


基於伺服(fú)驅動的非標加工中心高(gāo)速刀庫(kù)係統及程(chéng)序開發
2018-3-19 來源:佛山職業技術學院 普拉迪數控科(kē)技 作者:李本紅 李歡(huān)
摘(zhāi)要:非標數控(kòng)加工中心對刀庫的要求重點在高速與高可靠性,論(lùn)述了加工中心直取式飛碟刀庫的設計機理及結構(gòu),設計了絕對(duì)式(shì)刀庫程序,優化了換刀(dāo)過程,並結合鋁(lǚ)材 3 軸加工中心(xīn)進行了實際使用。結果表明,程序可靠性與(yǔ)換刀(dāo)準確性都很高,達到了非標設備廠家的加工要求。
關鍵詞:非標;加(jiā)工中心;刀庫;係統和(hé)程序設(shè)計(jì)
針對國內製造業高精度、產品工業設計複雜(zá)程度的增加(jiā)以及非標製造設備行業的快速發展,對非標高速(sù)加工中心的需(xū)求越來越(yuè)多,快速性、可靠性等性能要求也越來越高。高速加工中心作為數控機床的核心,其高速、高效、高(gāo)精度等性(xìng)能,在(zài)高精度製造業設備(bèi)中占有不可替代(dài)的地位(wèi),國內許多非標數控機床廠的設計和開發能力具有國際水平或接近國際水平。
然而國(guó)內(nèi)許(xǔ)多非標設備製造企業(yè)在高速主軸與高速進給的前提下提出對高品質高速加工中心提出更高的(de)換(huàn)刀要求,佛山普拉迪數控科技(jì)有限公司與佛山職業技術學院經過共同開發非標高速換刀設備,已成功開(kāi)發高速飛碟式換刀程序和係統的設計。
本文采用台灣東元交流伺服驅動器和台安飛碟刀庫(kù)進行改裝高速非標主軸,並對係統進行(háng)了設計,對刀庫程序進行了開發。
1 、非(fēi)標刀庫係統(tǒng)簡介
PYA 係列高速(sù)加工中心,是自主開發研製的高速非標加工中心機床,主要針對鋁型材非標(biāo)加工,主(zhǔ)軸轉速 15 000 r/min,主軸額定扭矩 52 N·m,X 軸快速移動速度為 60 m/min,Y、Z 軸快速移動速度均為48 m/min,X、Y、Z 此 3 軸(zhóu)進給速度均為 36 m /s。
