


葉輪加工工藝及其裝夾解決(jué)方案
2018-1-12 來源:上海電機學院機械(xiè)學(xué)院 上(shàng)海凱士比泵有(yǒu)限公 作者:侯培紅 洪張 趙(zhào)桐和
摘 要:分(fèn)析某葉輪的(de)用途(tú)和工作條件。根據葉輪的材料、結構特點和技術要(yào)求,分析(xī)研究其加工方案,包括加工工藝、技術難點和采取的技術措施。提出在葉輪一端增設所需要(yào)的工藝夾具凸台和設(shè)計開發了一種專用夾具模(mó)子以滿足葉輪加工要求的方案,不僅(jǐn)達到了(le)圖樣的零件加工精度和形位公差要求,而且加工效率(lǜ)也得到很大的(de)提高。
關(guān)鍵詞:葉輪(lún);加工(gōng)工藝;專用工裝;工藝改進
0 引言
立式混流泵廣泛用於電(diàn)站(zhàn)、電(diàn)廠輸送循環冷卻水,海水淡化、城市給排水和泵站以及農業灌溉等領域,它對於城市的綠化、環保等起了很(hěn)大的作用。由(yóu)於葉輪是水泵轉動(dòng)的關(guān)鍵零件,技術要求比較高,因此其精確加工是一個很大的(de)難題。加工精確(què)可以減少由於水流引起的振動從而提高葉(yè)輪的使用壽命。立式混流泵的出水口徑比(bǐ)較大(如4,1 800mm),葉輪與泵的對應(yīng)孔中心線的(de)同軸度非常重要。若同(tóng)軸度不滿足要(yào)求,則會碰擦葉輪室,使葉輪損壞,重(chóng)者使泵咬死,無法工作,所以葉輪(lún)的加工精度(dù)和同軸(zhóu)度就(jiù)顯得尤為重要¨引。
1、 零件(jiàn)材料及(jí)其加(jiā)工工藝性分析
1.1葉(yè)輪材料與毛坯特點
加工對象為(wéi)圖1所示的葉輪。由於(yú)其(qí)結構複(fù)雜,一(yī)般采用鑄鋼件毛坯。鑄件毛坯切削餘量比較多,若毛坯尺寸為4,1 250~4,2 000mm時,餘量(單邊)為23mm;若(ruò)毛坯尺寸為4,800—4,1 250mm時,餘量(單邊)為21mm。葉輪的(de)材料是ZGOFCRl9N19,為奧氏體不鏽鋼,含有(yǒu)Ni元素(sù),而Ni的韌性很大,影(yǐng)響切削性能,刀具易因粘刀而損壞。奧氏體不鏽鋼還要進行1 0500C的固溶處理,其硬度一般在(zài)360~400HB之間,再(zài)加上奧氏體不鏽(xiù)鋼鑄造時產生的黑皮,所以其硬度較高,而且(qiě)由於葉片的切削是不連續的,因此切削時(shí)易造成崩刀,所以葉輪加工對刀具要求比較高舊J。
1.2 葉(yè)輪加工的工藝性分析
由於葉輪形狀複雜,硬度高,且JJn-r_時易粘刀,所以其加工難(nán)度大。加工(gōng)方法也紛繁多樣,其(qí)中DVT400:.:31/32型立車加工應用最廣,但對工人水平要求很(hěn)高,而且要用專用工裝才能保證裝夾的可靠性和切削的(de)穩定性∞引。一般而言,葉輪加工存在(zài)如下問題。
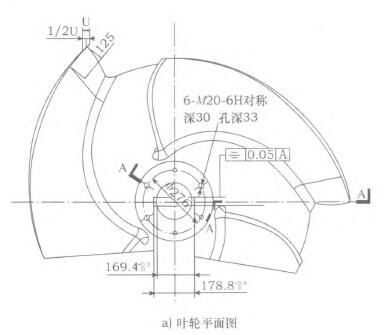
