


山特維克可樂(lè)滿CoroMill 176 -高速鋼刀具(jù)的高效替換方案

CoroMill® 176是(shì)可重磨(mó)高速鋼刀具最具(jù)性價比的替代(dài)產品,專(zhuān)用於加工模數範圍4到10的齒輪。此類刀具能達到(dào)更高的(de)切削速度,並且用戶換刀簡單快捷,這樣就縮短(duǎn)了生產(chǎn)周期,由此使其成為高(gāo)效率(lǜ)齒輪銑的理想選擇(zé)。
優點
· 與高速鋼刀具相比,降低了單個齒輪的總成本
· 可運用(yòng)更高(gāo)的切削速度
· 更長的刀具壽命,減少了停機時(shí)間
· 刀具更換方便
· 無額外的重磨或重塗層成本
特點
· 符合(hé)DIN 3968的質量等級B
· 有效齒數(shù)多,縮短了單個齒輪的加工時間
· iLock刀片接(jiē)口(kǒu)提高了精(jīng)度,公差小
· 刀片輕鬆轉位
應用
· 用於大(dà)型變速箱、重型卡車和風電業的齒輪(lún)
· 粗加工、半精加工和精加工
· 齒形符(fú)合(hé)DIN 3972-2要求
· 模數範圍:4–10
· 滾齒機床、多任務機(jī)床、5軸機床
產品範圍
· 我們提(tí)供DIN標準類別(bié)刀片,並按要求提供用於加(jiā)工特殊齒形的刀片(piàn)。
· 模數範圍:4–10
· 材(cái)質:GC1030
· 槽形:-PM
· 也可按要求訂製特殊(shū)齒(chǐ)形的刀片,刀體可作為訂製刀具提供
山特維克可樂滿Capto快換係統
可樂滿Capto快換係統")
隨著金屬切削機床的發展,用戶越來越關注加工過程的可靠性以及有效的機床利用率(lǜ)。正如(rú)加工中(zhōng)心的普(pǔ)及,我們很(hěn)難想象規模(mó)生產的客戶還會投資(zī)沒有自動(dòng)換刀的加工中(zhōng)心。但是目前對於絕大多數的車削機床還在采用人工更換刀具以及(jí)停機測量刀(dāo)具。特別對(duì)於一(yī)些大型車(chē)床(chuáng),例如立式車床。這些刀(dāo)具的設置會造成大量的停機時間。可樂滿Capto工具接口對於車床(chuáng)的貢獻就在於快速設置刀具,以及提高刀具(jù)夾(jiá)持剛性從而達到可靠切削和“綠燈”生產。可樂滿Capto正是通過下麵幾種方案,提高(gāo)車床類機床(chuáng)的利用率(lǜ)以(yǐ)及獨(dú)特的刀具解決方案。
● Coromant Capto車床快(kuài)換方案
--通過手動夾緊單元,實現提高換刀效率
--通過液壓夾(jiá)緊單元,實現真正的ATC自動換刀
--通過集成主(zhǔ)軸,實(shí)現在車銑複合機床的首選(xuǎn)主軸接口(kǒu)
當然,以上的解決方案,都可在機外測量刀具參數,從而減少停機時間。這主要來源於高精度的三棱錐接(jiē)口。Coromant Capto接口重複定位精度為2μm.
● 高壓冷卻,提高長屑材料和難加工(gōng)材(cái)料的性能。
● 高剛性的接口夾緊。提高了抗(kàng)彎剛性(xìng)和扭矩傳遞(dì)能力,這使得(dé)加工過程可(kě)靠,高效。
山特維克可樂滿Inveio – 同向結晶技術
術")

