


鋸片切割圓弧的刀具補償算法
2018-5-22 來源:廈門大學、福建省高端裝備製造(zào)協同中心 作者: 陳(chén)永(yǒng)明 李睿敏 遊銀濤 劉 康 馮盛淼
摘要:在石材加工中,鋸片是最常用的切割工具。由(yóu)於鋸片切削點(刀位軌跡)相對於數控(kòng)係統的控製點(數控軌跡)存在偏置,為了實現(xiàn)機床(chuáng)的(de)正確加工,必須通過補(bǔ)償將(jiāng)指定的刀位軌跡(jì)轉換為相應的數控軌跡,進而完成數控加工編程。針(zhēn)對加(jiā)工圖元為(wéi)直線和圓弧時的多種工況進行(háng)詳盡研究,總結出相應的(de)偏置補償算法,並實際加(jiā)工驗證。加工結果表明,采用該算法編程加工的工件滿足預期的精度要求(qiú)。
關鍵詞:鋸片切割;偏置補償;圓弧;數控加工
在現代製造與加工(gōng)過程中,要(yào)使(shǐ)用各種不同的刀具對(duì)產(chǎn)品進行(háng)加工。由於刀(dāo)具的材質、形狀、種類的不同,加工時必須對刀具進行補償。石材加(jiā)工刀常用的具有鋸片、銑刀等。本文主要以鋸片為例,討論(lùn)石材加工時如(rú)何進行刀(dāo)具補(bǔ)償。
1、刀(dāo)具補償原理
數控(kòng)編程通常是(shì)以(yǐ)刀(dāo)具中心表示(shì)刀位點的位置,數控(kòng)加工通過控製刀位點的運動(dòng)軌跡完成刀具運動軌跡的(de)控(kòng)製。而用戶在操作(zuò)時,一般是根據零件輪廓(kuò)設置加工軌跡。由於(yú)刀具中心與實際加工(gōng)軌跡在位置上存在偏差,數控編程時(shí),刀(dāo)具中心必須往非加工方向進(jìn)行一定的偏置補償。本文(wén)中采取的刀具為鋸片,補(bǔ)償時,需要綜合考慮到刀具的半徑、厚度、加工軌跡形狀等(děng)因素。
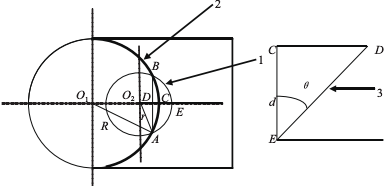
圖 1 所(suǒ)示多邊形 ABCE,加工其直線圖元 AB時,一旦 C 軸有 θ 角度的旋轉,其刀位(wèi)點軌(guǐ)跡 A1B1必然(rán)偏離其理論軌跡 AB。因此,為實現正確(què)加工,必須對控製點(diǎn)進行偏置補償,即把控製點從O1點修正到O點,相應的刀位點從A1點修正到A點。
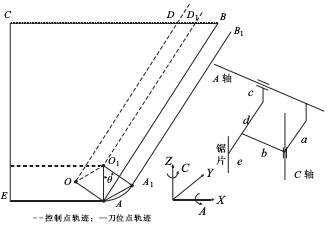
圖(tú)1 控製(zhì)點與刀位點軌跡(jì)圖
2、 加工圖元端點過切分析與預處理
2.1 圖元端點過切處理
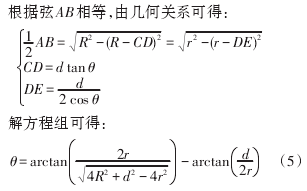
鋸片切割導致了當切削深度為 d 時,其切出的(de)軌跡(jì)從剖麵看是一段圓(yuán)弧(hú),從材料的表麵上看是一段與切削深度 d 有關的線段 BC,如圖 2 所示。由圖2中的幾何關係可得過切長度為:
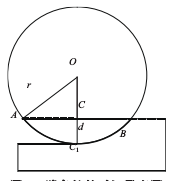
圖2 端點處的過切示意圖(tú)
所(suǒ)以需提(tí)前對圖元端點進行(háng)預處理。因為加工圖形涉及凹(āo)多邊形和凸多邊形,可采用(yòng)轉角法判斷一點是否在(zài)封閉(bì)圖形內部。具體流程圖如圖3所示。
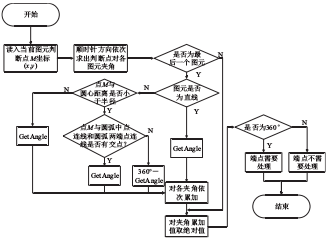
圖3 判斷直線端點是(shì)否需要保留加工餘量(liàng)的程序流程圖
2.2 端點的預處理
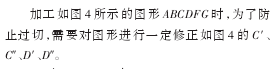
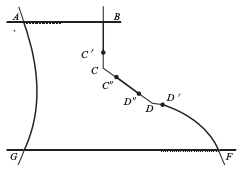
圖4 需要(yào)保留加工餘量的(de)端點修正圖(tú)

