


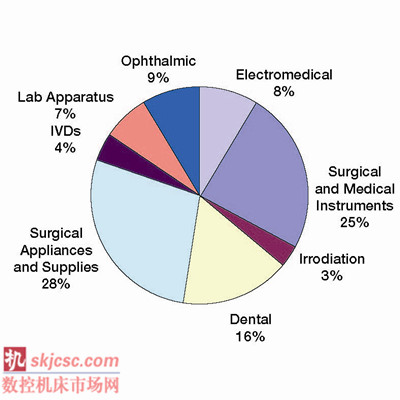
全球醫療器械(xiè)行業是增長最為快速的工業領域之一。據2015年(nián)的統計,醫療器械行(háng)業占全球金屬切削領域(yù)總容量的10%以上。
更小、更複雜,精度更(gèng)高的醫療器械工業零部件(jiàn)往往由難加(jiā)工材料製成,市場對這(zhè)類零部件的(de)需求呈持(chí)續增長態勢。當提及醫療器(qì)械行業的加工,相關術語往往包括所(suǒ)有涉(shè)及的外科植入物,矯形(xíng)裝置及醫療器械;還包(bāo)括小尺寸規格的加工及顯微(wēi)加工(gōng),因當今的醫療植入物常常包括或包含(hán)微(wēi)小的零(líng)部件。在性能優異(yì)的難加工材料中,鈦(tài)合金(jīn)是醫療器械行業最常采(cǎi)用的材(cái)料。這源於(yú)其與人體的生物相溶性。
意欲參(cān)與來自於醫療器械行業的挑戰這方麵競爭的小型金屬加工廠必須生長出一整套先進技術(shù)能力以迎接醫療器械工業的特殊需求的挑戰,尤(yóu)其當應對小批量及(jí)樣(yàng)件生產時。
注意到來自於醫療器械(xiè)工業的特殊挑戰需求,在技術領先的研發部門創造性的工作及現場試驗下,伊斯(sī)卡最終開發出與醫療器械(xiè)工業(yè)相關的應用範圍大幅拓展的相關切削刀具。除了技術創新的全新刀具,伊斯卡研發部門的工作人(rén)員還對其已(yǐ)有的(de)受市(shì)場歡迎的一係列(liè)獨特的刀(dāo)具進行修調以使其能高效而經(jīng)濟地加工小零件。
伊斯卡高效、小規格切削刀具為數個(gè)重要(yào)領域帶來技術進步成(chéng)為可能,拓展了適用範圍,優化了加工解決方案:采用最適合的基體;進行先進的塗層;特別研製的刀具形狀;升級的超牢靠夾持係統。列舉如下:
1.帶(dài)側鎖緊機構的新型車削-切槽刀(霸王刀)
伊(yī)斯卡新型GEHSR/L-SL係(xì)列,設計用(yòng)於瑞士自動車床及小型(xíng)自動化車床,是早前普及於市場的(de)螺釘(dìng)夾持GEHSR/L係(xì)列的升級版。最新研製的易於操(cāo)作的刀片夾(jiá)持係統使得操作人(rén)員能可靠地從刀杆的正麵及背麵鎖緊刀片(piàn)。采(cǎi)用螺釘對刀片進行快速鎖緊後,即可(kě)將特製的塑料螺釘(dìng)蓋帽(mào)套在刀(dāo)片(piàn)的對側以防止切(qiē)屑進入。如(rú)需在相反方(fāng)向進行刀片的轉位,也能將螺釘挪移至(zhì)刀(dāo)杆的相對(duì)方向。
現提供刀方為10,12及16mm的(de)GEHSR/L-SL刀杆,用於裝夾帶有不同(tóng)斷屑槽的GEPI或GEMI刀片。刀片切削寬度範圍(wéi)為2.2-3.2mm。車(chē)削小型(xíng)零件時,需采用輕(qīng)型(xíng)切削參數。對這樣的加工(gōng)而言,與其選用大規格的刀片倒不如(rú)選用(yòng)更經濟適用的小規格刀片。GEHSR/L刀杆(gǎn)的短頭設計使得刀具剛性更高並提高了加工的可靠性(xìng),最終使得其能采用更高的切削參數進行加工從而提高了被加工表麵(miàn)質量(liàng)。
在(zài)小型瑞(ruì)士機床上采用伊斯卡早前一代(dài)的刀杆或其它的現有刀杆時,需(xū)將刀杆(gǎn)從刀塔上取下以更換刀片。伊斯卡新一(yī)代刀杆的主要優點就在於無需將刀杆從刀塔中移除即可更換刀片。除卻上述刀具,伊斯卡還提供具有相同規格的高壓冷卻刀具係列GHSR/L-JHP-SL。高壓冷卻刀具帶有3個獨立的(de)冷卻液入口以便為不同的機床結構提供適合的加工方(fāng)案。