飛碟式刀庫的結構如(rú)圖(tú) 1 所示,它是由回轉體和分布其上麵的刀夾單元及(jí)伺服驅動電機等(děng)組成。通過 i= 1∶89 的擺線針輪(lún)減速機進行刀庫的(de)回轉驅動。刀庫伺(sì)服驅動器采用東元 JSDAP-30 交流伺服驅動器,配套伺服電機采用 JSMA-PSC08A7 (功率為0.75 k W,力矩為 2.39 N·m,轉速 3 000 r/min,額定電流 5 A,輸出電壓 0~230 V,編碼器規格為(wéi) 17BIT 絕對編碼器),刀庫采用(yòng)台安飛碟式 16 位刀庫,飛碟式刀庫采用液壓驅動進行直取式抓刀,伺服電機驅動進行到位(wèi)查詢,采用絕對式編碼器對(duì)刀(dāo)位進行檢測。
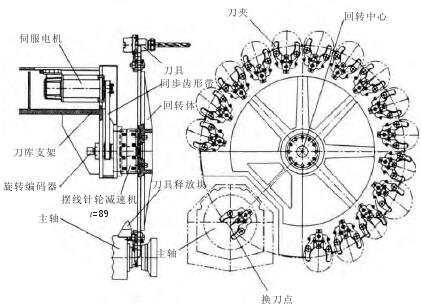
圖 1 刀庫結構示意
2 、係統控製設計
2.1 伺服驅動器(qì)參數設(shè)定
采用東元伺服驅動器進行刀庫係統設計,設定伺服驅動器為刀庫控製模(mó)式,伺服電機控製為有刹車(chē)模式,刹車采用 24 V 直流供電,伺服驅動器參數設定決定係統的工作模式,具體參數設定過程按(àn)照圖 2 參(cān)數設定過程(chéng)進行設定。其中加減速設定要求啟動和製動比較平滑,沒有過衝現象。
換(huàn)刀旋轉速度(dù)最大設定為 3 000 r/min,結合係統要求,PYA 係列加工中心的(de)換(huàn)刀速度設定為 1 500 r/min,刹車延遲和動作時間分別為 66.67 μs,刀庫數量為 16,刀盤減速比的設定(dìng)按照現場調試過程中的刀位定位情況進(jìn)行調整,本係統設定為 80。
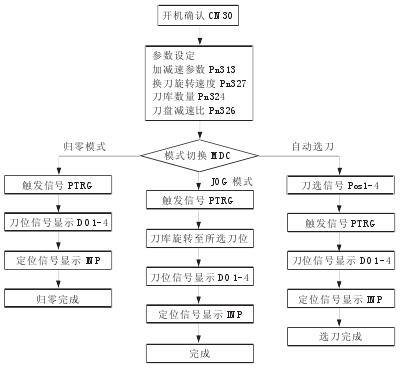
圖 2 參數設(shè)定
2.2 刀庫係統宏程(chéng)序設計
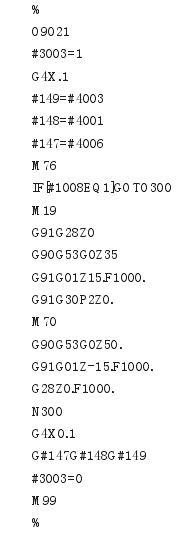
為避免在調用刀庫過(guò)程中(zhōng)出現調用混亂(luàn),同時絕對式飛碟刀庫退刀(dāo)采用機械(xiè)式退刀,退刀(dāo)偏心擠壓行程大(dà)約在 10 mm 左右,退刀速度分為兩種,擠壓(yā)退刀時采用低(dī)速,以免過大的機械衝擊造成設備的損壞,其換(huàn)刀宏程序程(chéng)序如下:
2.3 係統編程思想
