


山特維克可樂滿幫(bāng)助客(kè)戶解(jiě)決切斷切槽加工難題
2016-7-25 來源:山(shān)特(tè)維克(kè)可樂滿 作者:
該斷的不斷,不該斷(duàn)的總(zǒng)斷——切斷切槽(cáo)的最大困惑
切斷切槽是特殊(shū)的車削應用,對刀具有著很高的要求。在日常生產中,因其加工特性,排屑不暢、斷刀崩刃的(de)情況經常發生,這(zhè)不僅嚴重影響了加工安全性(xìng)和零件表(biǎo)麵質量,同時也降低了刀具(jù)壽命,使刀具成本居(jū)高不下。這是大家在切斷切槽加工中遇到的最大困惑。


掌握必要(yào)的加工(gōng)技巧,采用正確的編程方法,合理使用(yòng)冷(lěng)卻液都能為切斷切槽加(jiā)工帶來顯著不同。
加(jiā)工(gōng)技巧
在進行切(qiē)斷切槽加工時(shí)有很多加工技巧值得借鑒,比如在切斷時:
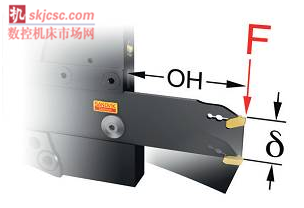
•確保刀具懸伸盡(jìn)可能(néng)短以提高穩定性,最大為刀片寬度的8-10倍(bèi)。(選擇寬度較窄的刀片也可以幫助節省材(cái)料)。
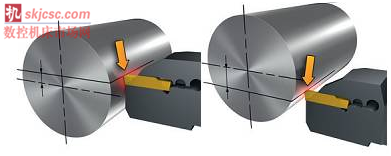
•確保中心(xīn)高度在±0.1 mm範圍內,這樣可以獲得最佳性能的切削(xuē) - 低(dī)於中心將增大飛邊尺寸,而高於中心將加快後刀(dāo)麵磨損。需要注意的是(shì)進行長懸伸加工時,最好將切削刃置高於中心(xīn)高的位置,以補償刀(dāo)具本身向下的撓曲度。
•在零件掉落之前的2mm處(chù),將進給率最(zuì)多減少75%,這樣會減小切削力並大幅延長刀具壽命。
•當機床到達轉速限製時,應(yīng)關(guān)閉冷卻液以避免產生積屑瘤,尤其在加工(gōng)不鏽鋼工件時。
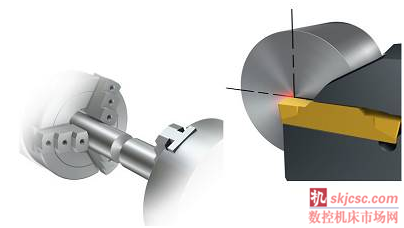
•為了避(bì)免(miǎn)刀片破裂,進給最好不要過(guò)中心點。一般來說,距(jù)離中心0.3 mm時就可以停止進給,零件會在(zài)自身重量作用下掉落。如果機床帶有副主軸,則(zé)可以在到達中心前停(tíng)止加工,並用副夾頭將零件拉斷。
編程方法(fǎ)
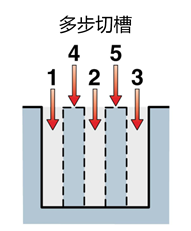
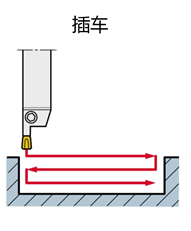
在大多數情況下,單步切槽是最經濟、生產率最高的切槽方法。但是,當需要進行寬(kuān)槽加工或軸肩之間的車削時,我們還可以采用多步切槽、插車或坡走(zǒu)切槽(cáo)的編程方法。這(zhè)3種方法均為(wéi)粗(cū)加工工序,之後我們需要再執行一道單獨的(de)精加工工序(xù)。我們(men)的經驗是:
•如果槽的寬度小(xiǎo)於深度,應采用多步切槽方法。此時,由於後續幾道(dào)切(qiē)槽的餘量將小於刀片寬度,我們可以將進給率提高30-50%。
•如果槽的寬度大於深度,可以選擇插車。但是,不要對著肩部進給。
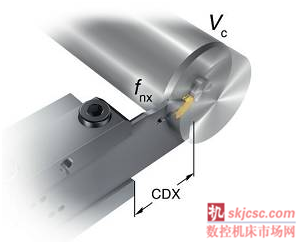
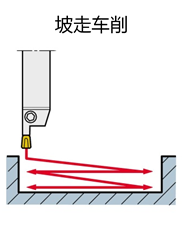
•對於(yú)細長零件,坡走切槽是一種很不錯的方法。零件所受的徑向切削力(lì)會較常規方式小,可以在一定程度上避免振動的產生。采用這種切削方式時,刀片的切削部(bù)位一直在變化,刀具的切削刃口得(dé)到了充分利用,這樣刀具磨損更為穩定和均(jun1)勻(yún),從而獲得更長的刀具壽命。為了避免在完成精加工時出現尺寸偏差,我們可以預留更多的切削餘量,一般建議預留的切削深度應大(dà)於刀尖圓弧半徑。預留大餘量的另外一個好處是能給刀片施加一(yī)定的軸向(xiàng)切削力,在微觀角度上實(shí)現刀片的撓曲變形,從而在切槽過程中實現更佳的表麵光潔(jié)度。
冷卻液使用
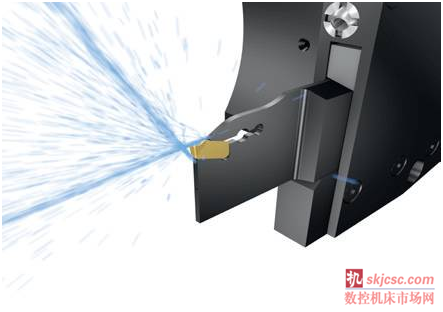
合理使用冷卻液(yè)是(shì)應對斷屑問題的(de)關鍵。當加工具有低導(dǎo)熱(rè)性的材料,比如某些不鏽鋼(gāng)、鈦(tài)合金(jīn)和耐熱合金時,高(gāo)壓冷卻液能帶來最(zuì)佳的加工效(xiào)果。高壓冷卻(què)液對低碳鋼、鋁和雙(shuāng)相不鏽鋼等粘性材(cái)料的斷屑也會起到(dào)很大作(zuò)用。最新噴嘴技術可以將冷卻液射流精確地引向切削位置。與專用刀片槽型配合使用,我們還可以改進切削參數,延長刀具(jù)壽命。
