


可再生能源正在全麵挑戰(zhàn)傳統(tǒng)能源的產出方(fāng)式,比如2016 年光伏上網價格(gé)和風電電價均已出台下調方案。雖然趨勢如此,但國(guó)家能源局近年來的統計數據表明,發電量的七(qī)成(chéng)仍源(yuán)自火電發電,包括水、風、核電、太陽能等新能源並未對傳統能源形成強勢衝擊。可是(shì),目前國內電力市場已日(rì)趨飽和,在國(guó)家扶持新(xīn)能源的政策下,火力發電等傳統發電形式“上大壓(yā)小”,采用(yòng)大功率設備已成為電力(lì)行業的共識。
“大”帶來的挑戰
作為我國製(zhì)造大型電力設備的主(zhǔ)力廠商,上海電氣電站設備有限公司發電機廠(SEPC)隸(lì)屬於上海電氣(qì)集團股份有限公司電站集團(tuán),是與德國西(xī)門(mén)子公司合資的企業,主要從事火電、核電(diàn)、燃機領域的大型發電機成套產品的研(yán)發和製造。
從2004 年(nián)開始,上海發電機廠(chǎng)火力發電(diàn)機組的生產、銷售、以及訂單數量連(lián)續保持世界第一。近幾年公司1000MW 等級水氫冷機組每年的訂單量基本穩定在9000MW~13000MW 範圍內,國內市場占有率約80%,600MW 等(děng)級水氫冷機組年(nián)訂單量本穩定在6000MW~9000MW,國(guó)內市場(chǎng)占有率約60%,產品遠銷多個國家。
我(wǒ)國現有的300MW、600MW、1000MW 水氫冷汽輪發(fā)電機效率、年運行小時等(děng)參數均已達到國際(jì)先進水平,近年國家規定國(guó)內能生產(chǎn)的亞臨界600MW 及以下容量機組一般不再進口,這加快了對(duì)我國電站建設製造業的發展。電站(zhàn)製造業是國家重要的基礎工業之(zhī)一,法國、德國、日本、俄羅(luó)斯、美國的大型核電站、火電站的絕大部分機組(zǔ)都是本國製造的。
隨著“上大壓小”政策(cè)的實施,SEPC 目前已經形成完(wán)善的空冷50MW~200MW 等級、雙水內水冷60MW~340MW 等級、水(shuǐ)氫冷200~1000MW 等級等係列產品,在超超臨界1000MW 級(jí)火電、核電及燃氣輪發電機等重大項(xiàng)目上實(shí)現了曆史性突破,目前(qián)正在研發國際上(shàng)最大容量的1800MW 級核電發電機、1200MW 級火電發電機等(děng)產品,以形成新的發電(diàn)機核心技術,不斷提高企業核心競(jìng)爭力。走進SEPC 的廠房,可看到:主廠房長312 米,寬36 米,高34 米,吊重能力可達500 噸,具備了可加工目前世界上最大容量——1800MW 四極核電發(fā)電機和年產量3000 萬千瓦的生產能力。
隨著等級的提升,發電設備尺(chǐ)寸也隨之加(jiā)大,動輒上百噸、幾十米的大型設備(bèi)給加工帶來的不僅僅是不(bú)便,加工難度也隨(suí)之提升。