非標快速刀庫程(chéng)序的 PMC 程序編寫(xiě)前提(tí)是必須了(le)解飛碟式刀庫的工作原(yuán)理和刀庫的動(dòng)作(zuò)過程,本程序按照 PYA 係列加工中心非標快速刀庫(kù)的要求進行編寫(xiě),不同的非標高速加工中心,刀庫不(bú)同,工作原理基本相似,PYA 係列高速加工中心機床具體換刀過程參考圖 3。
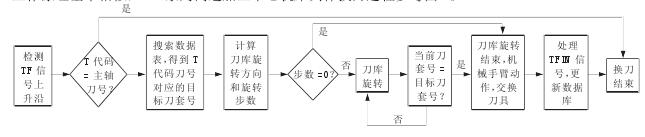
圖 3 飛(fēi)碟式(shì)快速刀庫換刀過程
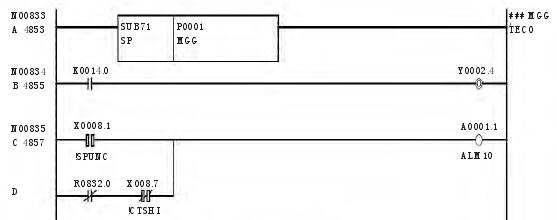
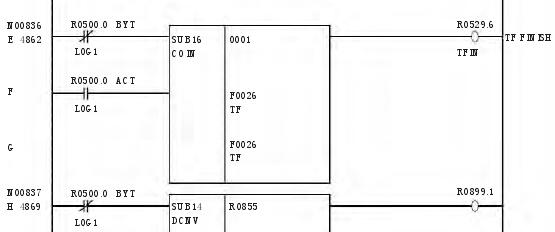
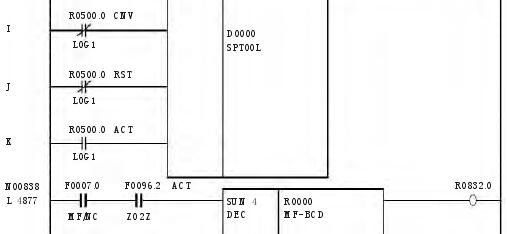
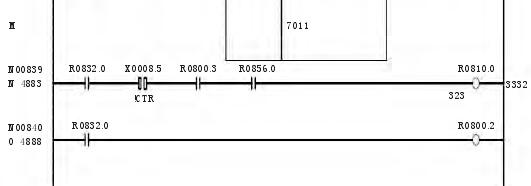
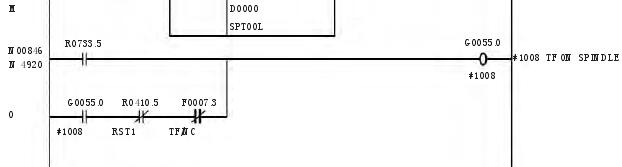
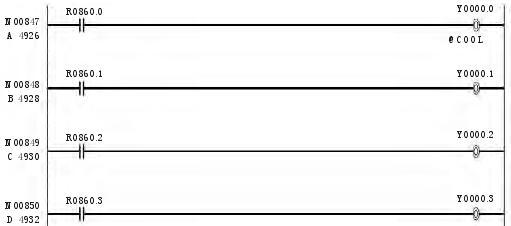
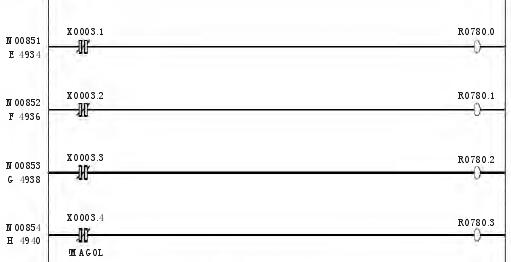
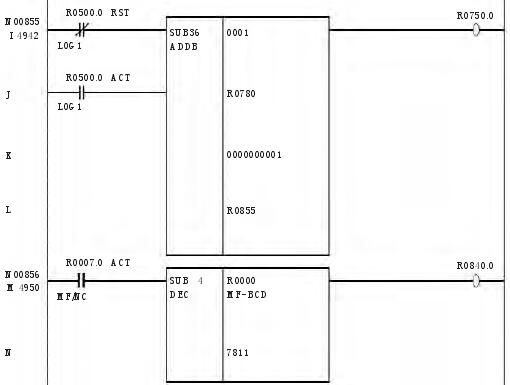
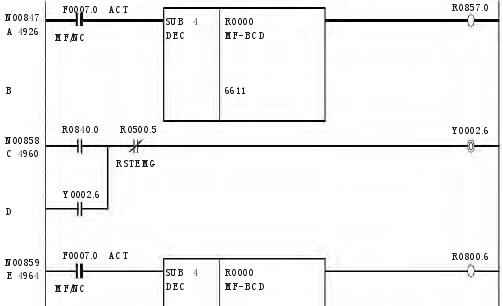
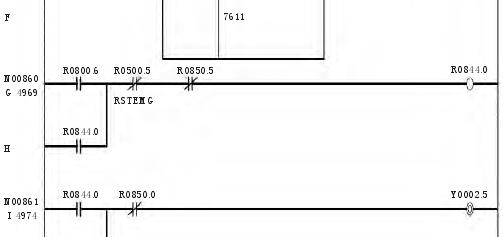
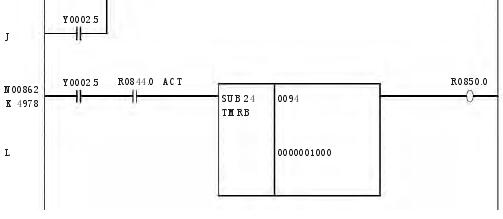
2.4 PMC 程(chéng)序的設(shè)計
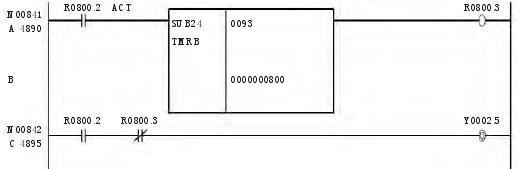
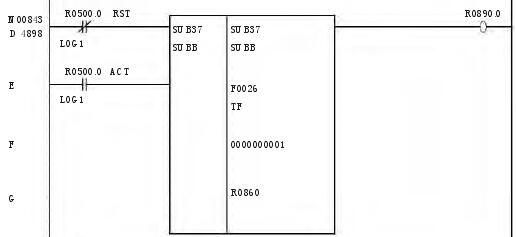
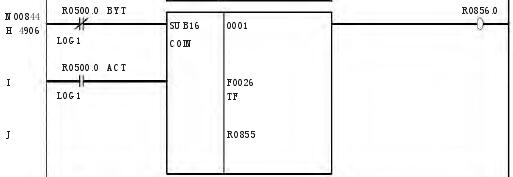
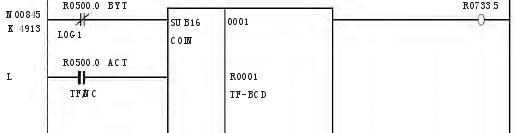
按照換刀要求及換刀過程,針對快速刀庫的要求,編寫了 PMC 程序,此程序適合於(yú) FUNAC 0i mateMD 係統。進過現場(chǎng)調(diào)試,飛(fēi)碟絕對式快(kuài)速刀(dāo)庫的 PMC 程序如下:
3 、小結