材料科技背景
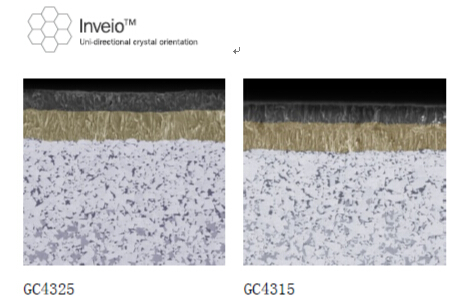
在傳統的CVD氧化鋁塗層中(zhōng),晶體的生(shēng)長方向是隨機(jī)的。在(zài)開發Inveio™時,我們的專家們找到了一種控製該塗層(céng)中晶(jīng)體生長的方法,以(yǐ)確保所有晶體都沿著相同的方向(xiàng)排列,並使最堅固的部分朝(cháo)向(xiàng)頂麵。您可以在下麵的顯微鏡(jìng)圖片中看到這種情形,其中,每種晶體方向都被賦(fù)予(yǔ)一種獨特的顏色。
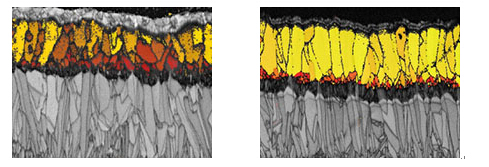
在傳統的CVD氧化鋁塗層中,晶(jīng)體取(qǔ)向(xiàng)是隨機的。 通過Inveio,氧化鋁塗層中的所(suǒ)有(yǒu)晶體都沿著相同的方向朝向頂麵排列。
Inveio的作用
緊密排列的單向晶體在(zài)切削區域和鐵屑間構造了一個堅固的屏障。這極大程度地改進了抗月牙窪磨損(sǔn)和抗後刀麵磨損特性(xìng)。另(lìng)一種作用是能夠更迅速(sù)地將熱量從切削區域帶走,從而有助於(yú)切削刃在更(gèng)長時間的切(qiē)削期間保持不變形(xíng)。
可預測性和長刀具壽命
Inveio™對刀(dāo)片強度、耐磨性和刀具壽(shòu)命具(jù)有最大的單獨影響。Inveio塗層與刀片的所有其他元素相結合:基體、刃邊處理和後處理工藝。它們可共同確(què)保可預測的長刀具壽命。

采用Inveio的鋼件車削材質GC4325
山特維克可樂滿Silent Tools®減振刀具
Silent Tools是山特維克可樂滿車削、銑削、鏜削和鑽削減振刀柄係列的一個注冊商標。這種刀柄設計通過刀體內部的減(jiǎn)振機構將切削振動(dòng)消減至最小。大多數Silent Tools客戶使用這些(xiē)刀具是為了應對長懸伸加工和零件特征對於刀具可達性的需求。但是試驗表明,在(zài)較短的懸徑比,例如3-4倍的懸伸時,使用Silent Tools減振刀具既可以(yǐ)改進(jìn)零件表麵質量也可大幅提升生產(chǎn)效率。

Silent tools減振刀具使得切削過程變得更加簡單。因此如果您需要提高生產效率同時還需(xū)保證零件(jiàn)質量,那麽Silent Tools將是您最佳的選擇。
無(wú)論是提(tí)高金屬去除率、改進表麵質量、確保加工安(ān)全性還是降低生產成本,您都能真切地(dì)享受這份靜謐(mì)。
讓我們看一看(kàn)選用Silent Tools後(hòu)可獲得的一些豐碩成果:
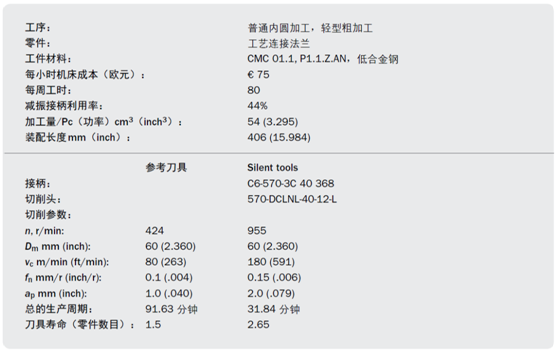
加工案例:內孔(kǒng)車削