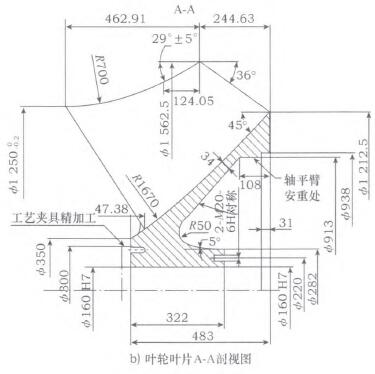
圖1 葉輪零件圖
1)找正(zhèng)時間過長。切削時對工件(jiàn)的徑向(指向工件回轉軸的方向)作用力極容(róng)易使工件產生振動(dòng),發生位移,這時需要(yào)第二次(cì)找正。
2)精度和工藝尺寸很難保證。葉輪葉片是外球(qiú)形,精(jīng)度要求比較高,再加上機床本身誤差(chà)的影響,葉輪加工的精度很難保證。
3)生產效率低。加(jiā)工葉輪葉(yè)片時的安裝、調整等,輔助時間和機動時間過長,尤其是單件生產。
4)容易產生廢(fèi)品。加工(gōng)的(de)精度和工藝尺寸很難保證,使廢品率提高,生產成本相應增加(jiā)。
2 、葉輪葉片加(jiā)工工藝(yì)處理
2.1基準麵的確定
根據工藝要求(qiú),選擇非加工(gōng)麵(miàn)作為粗(cū)基準麵。從圖1所示的葉(yè)輪零件圖可以看出,妒13mm和R50組成的成型麵與葉片根部左上側的45。斜(xié)麵為(wéi)非加工麵,可以作為粗基準麵。但由於其為非加工表麵,所以作為基準麵,校準是非常(cháng)重要的,而(ér)且必(bì)須要求這兩個麵同軸。如果基準麵校正不(bú)準(zhǔn),則會影響動平衡的去重。如果基準麵(miàn)校正偏(piān)差過大,動平衡去重過多(duō),定會影響葉輪(lún)的(de)強度,甚至會引起報廢,因此(cǐ)為避免因去(qù)重造成不(bú)良影響,校正基準麵和保證壁厚就顯得(dé)尤為重要。
2.2 葉輪葉片加(jiā)工工藝處理
根據以上討論,需要夾住葉片根部左上側45。斜麵校準,但是由於葉片結構為3片式,而且是圓弧麵,若用圖1a上左側6個M20的(de)孔無法夾牢,這6個孔隻能用於粗加工夾緊,因此增厚左側工藝凸台,並(bìng)在上麵(miàn)加工6個M24的螺孔,用作裝夾。在用左側工藝夾具凸台夾(jiá)緊時,先校正妒13mm和R50mm組成的成型麵並作為基準,然後粗車61 212.5mm外圓,和右(yòu)端4,1 212.5mm的大平麵,再(zài)後以(yǐ)妒13mm和R50mm組成的成型麵(miàn)作為(wéi)反向基準,校正左上側450斜麵的上、中、下三點(上、下兩(liǎng)點可選在從(cóng)外端30mm處(chù),中點可(kě)選斜麵中點位置),最後再粗車切平(píng)左端工藝凸台(tái)平(píng)麵。
若左右兩端的平麵由於鑄造的(de)原因而出現偏差(chà),可以兩麵均留有一定的切削餘量,這樣可以減少由(yóu)於鑄造的偏差而造成的不平衡(héng)量過多而引起的零件報廢。有了葉輪(lún)兩端的(de)基準,就可以按表1所示的葉輪葉片機械加工工藝過(guò)程,進行後續的切削加工H引。
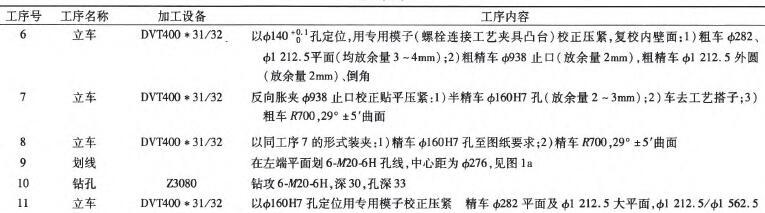
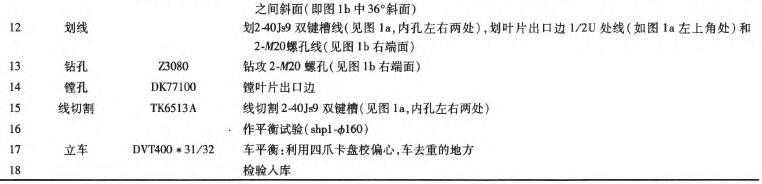
表1 葉(yè)輪葉(yè)片機械加工工藝過程