本刀庫程序開發(fā)完成後,已經在 PYA 係列數控加工中心上應用,達到了合作開發設計的(de)目的(de),換刀速度與國外同類高速加工中心產品的水平相當,其性能可靠,換刀過程平穩,換刀過程無過衝(chōng),運動平衡無衝擊,該係列非標高速(sù)加工中心的(de)加工速度有了很大的提高,提升了國產化率和自主開發的能力指數,降低了生產成本,對加工中心刀庫設計有(yǒu)一定參考價值,值得推廣。
投稿箱:
如果您有機床(chuáng)行業、企業相關新聞(wén)稿件發表,或進行資訊合作,歡迎聯係本網編輯(jí)部, 郵箱:skjcsc@vip.sina.com
如果您有機床(chuáng)行業、企業相關新聞(wén)稿件發表,或進行資訊合作,歡迎聯係本網編輯(jí)部, 郵箱:skjcsc@vip.sina.com
更多相關信(xìn)息

業界視點
| 更多

行業數據
| 更多
- 2024年11月 金屬(shǔ)切削機床產量數據(jù)
- 2024年(nián)11月 分地(dì)區金屬切削機床產(chǎn)量數據
- 2024年11月 軸(zhóu)承出口情況
- 2024年11月 基本型乘用車(轎車)產量數據
- 2024年11月(yuè) 新能源汽車產量數據
- 2024年11月 新能源汽車銷量情況
- 2024年10月 新能源汽車產量數據
- 2024年10月 軸承(chéng)出口情況
- 2024年10月 分地區(qū)金(jīn)屬切削機(jī)床產量數據
- 2024年10月 金屬切削機床(chuáng)產量數據
- 2024年9月 新能源汽車銷量情況
- 2024年8月 新能(néng)源汽車產量數據
- 2028年8月 基本型乘用車(轎車(chē))產量數據
博文選萃
| 更多
- 機械加工過(guò)程圖(tú)示
- 判斷一台加工(gōng)中心精度的幾種辦法(fǎ)
- 中走絲線切(qiē)割機床的發展趨勢
- 國產數控係統和數控(kòng)機床何去何從?
- 中國的技術工人都去哪裏了(le)?
- 機械(xiè)老板(bǎn)做了十多年,為何還是小作坊?
- 機械行業最新(xīn)自殺性營銷,害人害己(jǐ)!不倒閉才
- 製造業大逃(táo)亡
- 智能時(shí)代,少談(tán)點智造,多談點製造
- 現實(shí)麵前,國人沉默。製造業的(de)騰飛,要從機床
- 一文搞懂數控車床加工刀具(jù)補償功能
- 車床鑽孔攻螺紋加工(gōng)方法及工裝設計
- 傳(chuán)統鑽削與螺旋銑孔加(jiā)工工(gōng)藝的區別