2.升級版SWISSCUT INNOVAL係列
伊斯卡(kǎ)升級了SWISSCUT係列。新刀片技術前沿的橢圓形夾持(chí)孔設計帶來兩大提(tí)升。此刀具推出之(zhī)前,伊斯卡已有刀具及(jí)所有(yǒu)主要競爭對手的各種刀杆及刀片均隻能從刀(dāo)杆的(de)正(zhèng)麵(miàn)或背麵的單一(yī)方向進行刀(dāo)片的裝卸(xiè)操作。而(ér)SWISSCUT INNOVAL係列,同一刀(dāo)杆及刀片能從正麵及背麵對刀(dāo)片的裝卸進行操作。
伊斯卡突破想象的(de)新型SWISSCUT INNOVAL刀具係列采用了特(tè)製的夾緊螺(luó)釘,能從刀杆的兩側進行裝(zhuāng)卸操作,使得在刀片的轉位操作中也無需(xū)完全卸下夾(jiá)緊螺釘(dìng)。對充斥於市場上的與伊斯卡SWISSCUT係列相似的係列做個比較(jiào),在刀片轉位時均需完全將夾緊螺釘從刀(dāo)杆移除。采(cǎi)用這些刀具時,夾緊螺釘(dìng)容易掉落並丟失。先進的SWISSCUT INNOVAL新係列縮減了所需配件數量,降低(dī)了用戶的庫存費(fèi)用。

3.PICCOACE –高精度,高剛性(xìng),夾持方向高柔性 – 致(zhì)勝組合
對高精度(dù)及夾持方向高柔性的市場需求增長鼓舞(wǔ)著伊斯卡開發出先進的PICCO刀杆新係列(liè)。技術創新的PICCOACE係列(liè)具有獨特的受專利保護的夾持係(xì)統,並因此(cǐ)在三個重要領域建立了新標準:高精度,高剛性,夾持方向高(gāo)柔性。
PICCOACE的快速操作,非常可靠的夾(jiá)持係統通過縮短更換PICCO小刀杆的時間提高了加工效率,除確保(bǎo)小刀杆的快速更換還能保障更換後(hòu)具有高達0.005mm的重複定位精度。
盡(jìn)管現(xiàn)有的各種瑞士自動機床對刀具提出了多方向夾持的需(xū)求,但現有(yǒu)的大多數刀(dāo)具僅提供單一(yī)的夾持方向;與此相反,伊斯卡PICCOACE係列為所有瑞士自動機床提供高品質的通(tōng)用型解決方案,使得(dé)操作者能以任意需求的(de)方向裝卸PICCO小刀(dāo)杆。(圖3)

4.伊斯卡新(xīn)型PICCOCUT端麵切槽刀,內冷卻液有助於高效切削
PICCOCUT端麵(miàn)切槽刀主要用於外(wài)圓、內孔及沿(yán)軸線方(fāng)向(xiàng)的切槽加工。PICCOCUT強固的幾何形體設計有助於(yú)端麵切深槽加(jiā)工,切削寬度分別為3,4及5mm,最(zuì)大切削深度為40mm,最小(xiǎo)首切槽直徑為16mm。
整體硬質合金PICCOCUT小刀杆(gǎn)帶(dài)有兩個內冷卻通孔使得冷(lěng)卻液分別精密直達切削刃及後(hòu)刀麵。采用不高於100BAR的高壓冷卻射流流經內冷卻通孔,最終獲取的切屑非常細小並(bìng)易於從加工槽中衝刷出。PICCOCUT小刀杆高效冷(lěng)卻結構還能帶來其它(tā)的好處,如(rú)顯著提高刀(dāo)具壽命,具有(yǒu)提高被加(jiā)工表麵質量的特性。
伊斯卡新(xīn)型PICCO小刀杆采(cǎi)用了PVD塗層的IC1008合金(jīn)牌號,適用於以涵蓋(gài)範圍寬泛的切削速度加工各種工件材料。
5.伊斯卡(kǎ)拓展了(le)MINCUT係列
繼伊斯卡MINCUT端麵切槽係列在(zài)全球市場大獲成功後,伊(yī)斯卡進(jìn)一步拓展了其應用範圍,使得MINCUT刀片能應用(yòng)於內孔切槽、清根、螺紋加工(gōng)及硬質合金鏜杆。
MIGR 8內孔切淺槽刀(dāo)片切削寬度範(fàn)圍為0.5-2mm,提供直刃及全圓弧形式的切(qiē)削刃結(jié)構;帶45°偏角的MIUR 8刀片用於內孔切越程槽加工,刀(dāo)片切槽寬度範圍為1.0-2.0mm;MITR 8-MT刀片帶有ISO公(gōng)製通(tōng)用牙型螺紋,用於內螺紋的加工,加工螺距範圍為0.75-2.0mm,螺紋最小加工孔徑為10mm。以上所有(yǒu)刀片(piàn)均采用了伊斯卡PVD塗層的IC908合(hé)金牌號,該牌(pái)號(hào)能廣泛應用於各種材料(liào)的加工,並能勝(shèng)任各種切削加工條件。
M..R 8..刀片由螺釘裝夾於帶有長定(dìng)位槽的MIFHR ...刀杆上(shàng),該夾持方式受專利保(bǎo)護(hù),夾持剛性非常高。切屑流經刀片前刀麵不會折斷,刀杆帶有內冷卻通孔使(shǐ)得冷卻液直達切(qiē)削刃。
MIFHR 8SC-8-SRK是新型裝夾(jiá)M..R 8..刀片的整體硬(yìng)質合金刀杆,刀杆柄部直徑為8mm,具有高剛性,也能裝夾(jiá)於夾持PICCO小刀杆的MG PCO...-6-8夾持刀柄。