內孔車削工序對振動非常(cháng)敏感。由(yóu)於孔深決定了懸伸,因此,零件(jiàn)的孔徑(jìng)和(hé)長度對刀具的選擇有極大的限製。為了獲得最(zuì)佳的穩定性和(hé)加工精度,應選擇盡可能大的鏜杆(gǎn)直徑以(yǐ)及盡可能短的刀具懸伸(shēn)量。對內孔車削而言,其首選是(shì)鋼製的Silent Tool減振鏜杆。
工藝連接法(fǎ)蘭的典型內孔粗加工工序從Silent Tools鏜杆的應用中受益(yì)匪淺。由於避免了切削振動,我們不僅將主軸速度提高一倍多,而且還使生產周期縮短了三分之一,同時生產效率提升了188%。
如何實現不會產生毛刺的穩定麵銑工藝——山特維克可樂滿CoroMill 5B90是您的最佳(jiā)選擇
為了(le)達到日益嚴格的排放標準,目前汽車行業的一大趨勢是采用鋁材等(děng)輕質材料(liào)來製造汽缸蓋之類的零件(jiàn)。發動機製造商希望通(tōng)過提高燃燒壓力和溫度來降低排(pái)放,而汽缸蓋則需要能夠承(chéng)受這種壓力和溫(wēn)度。
CoroMill 5B90正好能滿足汽車(chē)行業對更(gèng)高表麵光潔度和更小公差的要(yào)求,同時盡可能縮短生產周期(qī)、減小(xiǎo)零件公差,並達到規定的表麵質量,從而適應大批量生產的要求。然而,麵銑(xǐ)加(jiā)工(gōng)也經常麵臨挑戰,例(lì)如毛(máo)刺、刀具(jù)呈不規則磨損,以(yǐ)及刀片(piàn)使用壽命不(bú)可預測,這樣往(wǎng)往(wǎng)會增加(jiā)單件生產時間。
山(shān)特維克可樂滿與汽車行業攜手合(hé)作,開發出了CoroMill 5B90。這是一款定製設計麵銑(xǐ)刀,它(tā)使得麵銑(xǐ)加工不僅有出色的表麵(miàn)質量,並能降低30%的單件加工成本。這款刀具設計采(cǎi)用了獨特的軸(zhóu)向和徑(jìng)向刀片定位,確保每個刀片都(dōu)能迅速有效地(dì)切削,而無需對刀片進行任何調整,同時避免毛刺。這款刀具產(chǎn)生的切屑較薄,可以輕易地從工件上去除,從而避免對已加工麵造成損害。每個刀具均針對零件(jiàn)定(dìng)製,優化了切削刀片數量。刀片當中的修光刃,可(kě)以(yǐ)確保獲得出色的表麵質量。由此減少了三分(fèn)之二的刀具(jù)調整安裝時間。因此,與傳統(tǒng)刀具相比可(kě)以(yǐ)實現高進給加工(gōng)並減少刀具齒數。
案例研究
一家汽車製造商希(xī)望改進不穩定的汽缸蓋(gài)加工工藝(yì)並去除毛刺,同時還需要正確預知刀片壽命。而目(mù)前由於(yú)每次刀夾調整的略有(yǒu)差異,造成了刀具壽命的變化。質量要求為粗糙度Rmax20、表麵(miàn)波紋度W4和平麵度0.05mm。山特維克可(kě)樂滿CoroMill 5B90完全符合(hé)這些(xiē)標準(zhǔn),每(měi)年可節省21,000歐(ōu)元。
| 原有刀具(jù) | CoroMill 5B90 | |
| 切削速(sù)度,vc | 3,140 米/分(fèn)鍾 | 3,800 米/分鍾 |
| 主軸轉速(sù),n | 5,000 轉/分 | 6,000 轉/分 |
| 進給率,vf | 8,280 毫米/分鍾 | 9,000 毫米/分鍾(zhōng) |
| 切削深度,ap | 0.5 毫米 | 0.5 毫米 |
| 刀具壽(shòu)命(小時) | 30,000 平均(jun1) | 45,000 |
總(zǒng)結
山特維克可樂滿CoroMill 5B90充分滿(mǎn)足了當今汽車行業對於在高壓和高溫下(如噴射係統(tǒng)和渦輪增壓器)采用更輕和更硬材(cái)料的需要。這款(kuǎn)刀具的設計可提供穩定和無毛刺的加工,並(bìng)具(jù)有可(kě)預測的刀具壽命和十分出色的(de)表麵質量。
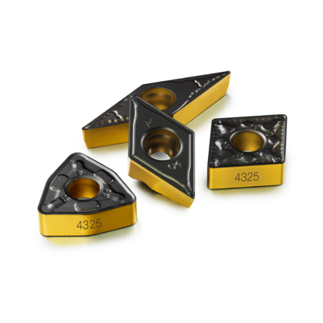
山特維克可樂滿刀片材質(zhì)GC4325和GC4315
配備(bèi)Inveio™的(de)GC4325和GC4315是確保鋼件車削工序耐久性、可預測(cè)性和更長刀具壽命的材質。
鋼件車(chē)削的首選
GC4325在大(dà)多數不同的工況下都能確(què)保同樣可靠的(de)性能,是進行鋼件車削的首選材質。現在也(yě)可用於CoroCut 1-2,用於管件切斷和切槽應用。
高金屬去除率的理想之選
伴隨刀片規格的(de)擴(kuò)展,GC4315目前可用於高速加工或長時間切(qiē)削高金屬去除率的鋼件車削應用。
應用
• 外圓和內(nèi)圓車削
• 粗加(jiā)工至精(jīng)加(jiā)工(gōng)
• 濕式和幹式加工
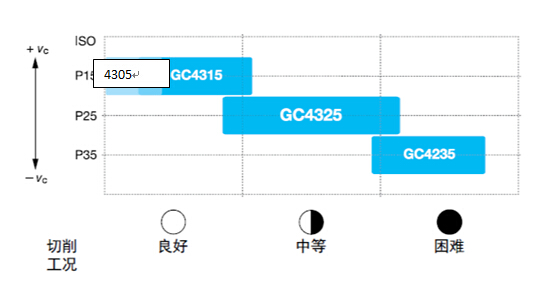
GC4325
• 大多數鋼件車削應用的首選
• 連續和斷續切削
GC4315
• 連(lián)續切削到輕型斷續切削
• 高切削速度
• 長時間(jiān)連續切削
• 硬質工(gōng)件材料加工
技術特點
Inveio™可提高耐磨性並延長刀(dāo)具壽命
Inveio是確保GC4325和(hé)GC4315可預測性能的秘訣。緊密排(pái)列的單向晶體形成(chéng)了(le)一個麵向切削區域和切屑的堅固屏障,從而(ér)可確保高耐磨性和長刀具壽命。
基體
燒結硬質合金基(jī)體兼具高強度和(hé)可靠的韌性,實現了(le)二者之間的理想平衡。富鈷表麵梯度燒結技術提高了安全性。
GC4325基體的平(píng)衡性可確保在各種不同工(gōng)序中的安全性,GC4315基體則開(kāi)發用於承受高溫。
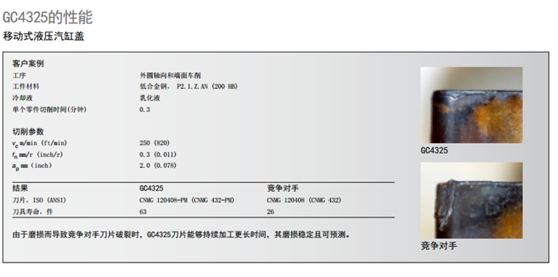
加工案例
工序 : 外圓軸向車削
工件材料: 低合金鋼,P2.1.Z.AN (320 HB)
冷卻液: 乳化液
切削時間 (分鍾): 0.49
切削參數 GC4315
vc,m/min : 150
fn,mm/r : 0.3
ap,mm : 3
| 結果 | GC4315 | 競爭對手 |
| 刀片 | CNMG 120408-PR | CNMG 120408 |
| 刀具壽命,件數 | 3 | 1 |
在該工序中,GC4315能(néng)夠加工(gōng)的工件數量是競爭對手材(cái)質的3倍
山特維克可樂滿CoroDrill 870 -可靠且可預測的孔(kǒng)加(jiā)工工藝