根據(jù)以上分析知道(dào),利用立車加工葉輪的方法(fǎ)必須改進,以達(dá)到加工精度和批量生產的(de)需要。如通過改(gǎi)進模子,既能達到高的加工精度,而且加工設(shè)備簡單,操(cāo)作和調整也方便‘1‘2]。
3 、葉輪(lún)加工(gōng)工裝及其解決方案(àn)
3.1一般葉輪加工裝夾方式
根據一般立車的加工工藝,當從粗(cū)加工到最後進行精加工西1 212.5mm外圓、右端(duān)麵和qb282mm處右端,車咖938mm止口,需要(yào)調換壓板,分別采(cǎi)用圖2a所示的壓板式(shì)葉輪加工裝夾和圖2b所示的利用內孔(kǒng)葉輪加工裝夾方(fāng)式。在調換(huàn)壓板過程(chéng)中,由於時(shí)間(jiān)過長,又不穩定(dìng),使零件精度下降,不(bú)能達到圖樣要求。還有,在利用內孔夾緊時,由於+160H7內孑L麵過小,接觸(chù)麵小,壓緊時穩定性比較(jiào)差,而加(jiā)工西1 212.5mm外圓及其右端麵(miàn)時的切削力較大,而且材(cái)料又是(shì)奧氏體不鏽鋼,也增大了切削難度,切(qiē)削不小心就要梗刀而翻身,輕者使零件(jiàn)報(bào)廢,重者(zhě)發生(shēng)傷亡事故。為了提高勞動生(shēng)產率,保證加工質量(liàng),降低勞(láo)動強度,需要對葉輪加工裝(zhuāng)夾(jiá)方式改進。
3.2 葉輪加工裝夾改進方案
葉輪加工工藝及其(qí)木模工裝改進,須從粗基準質量保證為起點。如本文第2章所述,先從葉輪外壁(bì)非加工麵開始,校正左上側45。斜麵的上、中、下(xià)三點(上、下(xià)兩點可選在從外端30mm處,中點可選斜麵中點位置),粗(cū)車左端麵和兩端澆鑄上去的外圈(quān)與平麵,反向校正妒13mm與R50mm組成的成型麵作為基準麵,若葉輪內壁與外壁有偏差,可以兩壁均留有一定(dìng)的切削餘量,這樣就可以減(jiǎn)少由於澆鑄帶來的壁厚誤差。
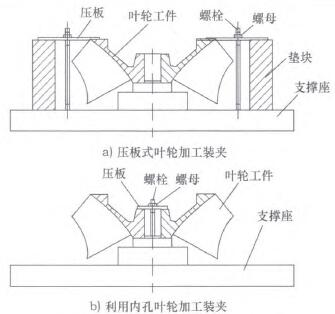
圖2 一般壓板式葉輪加工裝夾方(fāng)案(àn)
如(rú)車(chē)右側qb282mm端麵、咖1 212.5mm右端麵與外圓,可(kě)以先劃圖1a所示零件(jiàn)中6-M20-6H孔線,再鑽6-M20-6H孔,然後在立車時,利(lì)用該6-M20螺紋孑L,將(jiāng)其在如圖3所示的葉輪車(chē)削夾具模子上壓緊,車qb282mm外圓麵,車西l 212.5ram右端麵及其外圓麵。夾具模子定位、夾緊葉輪狀態如(rú)圖4所示。木模工裝適合葉輪體批量加工,使得葉輪體的夾緊可靠、方便和快捷,這(zhè)樣(yàng)的葉輪體加工工藝、方法,易使加工精度和形位公差滿足圖樣要求,使葉輪體加工(gōng)更為(wéi)合理Hd 0|。
3.3 葉輪加工夾具模子及其定(dìng)位說明