6.車削,從高效到高收益
為更廣泛地覆蓋小孔徑加工的應(yīng)用範圍,伊斯卡拓展其內孔車削應用範圍,引(yǐn)入了正型及(jí)負型內孔切(qiē)削刀杆,有鋼(gāng)質及硬質合金兩種選擇,以及新型小(xiǎo)規格的刀片。每一刀(dāo)體均(jun1)帶有內冷(lěng)卻通孔使得(dé)冷卻液(yè)精密直達刀片切削刃。
刀杆夾持新型單麵正型磨製刀片EPGT及CCGT。EPGT 03X1刀片帶有75°刀尖角,最小加工(gōng)孔徑為4.5mm;CCGT 04T1刀片帶有(yǒu)80°刀尖角,最小加工孔(kǒng)徑為5.0mm。刀杆柄徑範圍為4.0-7.0mm。以上兩種刀片均帶有專為超精加工(gōng)應用(yòng)而特別設計的F1P新(xīn)型斷屑槽。
夾持雙(shuāng)麵負型刀片的刀(dāo)具最小加工孔徑Dmin=12 mm,裝夾磨(mó)製WNGP及DNGP刀片。WNGP刀片帶有80°刀尖角,最小加工孔徑為12mm;DNGP刀片帶有55°刀(dāo)尖角,最小加工(gōng)孔徑為13mm。刀杆(gǎn)柄(bǐng)徑範圍為10-20mm,用於軸向車削(xuē)及(jí)背車加工。 WNGP 0403或DNGP 0703刀片均設計了分別用於鋼及不鏽(xiù)鋼的加工的F2P斷屑槽及F2M斷屑槽,為中等孔徑加工而設計。

7.采用束魔變(biàn)色龍鑽(SUMOCHAM),從(cóng)鑽削中獲利
伊斯卡進一步拓展(zhǎn)了其頗受歡迎(yíng)的束魔變(biàn)色龍鑽(SUMOCHAM)刀頭,帶來了兩項主要的技術創新。
創新之一來自於帶有凹弧麵切削刃(rèn)的刀頭幾何(hé)形體,顯著提升了鑽頭的自定心性能。新型(xíng)HPC-IQ刀頭最大鑽深比達12xD,無需(xū)加工預鑽孔,刀頭直徑(jìng)範圍為(wéi)8-25.7mm,標準刀頭直徑基於整數(shù)值以0.5mm遞增。通過縮短加工周期、減少鑽削加工所需刀頭(tóu)數量,技術領先新型刀頭的采用大幅縮減了加工(gōng)成本。
創新之二來自於通過添加(jiā)平底(dǐ)刀頭拓展了束魔變色龍鑽的(de)應用範圍。新型平底刀頭命名為FCP,設計用於鋼(gāng)質零部件的鑽削加(jiā)工(ISO P)。采用FCP刀頭鑽削能獲取近乎於平麵的孔底平麵,事實上,這樣的孔底平麵往往需要通過多道工序(xù)來實(shí)現。FCP刀頭由(yóu)TiAlN(PVD)塗層的IC908合金牌號製成,FCP刀頭能裝夾於任一帶有相應規格定(dìng)位槽的束魔變色龍鑽(SUMOCHAM)鑽杆。FCP刀頭(tóu)與ICP刀頭具有相同的特點,與ICP刀頭的推薦切削參數相同。

如果您有機床行業、企業相關新聞稿件發表,或進行資訊合作(zuò),歡迎聯係本網編輯部, 郵箱:skjcsc@vip.sina.com


- 2024年11月 金屬切削機床產量(liàng)數據
- 2024年11月 分地區金屬切削機床產量數據
- 2024年11月 軸承出口情況
- 2024年11月 基本型乘用車(轎車)產量數(shù)據
- 2024年11月 新能源汽車產量數據
- 2024年11月 新能源汽車銷量情況(kuàng)
- 2024年10月 新能源汽(qì)車產量數據
- 2024年10月 軸承出口情況
- 2024年10月 分地區金屬切削機床產量數(shù)據
- 2024年10月 金屬切削機床(chuáng)產量數據
- 2024年9月 新能源汽車銷量情況
- 2024年8月 新(xīn)能源汽車產量數據
- 2028年8月 基本型乘用車(chē)(轎(jiào)車)產量數據