


更(gèng)高性價比的渦輪增(zēng)壓器殼(ké)體加工解決方案
2019-1-8 來(lái)源:澳克泰 作(zuò)者:-
媲美一線(xiàn)歐美品牌刀具性(xìng)能 澳(ào)克泰重磅推出全新麵銑(xǐ)刀產品
伴隨著汽車保有量(liàng)的(de)持續增長和(hé)環境(jìng)問題的(de)日益突出,世界各國在發展汽車(chē)工業的(de)同時(shí),亦形成(chéng)了降低燃油消耗、減少溫室氣體排放的共識。各大汽車製造廠商們也是紛紛響應,積極開發研究“節能減(jiǎn)排”技術,在這其中,渦輪增壓技術被普遍認(rèn)為是更經濟(jì)有效的技術。如今,渦輪增壓技術已是柴油發動機必備之術,汽油發動機也正在逐步轉換,以滿足功率(lǜ)以及環保方麵的要求。據相關數據表明,2009至2016年,全球(qiú)車用渦輪增(zēng)壓器(qì)銷量從(cóng)1,700萬台增長至3,800萬台,年均複合增長率達12.18%,到2021年這一數字預計將增長到5,200萬台。
巨大的市場空間也帶來了(le)對工件質量、加(jiā)工技術的嚴格(gé)要求(qiú)以及因激烈市場競(jìng)爭(zhēng)而帶來的(de)提效降本的巨大壓力。在加工中,渦輪增壓器零部件,尤其是殼體,是影響其品質和加工成本的重要因素(sù)。渦輪(lún)增壓器的渦輪殼必須能在850攝氏度至1,300攝氏度以上(華氏1,562至(zhì)2,372度)的溫度範圍內正常工作。在(zài)這種極端高溫下(xià)運行,必須選用耐高溫合金材料,如(rú)1.4826,1.4837,1.4848和1.4849等典型的耐熱合金材料。耐高溫合金材料雖然極大地提升了渦輪增壓器的性(xìng)能和品質,但其硬(yìng)度高、韌性好、難切削的(de)特性卻也給刀具產品帶來了嚴峻的挑戰,再加上渦輪殼本身的零件外形極其不規則,剛性和裝夾穩定性差,導致刀具壽命非常低。如何選擇優質的(de)刀具產品,降低加(jiā)工成本,保(bǎo)障加工質量的穩定(dìng)性(xìng),成了各家渦輪增壓器製造商及汽車企業關注的(de)重點。
年輕而(ér)又奮進的(de)澳克泰,及時捕捉(zhuō)市場信息及客戶(hù)需求,依(yī)托自身作(zuò)為章源(yuán)鎢業(yè)子公司,擁有從采(cǎi)選、冶煉、製粉到硬質合金工具(jù)的完(wán)整產業鏈的優勢實力(lì),針對(duì)當前渦輪增壓器殼體材(cái)料加工難點對刀具產品的(de)要求,澳克泰采用(yòng)超強韌性的(de)基體提升刀(dāo)片的強(qiáng)度,並創新研究開發了納米微晶塗(tú)層技(jì)術(AlTiSiN)解決(jué)耐高溫的問題,重磅推出了雙麵(miàn)負型七邊型麵銑刀——AFM45-XN07/XN09係列產品。在渦輪增壓器領域加工高溫耐熱合金材(cái)料的粗銑工序上,經現(xiàn)場測試,XN07/XN09麵銑刀已經達到了(le)與歐美一線品牌同樣的加工效果及相同的使用壽命,並以大大優於國外高端品牌刀(dāo)具的性價比,贏得了客戶的廣泛好評及市場的熱切關注。
“渦輪增壓器殼體的加工是十分複雜且精密的,對於刀具的要求非常高,很多(duō)客戶一(yī)開始都偏向於國外品牌的刀具產品。但麵對激烈的市場競爭和提效降本的巨大壓力,居(jū)高不下(xià)的刀具成本使他們非常困擾,在抱著試一試的心態與我們展開了合(hé)作後,對XN07/XN09麵銑刀高效的銑(xǐ)削能力、優質的切削質量、穩定的加工(gōng)實力都感到格外驚喜,尤其是對它極佳的性價比優勢(shì)十(shí)分滿意。