由於發(fā)電設備(bèi)產品的特性,對設備的可(kě)靠性(xìng)有著嚴格(gé)的要求(qiú)。比如轉子是大型電力(lì)設(shè)備―發電機中的核心部件,其加工質量的好壞影響了發電機(jī)的運行(háng)質量。且轉子胚件尺寸大,成(chéng)本不菲,供應有限,雖(suī)加工要求高,但也必須加工零失誤率。
此外發(fā)電設備中其他一些典(diǎn)型關鍵零部件如轉(zhuǎn)子輪槽以及轉子嵌線鳩尾(wěi)槽等的切削加工,由於被加工材料屬於耐熱高強度合金鋼、不(bú)鏽鋼等(děng)難加工材料,切(qiē)削量大、切削負荷(hé)重,對(duì)數控刀具的切削性(xìng)能,諸如高溫紅硬性、彎曲(qǔ)剪切強度、抗磨損性、抗(kàng)粘接(jiē)性(xìng)、摩(mó)擦係(xì)數等有(yǒu)很高的要求。
對1000MW 及以上的二級發電機轉子來說,其(qí)本(běn)體嵌線槽由於槽深深度大(dà)(100mm 以上),槽壁薄(15mm 左(zuǒ)右)如圖2 所示(shì),剛性差,易引(yǐn)起加工變形,加工困難。
但難點正是關鍵點。控製和減少二極轉子嵌線槽的切削變形,是提(tí)高轉子運(yùn)轉精度、保證發電(diàn)機運行品質(zhì)的關鍵。一般來(lái)說嵌線槽在加工中發生變形,嵌線(xiàn)槽槽口變形量(liàng)可達到 0.5mm。要減小變形,必須選(xuǎn)擇合(hé)適的切削力並減小降低殘餘應力。這不僅對工藝工程師和操作人員提出了高要求,其高精度複(fù)雜型麵的切削對數控刀具本身的精度(dù)也提出了更高的要求。
難點重重
機加工是發電機(jī)組生產的重要環節,發電機轉子、定子、機座等部件切削量很大,對機床和刀具要求都很高。汽輪發電機轉軸嵌線槽是采(cǎi)用專用可轉位轉(zhuǎn)子槽盤銑刀,在數控轉子槽銑床上加工而成。由於轉軸材質為高強度合金鋼,切削槽深、銑刀直徑大、切(qiē)削速快,對刀具綜合性能要求很高。以(yǐ)轉子加工為例,鍛造出的(de)原材(cái)料工(gōng)件首先要經過車削,然後是銑削加工。銑(xǐ)削分粗銑和(hé)精(jīng)銑,每(měi)個工序分兩步又分兩步走。“銑槽必須要分段(duàn),因為牽扯到轉子的動平衡。”這是每個工藝(yì)操作人員都所熟稔的(de)。
轉(zhuǎn)子本(běn)體外圓(yuán)有一圈軸向方向的嵌線槽,業內也稱之為轉子縱樹型輪槽,有時每個轉子的嵌(qiàn)線槽會多達30 多(duō)條。發電機轉子槽形整體加(jiā)工要求較高:整槽寬度公差要(yào)求(qiú)≤0.2mm、等分度要求≤0.02°、粗糙度要(yào)求≤Ra3.2,其(qí)次工藝(yì)要求的加工效率要高,需要兼顧機床加工性能及刀具切削(xuē)性能。
要提高產(chǎn)品(pǐn)的性能一般(bān)有兩種途徑,一是(shì)加大資金(jīn)投資購買設備,或者求助外協;還有一種辦法就是對刀具切削工藝進行(háng)改進——這是最直(zhí)接(jiē)的手段,如果刀具的切削效率能夠提高一倍,就相(xiàng)當於增加了一台機床,它帶來的效果立竿見影,事半功倍。SEPC 的轉子槽加工工序中大(dà)量使用了各種盤銑刀和鳩尾銑刀,所用刀具以德國瓦爾特公司提(tí)供的可轉位盤銑刀和可轉位鳩尾銑刀為主。