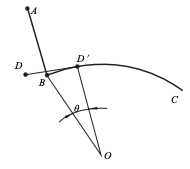
圖5 圓弧端點修正(zhèng)示意圖
3 、加工圖元為圓弧時(shí)的半徑(jìng)修正算法
3.1 凹弧和凸弧的定義(yì)
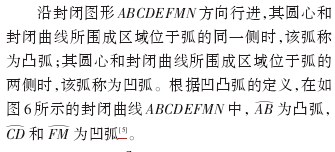
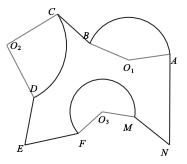
圖6 凸弧凹弧示意圖
3.2 加工圖元為凸弧時的半徑修正算法
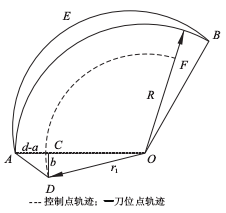
圖7 控製點與刀位點(diǎn)軌跡示意圖
圖 7 中,弧(hú) AB 為所加工圓弧(hú),其半徑為 R,O為其圓弧中心,OD 為其控製(zhì)點半徑,通過幾何關(guān)係可得到控製點的半徑r1:
3.3 加工圖元為凹(āo)弧時(shí)的偏置補償算法
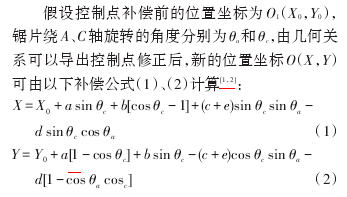
由(yóu)於鋸片會產生如圖 2 所(suǒ)示的過切現象,加工圓弧時會產生如圖8所示的過(guò)切(qiē)現象。所以在加工(gōng)如(rú)圖8所示的圖形時,可將鋸片繞A軸傾斜一定角度,使得切凹弧的切割麵仍是一個豎直麵。構建其(qí)數學模型如圖 9 所示,其中粗實線為所(suǒ)要加(jiā)工的圖形。
圖8 圓弧過切示意圖(tú)
圖(tú)9 A軸傾斜後(hòu)的數學模型
1.鋸片簡(jiǎn)略圖;2.加工的凹弧;
3.沿A軸方向(xiàng)鋸片旋轉θ角後(hòu)結構簡圖
在給定鋸片半(bàn)徑 r、加工凹弧半徑 R 和厚度 d後,可求出鋸片繞A軸旋轉的角度θ。鋸片繞A軸旋轉θ角度後,其刀位點將發生偏移如圖 10 所示。刀位點將從點 E 偏移到點 E',沿所(suǒ)加工圓弧(hú)半徑(jìng)方向的偏移距離為EH。通過幾何關係可得:
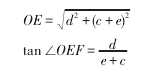
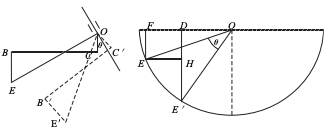
圖10 刀(dāo)位點偏移數學模型