很多客戶更(gèng)是邀請我們參與(yǔ)到整體加工工序的優化及加工解決方案的製定中,進(jìn)一步幫助他們(men)提效降本,收獲更高的加工效益。”澳克泰銑削(xuē)產品經理(lǐ)邢勝華介紹說,“還有(yǒu)客戶在驚訝於我們(men)新產品(pǐn)在粗銑工序上強大的加工效(xiào)果之餘(yú),迫不及待地希望我們能幫助他們對精銑刀(dāo)盤也進行優(yōu)化降本。為此我們的研(yán)發部門又創新開發了3種精銑刀盤,分別(bié)應用於各種工況,以滿足客戶不同的需求。目前,對於渦(wō)輪增壓器殼體(tǐ)的加工,澳克泰已經能夠提(tí)供(gòng)從粗銑到精銑,覆蓋多種材料,應對不同工況的完整解決方案。”
創新(xīn)設計,極佳經濟性
AFM45-XN07/XN09麵銑刀的刀盤采用45°主偏角設(shè)計,最(zuì)佳受力平衡,使其(qí)具備了完美高效(xiào)的平麵銑削能力,粗、精(jīng)銑加工均能輕鬆勝任(rèn)。在精銑加工中,XN07/09兩種係列(liè)尺(chǐ)寸的刀片還都(dōu)提供了修光刃的選擇,結合使(shǐ)用能夠獲得(dé)極好的表麵加工(gōng)質(zhì)量。
除(chú)了高效的切削能(néng)力、優(yōu)質的表麵質量、國產品牌的價格優勢,XN07/XN09麵銑刀還以極具創新的設計將澳克泰高性價比、高通用性的競爭實力發揮的淋漓盡致。雙麵負型七邊形設計的刀片,可使用的有效切削刃數量達到14個,每個刃口的經濟性都可謂具有無可(kě)匹(pǐ)敵的競爭力。預硬的刀體材(cái)料及表麵鍍鎳工藝不僅體現了美觀,還可(kě)保護刀體(tǐ)避免生鏽,不會輕易被(bèi)切屑損傷,再加上(shàng)刀體帶冷卻孔的設計,最大程度的(de)延長了(le)刀體壽命,進一步提升(shēng)了(le)刀具產品的(de)經濟性。另外,XN07/XN09麵銑刀提供了6種刀片(piàn)牌號(AP301U, AP351U, AP401U,AP351K,AC301P, AC301K)和3款刀片槽型(-MM3,-MM4,-MR6)的豐富(fù)組(zǔ)合選擇,可以滿足幾乎(hū)所有工況和切(qiē)削需求的加工任務,有效降低加工成本,實現最佳刀具性價比。
自主(zhǔ)研發,優勢塗層技術
能夠保障(zhàng)渦輪增壓(yā)器殼體等零部件在高溫(wēn)嚴苛環境下(xià)正常(cháng)工(gōng)作的鑄鐵、耐(nài)熱合金鋼、等耐高溫材料,雖然(rán)性能優越、應用廣泛,但其強度高(gāo)、韌性好、加工(gōng)硬化現(xiàn)象嚴重等難加工(gōng)特(tè)性給切削刀具產品帶來了(le)極大的挑戰。除了創(chuàng)新改善刀具的設計,減小刀具切(qiē)削力外,刀具的塗層技術(shù)也是提升刀具加工效率(lǜ)、保證加工質量和延長刀具壽命的關鍵。
為緊跟形勢並對(duì)用戶最新需求做出及時反應,澳克泰一直致力於刀具塗層技術的研究開發。不僅成立了專門的塗層研發部門,還不(bú)斷(duàn)加強與國(guó)內外(wài)專業研究機構合作,如收(shōu)購在切削刀具試驗領域頗有成就的法國頂(dǐng)尖專業研究機構UF1公司,並持續引進國(guó)外先進的自動化塗層設備,不斷助力(lì)自身科研水平和技(jì)術能力(lì)的提升。此次全新麵銑刀XN07/XN09首次應用了納米微晶塗層技術(AlTiSiN),使得塗層之間結合力更強,集(jí)合了高韌性的合金基體,產品具有極(jí)高的(de)熱穩定性和耐磨性,在加工不鏽鋼及其高溫合金材(cái)料方麵具有極佳的效(xiào)果。高硬度和高抗氧化性的特點也最大程度地延長了刀具壽命,為用戶(hù)降(jiàng)低了生產成本。另外,為了滿(mǎn)足用戶對(duì)於精銑加工(gōng)提效降本的需求,澳克泰的的(de)研發團隊又開發出(chū)了耐熱性更佳、抗熱裂紋能力更強(qiáng)的(de)CVD塗層,應用(yòng)於全新的精銑刀具(jù),壽命較原來的AP401U牌號(hào)又提升了150%。