國內發電機製(zhì)造技術發展經曆了三個階段,製造工藝也從手工、機械、數顯加工(gōng)為主,逐(zhú)步發展到數控(kòng)智(zhì)能化加工,轉子(zǐ)嵌線槽內鳩(jiū)尾槽的加工刀具從之前高速鋼材質演變到可轉位刀片刀具(jù)。起初,SEPC 和(hé)原來合作的刀具供應商也已將部分方案做成了硬質合金可轉位刀片方案。但其中一款(kuǎn)刀(dāo)具從定方案到製造(zào)、試加工、修改方案,幾次反(fǎn)複試加工總共花了近兩年的時間,最終仍然不符合技術要(yào)求,最主(zhǔ)要的原因在於整體加工性能不好,工件的表麵質量(liàng)無法保證。了解到相關發電行業的一些成功案例後,具有較豐富經驗的瓦爾特進入了SEPC 的備選名單(dān)。
應用在300MW 等級上的粗齒型粗銑盤銑刀是瓦爾特和SEPC 的首個合(hé)作成果(guǒ)。因為轉子槽粗加工加(jiā)工餘(yú)量大,要求良好的排屑功能,此外關鍵還不能出(chū)現拉鐵圈、磨痕(hén)。300MW 的嵌線槽槽寬38mm,粗銑刀選用的切寬是36mm,單邊留1 個毫米左右精(jīng)銑餘量。常規的(de)加工工藝是:第一步盤銑刀粗銑後鳩尾槽粗銑,接(jiē)著盤銑(xǐ)刀第二、三…刀粗銑,結束後再進(jìn)行盤銑刀精銑,一般都是整槽形一刀到(dào)底,然後再進行鳩尾精銑。這其中(zhōng)所使用的(de)粗銑盤(pán)銑刀就是瓦(wǎ)爾特牌號為WF341-6092000 的(de)盤銑刀,它(tā)采(cǎi)用卡口式刀座設計,極適合用於電機轉子槽粗/精加工,刀體剛性極好,加工效率高,特別是在精(jīng)加(jiā)工時,表麵(miàn)無明顯刀痕,粗糙度(dù)非常好。
改變看得見
現在(zài)看起來一切都很順利,但實際上雙方在設計這款刀具時,也是一波三折。
由於轉子槽底比較大(dà),因此(cǐ)刀具加工時受到的阻力比較大,刀盤的抗震性也會差一點。瓦爾特定製的刀具最初被(bèi)設計成波浪形,效果並不理想,前後實驗了3 次:第(dì)一次把刀座做了調整,第二次是把刀具運(yùn)回到德國改進,但還有小缺陷,第三次又重新訂做了一套新的刀座。但是雙方都有著“不達目(mù)的不罷休的勁頭”,數次在加工現場商討試驗,最終提供出幾近完美的解決(jué)方案。現在瓦爾特刀具在SEPC 的應(yīng)用已經越來越多,隻要有新的產品設計(jì)都會在第一時間(jiān)看到瓦爾特資深技術人員的參與。同時,降本(běn)增效也是SEPC 選擇(zé)刀具的重要條件。比如600MW 鳩尾槽由高(gāo)速鋼刀具更換為瓦(wǎ)爾特的刀具後粗糙度由原先的(de)Ra6.3 提高至不大於(yú)Ra3.2,加工效率由(yóu)原先使用高速鋼(gāng)刀具加工每個槽需90 分鍾,提高到使用硬質合金刀具後隻需30 分鍾。雖然刀片消耗(hào)成本(běn)略高於(yú)高(gāo)速鋼刀具方案,但由於加工工時減少,且加工(gōng)進給量由於比(bǐ)原先提高不(bú)少:可(kě)以從原來的不足100mm/min 提高到240~280mm/min,綜(zōng)合計算下來,實際加工成(chéng)本的降低依然可觀(guān)。