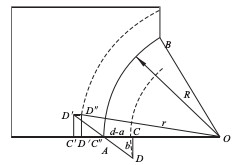
圖11 半徑修正數學模型
4 、實(shí)際加工結果
以所使用的(de)雙擺頭五軸機床為例,其鋸片(以鋸片背(bèi)部為基準)中心點安裝位置的偏置參數見表1。

表1 鋸片安裝偏置參數
把(bǎ)補償算(suàn)法應用於實際加工後,理論圖與實際加(jiā)工(gōng)圖對照如圖12a、12b所示,其誤差分析見表2。石材切板的精度要(yào)求為 1 mm,通過表 2 的誤差分析可得加工精度符合精度要求。
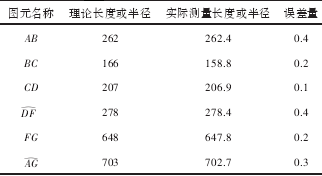
表2 理論值與測量值對照表
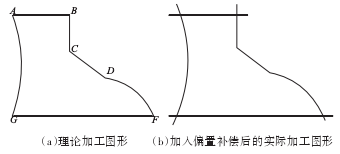
圖(tú)12 理論圖(tú)形與加入補償(cháng)後的實際加工圖形
5 、結束語
本文通過對鋸片安裝位置偏置補償的研(yán)究,算出了常見加工圖元直線和圓弧的偏置補償算法,能夠(gòu)成功的(de)應用於加工由直線和圓(yuán)弧組成的複雜輪廓圖形。
投稿箱(xiāng):
如果您有機床(chuáng)行業、企業相關(guān)新聞稿件發(fā)表,或進行資訊(xùn)合作,歡迎聯係本網編輯(jí)部(bù), 郵(yóu)箱:skjcsc@vip.sina.com
如果您有機床(chuáng)行業、企業相關(guān)新聞稿件發(fā)表,或進行資訊(xùn)合作,歡迎聯係本網編輯(jí)部(bù), 郵(yóu)箱:skjcsc@vip.sina.com
更多(duō)相關信息
")
業界視點
| 更多

行業數據
| 更多
- 2024年11月 金屬切(qiē)削機床產(chǎn)量(liàng)數據
- 2024年(nián)11月 分地區金屬切削機床產量數據
- 2024年11月 軸承出口情況
- 2024年11月(yuè) 基本型乘用車(chē)(轎車)產量數據
- 2024年11月 新能源汽車產量數據
- 2024年(nián)11月 新能源汽車銷量情(qíng)況
- 2024年10月 新能(néng)源汽車(chē)產量(liàng)數據
- 2024年10月 軸承(chéng)出口情況
- 2024年10月 分地區金屬切(qiē)削機床產量數據
- 2024年10月 金屬切削機床產量數據
- 2024年9月 新能源汽車銷量情況
- 2024年8月 新能源汽車產量數據(jù)
- 2028年8月 基本型(xíng)乘用車(轎車)產量數據
博文選萃
| 更多
- 機械(xiè)加工過(guò)程圖示
- 判斷一台加工中心精度的幾種辦法
- 中走絲線(xiàn)切割機床的發(fā)展趨勢
- 國產(chǎn)數控係統(tǒng)和數控機床何去(qù)何從?
- 中國的技術工人都去哪裏了?
- 機械老板做了十多年,為何(hé)還是小作坊?
- 機械行業最新自殺(shā)性營銷,害人害(hài)己!不倒閉才
- 製造(zào)業大逃亡(wáng)
- 智能時代,少談點智造(zào),多談點製造
- 現實麵(miàn)前(qián),國人沉默。製造業的騰(téng)飛,要從機床
- 一文搞懂數(shù)控車床加工刀具補償功能
- 車床鑽孔攻螺(luó)紋加工方法及工裝設計(jì)
- 傳統鑽削與螺(luó)旋銑孔加工工藝的區別