除了解決汽車渦輪增壓(yā)器殼體在不(bú)同工況及不同需求下的(de)加工任務,澳克泰的XN07/XN09麵(miàn)銑刀係列產品還可覆蓋鋼、不鏽鋼、鑄鐵、高溫合金等多種難加工(gōng)材料的(de)銑削工序,並完美應對發動機(jī)缸體、排氣歧管、轉向節、車橋等汽車典型零部件以(yǐ)及工程機械(xiè)行業和風電(diàn)行業部分工件的加工解決方案。“持續致力技術革新,不斷提(tí)高(gāo)自身實力,澳克泰全體員(yuán)工的努力旨為(wéi)用戶降本增效,提高其產品競爭(zhēng)能(néng)力!” 邢勝華堅定地說道。
圖(tú)片資料:
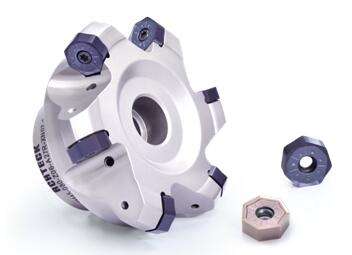
圖1:澳克泰(tài)重磅推出雙麵負(fù)型七邊型麵銑刀——AFM45-XN07/XN09係列產品。
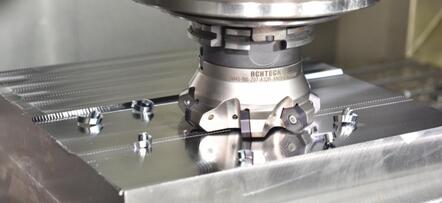
圖2:AFM45-XN07/XN09麵銑刀創新的設計和領(lǐng)先的塗層技術,使其具備了高效的平麵銑削能力和優秀的加工質量。

圖3:目前,對於(yú)渦輪增壓器殼體的(de)加工,澳克泰已經能夠提供從粗銑到精銑,覆蓋多種材料,應對不同工況的完整加工解決方案。
投稿箱:
如果您有(yǒu)機床行業、企業相關新聞稿件發表,或進行資訊合作,歡迎聯係本(běn)網編輯部, 郵箱:skjcsc@vip.sina.com
如果您有(yǒu)機床行業、企業相關新聞稿件發表,或進行資訊合作,歡迎聯係本(běn)網編輯部, 郵箱:skjcsc@vip.sina.com
更多相關(guān)信(xìn)息

業(yè)界視點
| 更多(duō)
牌調查")
行業數據
| 更多
- 2024年11月 金屬切削機床產量(liàng)數據
- 2024年11月 分地區金屬切削機床產量數(shù)據
- 2024年11月 軸承出口情況
- 2024年11月(yuè) 基本型乘(chéng)用車(轎車)產量數據
- 2024年11月 新能(néng)源汽車產量數據
- 2024年11月 新(xīn)能源汽車銷量情況
- 2024年10月 新能源汽車產量數據
- 2024年10月(yuè) 軸承出(chū)口情況
- 2024年10月 分地區金屬切削機(jī)床產量數據
- 2024年10月 金(jīn)屬切削機床產量數據(jù)
- 2024年9月 新(xīn)能源汽車銷量(liàng)情況
- 2024年8月(yuè) 新能(néng)源(yuán)汽車產量數據
- 2028年8月(yuè) 基本型乘用車(轎車)產量數據
博文選萃
| 更多
- 機械加工過(guò)程圖示
- 判斷一(yī)台加(jiā)工中心精度的幾種辦(bàn)法
- 中走絲線切割(gē)機床的發展趨勢
- 國產(chǎn)數控係統和數控(kòng)機床何去何從?
- 中(zhōng)國的技術工(gōng)人都去哪裏了?
- 機械老板做了十多(duō)年,為何還(hái)是小作坊(fāng)?
- 機(jī)械(xiè)行業最新自殺性營銷,害人害己!不(bú)倒閉才
- 製造業大逃亡
- 智能時代,少談點智造,多談點製(zhì)造
- 現實麵前(qián),國人沉默。製造業的騰飛,要從機床
- 一文(wén)搞懂(dǒng)數控車床加工刀具補償功能
- 車床鑽孔攻螺紋加工方法及工裝設(shè)計
- 傳統鑽(zuàn)削與螺(luó)旋銑(xǐ)孔加工工藝的區別