40年的(de)專業經(jīng)驗為你創造不同
山特維克可樂滿40年來一直致力於推(tuī)動(dòng)切斷切槽加工技術的(de)不(bú)斷(duàn)進步。公司在1973年推出了第一款(kuǎn)切斷切槽可轉位刀具(jù)T-Max。90年代推出的(de)CoroCut切斷切(qiē)槽刀具係列至今仍在市場上占據領導地位。2014年公司推出了全新(xīn)的CoroCutQD,這是一(yī)款針對長懸伸切斷和深槽加工(gōng)的專業刀具。
來自山特維克可樂滿技術專家編寫(xiě)的《車削應用指南》為(wéi)大家解決切斷切槽加(jiā)工中遇到的各(gè)種困惑和挑戰提供了技術指導,點擊鏈接下載吧!
http://www.sandvik.coromant.com/cn/Documents/車削應(yīng)用指(zhǐ)南(nán)%2016-28_S.pdf?utm_source=apsis&utm_medium=email&utm_campaign=MonthlyNewsletter_2016July1_GCR
【關於山特維克可樂滿】
山特維克可樂滿成立於(yú)1942年,隸屬於(yú)山特維克集團(tuán),公司總部位於瑞(ruì)典山特維肯(Sandviken),在(zài)瑞典基默(Gimo)擁有世界上最大的硬質合金刀(dāo)片製造廠。山特維克可樂滿在全球擁(yōng)有8,000多名雇(gù)員,在130多個國家和地區設有代表機構(gòu)。位於荷蘭、美國、新加坡(pō)和中國的4個(gè)配送中心(xīn)確保準確、迅速(sù)地將產(chǎn)品送交客戶(hù)手中。
山特維克可樂滿是(shì)世界上最大的金(jīn)屬切削刀具製造(zào)與(yǔ)供應商,30,000餘種產品覆(fù)蓋了(le)車削、銑削、孔加工等各個金屬加工應用領域。公司(sī)非常注(zhù)重新產(chǎn)品(pǐn)開發,研發投入(rù)為業內平均水平的兩(liǎng)倍,擁(yōng)有600多個有效專利族。每年(nián)以CoroPak的形式(shì),在春秋兩季向市場推出2,000餘種新產品。
山特維克可樂(lè)滿於1985年正式進入中(zhōng)國,公司注冊於上海,總部位於北(běi)京。經過三十年的發展,山特維克可樂滿的服務網(wǎng)絡已經相當完善(shàn),設有42個辦(bàn)事處,為遍及全(quán)國各地的機械加工企業提供產品和服務。山特維克可樂(lè)滿建有多個效率中心、應用中心和培訓(xùn)中心。位於廊坊的山特維克可(kě)樂滿(mǎn)中心,是公司繼(jì)瑞典總部(bù)山特維肯中心之後投入使用(yòng)的第(dì)二家世界級中心,兩家中心都代表著山特維克可樂滿的最高技術水平。我們的訂製刀具生產(chǎn)廠也位於河北廊坊。
關於山特維克可樂滿的更多信息,請訪問:
www.sandvik.coromant.com
投稿箱(xiāng):
如果您有機(jī)床行業、企業相關(guān)新聞稿件發(fā)表,或進行資訊合作,歡迎聯係本網編輯部, 郵箱:skjcsc@vip.sina.com
如果您有機(jī)床行業、企業相關(guān)新聞稿件發(fā)表,或進行資訊合作,歡迎聯係本網編輯部, 郵箱:skjcsc@vip.sina.com
更多相關信息

業界視點
| 更多
調查(chá)")
行業數據
| 更多
- 2024年(nián)11月 金屬切(qiē)削機床(chuáng)產量數據
- 2024年11月(yuè) 分地區金屬切削機(jī)床(chuáng)產量數據
- 2024年(nián)11月 軸承出口情況
- 2024年11月 基本型乘用車(轎車)產量數(shù)據
- 2024年11月 新能源汽(qì)車產量數據
- 2024年11月 新能源汽車銷(xiāo)量情(qíng)況
- 2024年10月 新能源汽車產量數據
- 2024年10月 軸承出口情況
- 2024年10月(yuè) 分地(dì)區金屬切削機床產量數據
- 2024年10月 金屬切削機(jī)床(chuáng)產量數(shù)據
- 2024年9月 新能源汽車銷量情況
- 2024年8月 新能源汽車產量數據
- 2028年8月 基本型乘用車(chē)(轎車)產量數據