CoroDrill® 870可換頭(tóu)鑽頭設計用於鑽削中等公差H9-H10的孔,可為您節省時間並(bìng)降低單孔加工成本。
可通(tōng)過直徑範圍、步數和可加工長度對CoroDrill 870進行定製,以優化應用。這樣可以提高孔的加工效(xiào)率並使其更加接近所需的規(guī)格,從而更適合對其執(zhí)行(háng)後續工(gōng)序。
多合一工序(xù)
照慣例,加(jiā)工階梯孔或倒角孔意味著鑽孔工序(xù)需(xū)要結合使用附加工(gōng)具。為(wéi)了減少刀具庫存並優(yōu)化總生產節拍,CoroDrill® 870產品目前(qián)已擴展至可換頭鑽頭,隻需一道工序(xù)便可加工出階梯孔或倒角孔。更少的換(huàn)刀次(cì)數縮短了機床停工時間(jiān),從而提高了零件產量並降(jiàng)低了單件加工成本。
給您帶來的優勢
• 更短的生(shēng)產節拍和更低的單件加工成(chéng)本(běn)
• 安全、可(kě)靠的切削過程
• 易於裝卸,鑽頭更換安全可靠
• 可預測的長刀具(jù)壽命
• 經過優(yōu)化的排屑性能(néng)
特點:
· 鑽體(tǐ)與鑽頭之間可靠的高(gāo)精度接口可確保出色的穩定性。
· 鑽頭和階梯(tī)/倒角刀片的內冷(lěng)卻液可實現(xiàn)最(zuì)佳排屑效果和刀(dāo)具(jù)壽(shòu)命。
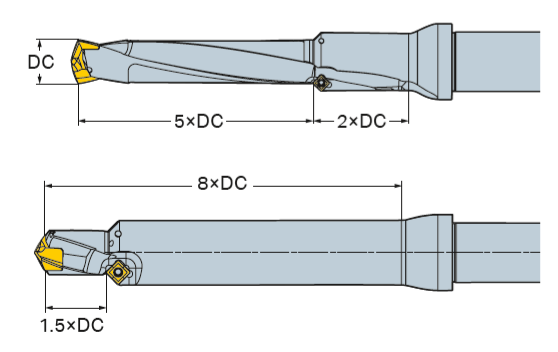
· 能夠一直延長至8倍鑽頭直徑,以提高可達性。
· 刀片材質具有磨損可預測性,能夠以高生產(chǎn)效率實現可(kě)靠的長刀具壽(shòu)命。
· 無需從機床上拆下刀具便可輕(qīng)鬆更換(huàn)鑽頭,從而(ér)縮短停機(jī)時間
· 有大量的倒角刀片可供(gòng)選擇。

