌性(xìng)區域,即表麵為富鈷的 WC + Co 薄層,厚度約 25μm。這樣的結(jié)構一方麵可以阻止表麵裂紋的擴展(zhǎn); 另一方麵能滿足基體抗變形性能的要求,有效地提高了刀具材(cái)料(liào)的使(shǐ)用壽命。
由圖(tú) 2b 可知,H1B2 塗層為 2 層,塗層總厚度約9μm,主要結構是基體 - Ti CN-Al2O3,其中 Ti CN 約4μm,Al2O3約 5μm。從金相圖可以看出,H1B2 基體表麵也有韌性區域,厚(hòu)度約 15μm。由圖 2c 可知,KC9110 塗層為 4 層,塗層總厚度約(yuē) 25μm,主要結構(gòu)是基(jī)體 - Ti CN-Ti N-Al2O3-Ti N,其中 Ti CN 約 14μm,Al2O3約 10μm。
從金相圖可以看出,KC9110 基體表麵也有韌性區域,厚度約 20μm。
3. 2 基體牌號和塗層(céng)的研發
根據表 3 中進口輪(lún)轂刀牌號基體性能(néng)的分析結(jié)果,以低鈷、細晶為研究方向,自主研(yán)發了硬質合金牌號(hào) Z263,其性能如表(biǎo) 5 所(suǒ)示,其中鈷磁為 6. 35,硬度 91. 5HRA,平均晶粒度 1. 3μm。

圖 3 是自主研發的基體牌號 Z263 的斷口 SEM照片(piàn)。由圖可知,其(qí)晶粒較(jiào)細,三相組織均勻,沒有異常長大的晶粒和缺陷。
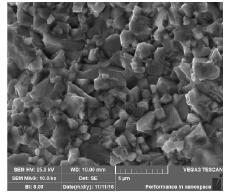
圖 3 Z263 基體斷(duàn)口(kǒu) SEM 照片
圖 4 為 19H 塗層斷口 SEM 圖,為多層複合加厚CVD 塗層,共 5 層塗層,由內往外分別是 Ti N-Ti CN-Ti N-Al2O3-Ti N。總厚度 20μm,其中 Al2O3約 8μm。
圖(tú)4 19H 塗層斷口 SEM 和金相照片( 1500 × )
3. 3 現場使(shǐ)用結果
采用自主(zhǔ)研發的輪轂刀專用基體(tǐ) Z263 製備出型號為 RCMX320900 的(de)輪轂刀片,並在車輪廠進行現場試用,幹式切削加工材質為 CL60 的高速車輪內、外輻板。
加工參數: 切(qiē)削速度 v = 100m/min,進給量 f =1 - 1. 5mm,切削深度 ap= 5 - 8mm。搭配高性能超厚CVD 塗層 19,加工壽命為 41 件,現場用國外(wài)進口塗層刀片的壽(shòu)命為 30 件,可見 Z263 + 19 塗層(céng)的 RC-MX320900 輪轂(gū)刀(dāo)的壽命達到(dào)國外進口刀片水(shuǐ)平。
4 、結語(yǔ)
三種國(guó)外進口輪轂刀的基體 TK2000、H1B3 和KC9110 屬於低鈷合金,硬(yìng)度 HRA 大於 91. 5,基體(tǐ)中都含有(yǒu) Ta 和 Nb,同時基(jī)體都是表麵富鈷的梯度合金,塗層為 CVD 多層(céng)複合塗層。
自(zì)主研發的低鈷細晶合金 Z263,組織均勻,性能優良; 19H 塗層為加厚 CVD 多層複(fù)合塗層(céng),總厚度達到 20μm,其中(zhōng) Al2O3約為 8μm。Z263 搭 配19H 塗層生(shēng)產的32 輪(lún)轂刀,現場試用壽命達到國外進口刀片的水(shuǐ)平。
投稿箱:
如果您有機床行業、企業相關新聞稿(gǎo)件發表,或進行資訊合作,歡迎聯(lián)係本網編輯部, 郵箱:skjcsc@vip.sina.com
如果您有機床行業、企業相關新聞稿(gǎo)件發表,或進行資訊合作,歡迎聯(lián)係本網編輯部, 郵箱:skjcsc@vip.sina.com
更多相關信(xìn)息

業界視點
| 更多(duō)

行業數據(jù)
| 更多
- 2024年(nián)11月 金屬切削機床(chuáng)產量數據
- 2024年11月 分地區金屬(shǔ)切削機床產量(liàng)數據
- 2024年11月 軸承出口情況
- 2024年11月 基本型乘用(yòng)車(轎車)產量數據
- 2024年11月 新能源汽車產量數(shù)據
- 2024年11月 新能源汽(qì)車銷量(liàng)情況
- 2024年10月 新能源汽(qì)車產量數據
- 2024年10月(yuè) 軸承出口情(qíng)況(kuàng)
- 2024年10月 分地區金屬切削機床產量數據
- 2024年10月(yuè) 金(jīn)屬切削機床產量數據
- 2024年9月 新能源汽車銷量情況
- 2024年8月 新能源(yuán)汽車產量數據(jù)
- 2028年(nián)8月 基本型乘用車(轎車)產量數據
博文選萃
| 更多
- 機(jī)械加工過程圖示
- 判斷(duàn)一台加工中(zhōng)心精度(dù)的幾(jǐ)種(zhǒng)辦法
- 中走絲線切割機(jī)床的發展(zhǎn)趨勢(shì)
- 國產數(shù)控係統和數控機床何去何從?
- 中國的(de)技術工人都去(qù)哪裏了?
- 機械老板做了(le)十多年,為(wéi)何還(hái)是小(xiǎo)作坊?
- 機械(xiè)行業最新自殺性營銷,害人害己(jǐ)!不倒閉才
- 製造業(yè)大逃亡
- 智能(néng)時(shí)代,少談點智(zhì)造,多談點製造
- 現實麵前,國人沉默(mò)。製造業的騰飛(fēi),要從(cóng)機床
- 一文搞(gǎo)懂數控車床加工刀具補償功能
- 車床鑽孔攻螺紋加工方法及工裝設計
- 傳統(tǒng)鑽削與螺旋銑孔加工(gōng)工藝的(de)區別