目前,1000MW 水氫冷、600MW 水氫冷III 型、300MW 水氫冷是(shì)SEPC 訂單最多的拳頭產品,年產台份數在25~35 台,每(měi)年總(zǒng)的產品製造容量穩定在2000~3000 萬千瓦(3000 萬千瓦機組一年發電量可達2400 億(yì)度)。此外水冷(lěng)機組也是SEPC 另一項引以為傲的自主開發產品,至今已累(lèi)積製造的水冷機組台(tái)份數超(chāo)過650 台。目前,SEPC 也已經在研發世界660MW 最大水冷發電(diàn)機組及1200MW 等級世界最大二極發電機機組。
隨著中國裝備製(zhì)造業的發展,未來生產企(qǐ)業對機床和刀具的要求也越來越高。金屬切削機床和刀具作為切削加工的基礎工藝裝備,被稱為 “孿生兄弟”,機床依靠優良的“牙齒”才能發揮最佳作用。可以說刀具性能和質量直接影響到整體生產效率的高低、加工(gōng)質量的好壞(huài),以(yǐ)及生產技術水平和經濟效益,所以國外企業才有“企業的紅利在刀刃上”的說(shuō)法。SEPC 正致力於此。

圖1. 發電設備中典(diǎn)型關鍵零部件如轉子輪槽以及(jí)轉子嵌線鳩尾槽,屬於耐熱高強度(dù)合金鋼、不鏽鋼等難加(jiā)工材料,切削量大、切削負荷重,對數控刀具的切削性能有很高的要求

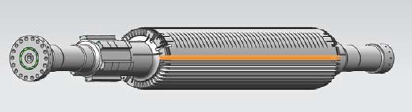
圖2. 對1000MW 及以上的二級發電機轉(zhuǎn)子來說,整體靜態撓度(dù)大,其本體嵌線槽由於槽深深度(dù)大,槽壁薄(báo),剛性差,易引起加工變形,加工困難
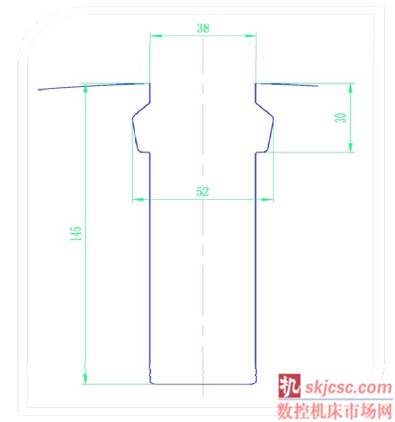
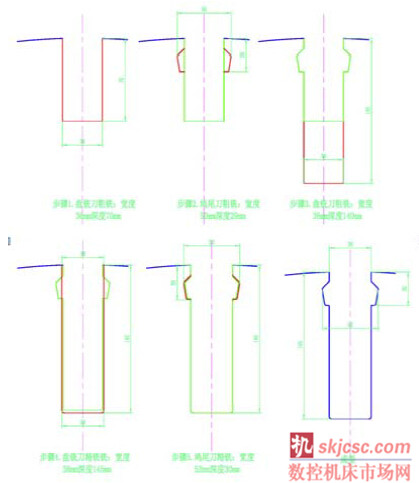
圖3. 典型轉子槽型加工步驟

圖4. 衛潔忠,上海發電機廠(chǎng)工藝處(chù)主任工程師
如果您有機床行業、企業相關新聞稿件發(fā)表,或進行資訊合作,歡迎聯係本網編輯部, 郵箱:skjcsc@vip.sina.com


- 2024年11月 金屬(shǔ)切削機床產量數據
- 2024年11月 分地區金屬(shǔ)切削機床產量數據
- 2024年11月 軸承出口情況
- 2024年11月 基本型乘用車(轎車)產量數據
- 2024年11月 新能源汽車(chē)產量數據
- 2024年11月 新能源汽車銷量情況
- 2024年(nián)10月 新能源汽(qì)車產量數據
- 2024年10月 軸承出口情況
- 2024年10月 分地區金屬(shǔ)切削機床產量數據
- 2024年10月(yuè) 金屬切削機床(chuáng)產量數(shù)據
- 2024年9月 新能(néng)源汽車銷量情況
- 2024年8月 新能源汽車產量數據
- 2028年(nián)8月 基本型乘(chéng)用(yòng)車(轎車)產量數據