應用(yòng)
• 階梯孔或倒角孔
• 60°-180°階梯角和60°-150°倒角
• 孔徑範圍(wéi):10.00-33.00 mm (0.394-1.299英寸)
• 組合孔深可達7倍鑽頭直徑
• 鑽孔部分的深度為1.5-5倍鑽頭直徑
• 階梯部(bù)分的深度可達2倍鑽(zuàn)頭直徑
• 能夠一直延長至8倍鑽頭直(zhí)徑,以提高可達性
如果(guǒ)您(nín)有(yǒu)機床行業、企業相關新(xīn)聞稿件發表,或進行資訊合(hé)作,歡迎聯係本網編輯部, 郵箱:skjcsc@vip.sina.com
金馬")

- 2024年11月 金屬切削機床產量數據
- 2024年11月 分地區金屬切削機床(chuáng)產量數據
- 2024年11月 軸承出口情況(kuàng)
- 2024年11月 基本型乘用車(轎車)產量數據
- 2024年11月 新能源汽車產量數據(jù)
- 2024年11月 新能源汽車銷量情況
- 2024年10月 新能源汽車產量數據
- 2024年10月 軸承出口情況
- 2024年10月(yuè) 分地區金屬切削機床產量(liàng)數據
- 2024年10月 金屬(shǔ)切削機床產量數據
- 2024年9月 新能源汽車銷量情況
- 2024年8月(yuè) 新能(néng)源汽(qì)車產量數據
- 2028年8月 基(jī)本型乘用車(chē)(轎車)產量數(shù)據
- 機(jī)械(xiè)加工過程圖(tú)示
- 判(pàn)斷一台加工中心精度的幾種辦法
- 中走絲線切割(gē)機床的發展趨勢
- 國產數控係統和(hé)數控機床何去何從?
- 中國的技術工人都去哪裏了?
- 機械(xiè)老板做了十多年,為何還是小(xiǎo)作坊?
- 機械行業最新自殺(shā)性營銷,害人(rén)害己!不倒閉才
- 製造業大逃亡
- 智(zhì)能時代,少談點智造,多談點製(zhì)造
- 現實(shí)麵前,國人沉默(mò)。製造業的騰飛,要從機床
- 一文搞懂數控車床加工刀具補償功能
- 車床鑽孔攻螺紋加工方法及工裝(zhuāng)設計(jì)
- 傳統鑽削與(yǔ)螺旋銑孔(kǒng)加(jiā)工工藝的區別