葉輪車削夾具模子結構如圖3所示,以零件tkl60孑L定位,將零件安放到模子上,其下端用螺母擰緊,即利用圖4所示夾具模子與(yǔ)零件左端端(duān)麵上6個螺紋孔配合,首先(xiān)在零件上擰緊(jǐn)長為120mm左右(yòu)的6根(gēn)M20雙頭螺柱(zhù),然後在模子中心與零件中心用M30的螺柱將壓板夾緊。基準定位采用圖la所示葉(yè)輪體左(zuǒ)側端麵與(yǔ)夾具的平麵的接(jiē)觸部分,相當於3個支撐點限製3個自由度(dù);葉輪體的左端6160內孔麵和夾具的凸台側麵接觸(chù)相當於2個支撐點(diǎn)限製2個自由度,最後一個自由度是靠壓板保證。
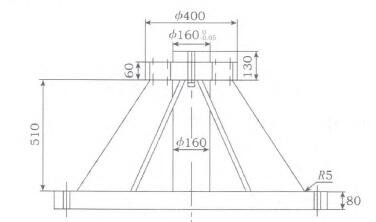
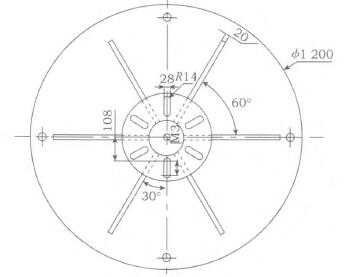
圖3 葉輪(lún)車削夾具模子結構
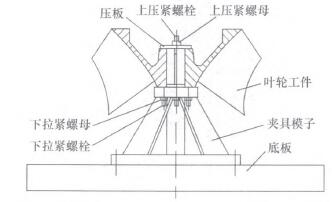
圖4 夾具模子定位(wèi)、夾緊葉輪狀態
4、結語
葉輪在校不準基準(zhǔn)麵情況下加工,嚴重影響(xiǎng)葉輪平衡,使葉輪與軸承產生振(zhèn)動,造成葉(yè)輪室等零件損壞。若水泵出現故障時(shí)將嚴重(chóng)危(wēi)害電(diàn)廠的運行安全,甚至還將導(dǎo)致重大事故(gù)的發生。通(tōng)過使用改進(jìn)夾具模(mó)子等操作(zuò)後,加工精度和(hé)形位公差均完全滿足圖樣的設計要求,加(jiā)工效率提高40%左右。夾具模子定位(wèi)方法合理,夾緊可靠、方便且快捷,使葉輪的(de)加工(gōng)質量保持穩定,滿足了批量製造(zào),提高了勞動生產率,降低(dī)了生產成本,提高了經濟效益,增加了產品(pǐn)在市場上的競爭(zhēng)力。
投(tóu)稿箱:
如果您有機床行業、企(qǐ)業相關新聞稿件發(fā)表,或進行資訊合作,歡迎聯係本網編輯部, 郵箱:skjcsc@vip.sina.com
如果您有機床行業、企(qǐ)業相關新聞稿件發(fā)表,或進行資訊合作,歡迎聯係本網編輯部, 郵箱:skjcsc@vip.sina.com
更多相關信息
金(jīn)馬")
業界視點
| 更(gèng)多

行業數據
| 更多
- 2024年11月 金屬(shǔ)切削機床產量數據
- 2024年11月 分地區金屬切削機床產量數據
- 2024年11月 軸承出口情況
- 2024年11月 基本型乘用車(轎車)產量數據
- 2024年11月 新能源(yuán)汽車產量數據(jù)
- 2024年11月 新(xīn)能(néng)源汽車銷量情況
- 2024年10月 新能源汽車產量數據
- 2024年10月 軸承出口情況
- 2024年10月 分地區金屬切削機(jī)床產(chǎn)量數(shù)據
- 2024年10月 金屬切削機床產量數據
- 2024年9月 新能源汽車銷量情況
- 2024年8月 新能源汽車產量數據
- 2028年8月 基本型乘(chéng)用車(轎車)產(chǎn)量數據